Устройство относится к автоматическому управлению и может быть использовано в прокатном или другом производстве, где многократно выпол няется технологическая операция пор ки нагретого металла на части задан ной длины с использованием ножниц, оборудованных перемещающимся упором в частности на блюмингах, слябингах толстолистокых прокатных станах. Известно устройство для управления положением линейного перемещающегося объекта при помощи оптического луча ij . Хотя упор ножниц горячей резки металла относится к данному классу объектов, устройство не может быть применено из-за относительно небольших габаритов упора из-за ударов и вибрации, значительной загрязненности воздуха, высокой температуры металла, Наиболее близким к предлагаемому по технической сущности и достигавмому результату является применяемое в прокатном производстве устрой ство дистанционного управления пере мещением упора в требуемое положени в котором применяется промышленная телевизионная установка или цифровой индикатор положения упора. Устройство содержит перемещаемый с помощью электропривода упор, датчик Вал-цифра, усилитель, блок сравнения, коммутатор, табло ищдакации Оно выполняет функции измерения положения упора, сравнения измеренного и заданного положения и отобра жения оператору-резчику отклонения от задания. Оператор., учитывая величину отклонения, корректирует положение упора с помощью ключа дис танционного управления zj . Основными недостатками устройства являются неполная автоматизация управления упором (автоматически выполняется лишь измерение положения упора и отображение результата измерения), невысокая точность порезки из-за того, что операторрезчик при установке упора с исполь зованием устройства дистанционного управления лишь приближенно учитывает температуру металла. После охлаждения оказывается, что длина .готовых изделий не соответствует заданной длине. Обычно на прокатных 17:2 станах фактическая длина оказывается больше заданной. Целью изобретения является повышение точности устройства и расши|рение области применения. Поставленная цель достигается тем, что в устройство для управления упором ножниц прокатного стана, содержащее датчик Вал-цифра, соединенный входом через редуктор с электроприводом упора, а выходом с входом усилителя и с первым информационным входом блока сравнения, подключенного сбросовым входом к шине Сброс устройства, а выходом к входу коммутатора, соединенного выходом с входом первого цифрового табло, введены блок пускателей, ключ режима, блок команд перемещения, сумматор, ключ дистанционного управления, второе цифровое табло. блок расчета поправок, блок оценки температуры, первый и второй пульты, аналого-цифровой преобразователь, нормирующий блок и датчик температуры, подключенный выходом к входу нормирующего блока, соединенного выходом с входом аналого-цифрового преобразователя, связанного выходом с информационным входом блока оценки температуры, соединенного сбросовым входом с шиной сброса, а вьшодом - с первь м информационным входом блока расчета поправок, подключенного BTopbJM информационным входом к выходу первого пульта и к первому входу сумматора, третьим информационным входом - к выходу второго пульта, а выходом - к второму входу сумматора, связанного первым выходом с входом Начало отсчета блока сравнения, вторым выходом - с входом второго цифрового табло, а третьим выходом - с первым информационным входом блока команд перемещения, подключенного вторым информаадонньм входом к выходу усилителя, а выходом - к входу ключа режима, соединенного первым выходом с входом ключа, дистанционного управления, а вторым выходом - с первым входом блока пускателей, подключенного вторым входом к выходу ключа дистанционного управления, а выходом - к входу электропривода упора. Устройство управления упором обеспечивает автоматическую установку упора в заданное положение, причем
уставка (задание) 1, на длину готовых изделий корректируется с учетом средней температуры i металла, поступающего на ножницы, и марки стали:
L; L.,u%o.L;.t, (1)
где UL - скорректированная установка;
0( л, - коэффициент линейного раширения для ш -и марки стали.
Устройство позволяет оператору ножниц выбирать один из двух режимов работы: автоматический или дистанционньш. Для контроля за работой
устройства в автоматическом режиме и для реализации дистанционного режима служат два цифровых,табло, которые отображают заданную длину it, изделий и фактическое расстояние Lrtj от плоскости реза до упора.
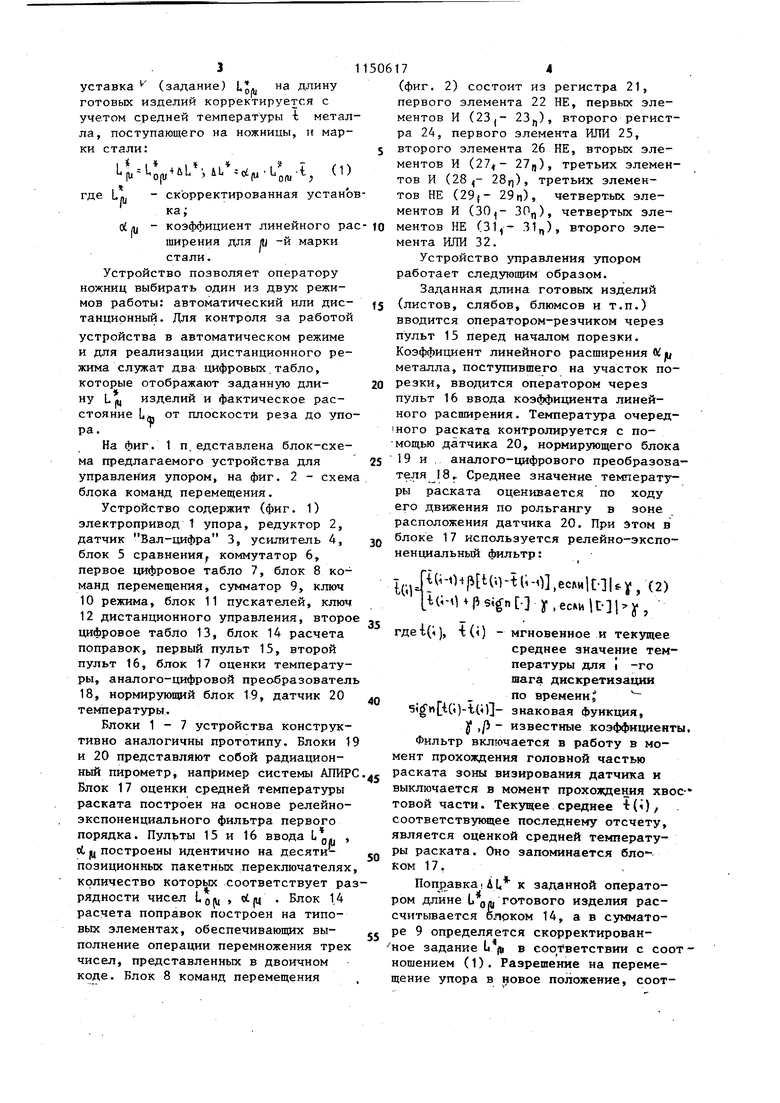
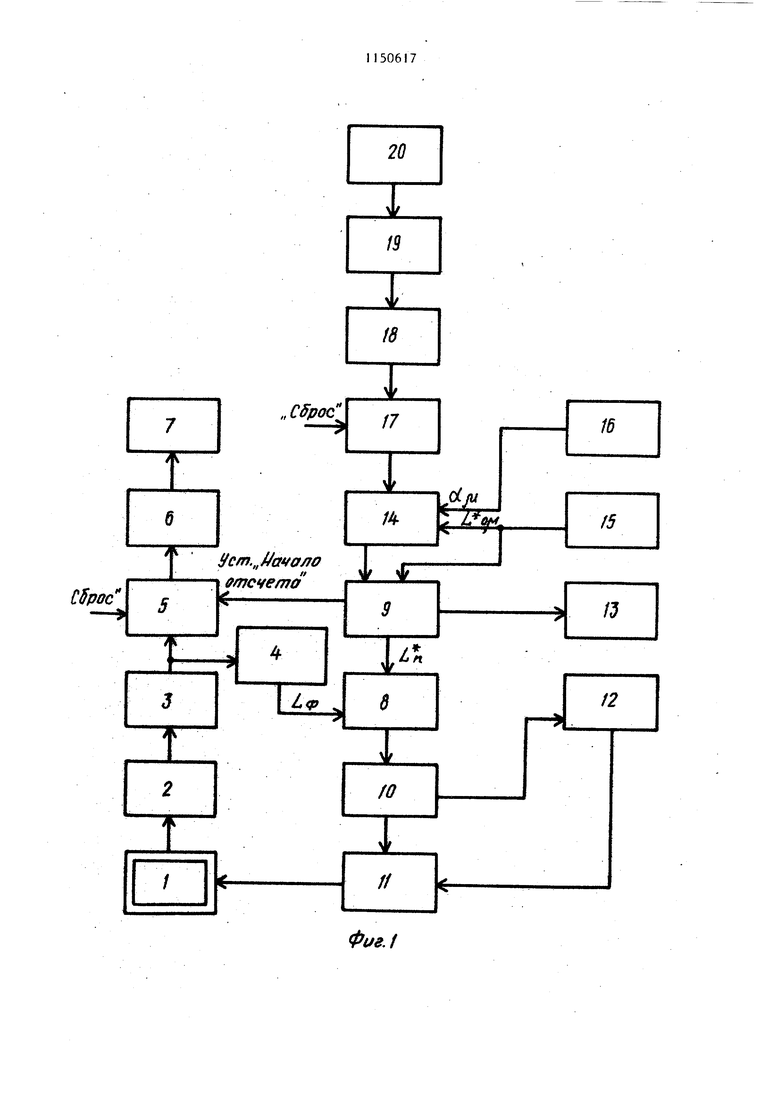
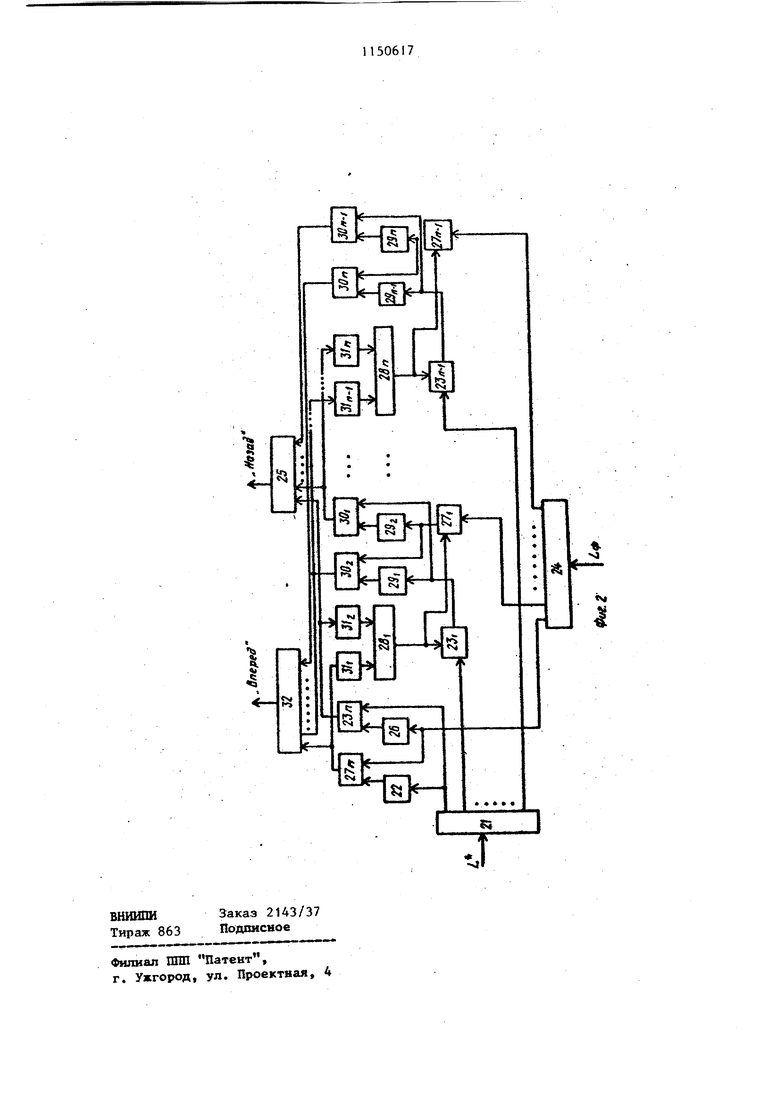
На фиг. 1 п.едставлена блок-схема предлагаемого устройства для управления упором, на фиг. 2 - схем блока команд перемещения.
Устройство содержит (фиг. 1) электропривод 1 упора, редуктор 2, датчик Вал-цифра 3, усилитель 4, блок 5 сравнения коммутатор 6, первое цифровое табло 7, блок 8 команд перемещения, сумматор 9, ключ 10 режима, блок 11 пускателей, ключ 12 дистанционного управления, второ цифровое табло 13, блок 14 расчета поправок, первый пульт 15, второй пульт 16, блок 17 оценки температуры, аналого-цифровой преобразовател 18, нормирующий блок 19, датчик 20 температуры.
Блоки 1-7 устройства конструктивно аналогичны прототипу. Блоки 1 и 20 представляют собой радиационный пирометр, например системы АПИР Блок 17 оценки средней температуры раската построен на основе релейноэкспоненциального фильтра первого порядка. Пульты 15 и 16 ввода L.J , о, |ц построены идентично на десятипозиционных пакетных переключателях количество которых соответствует рарядности чисел LO(U 14 Блок 14 расчета поправок построен на типовьк элементах, обеспечивающих выполнение операции перемножения трех чисел, представленных в двоичном коде. Блок 8 команд перемещения
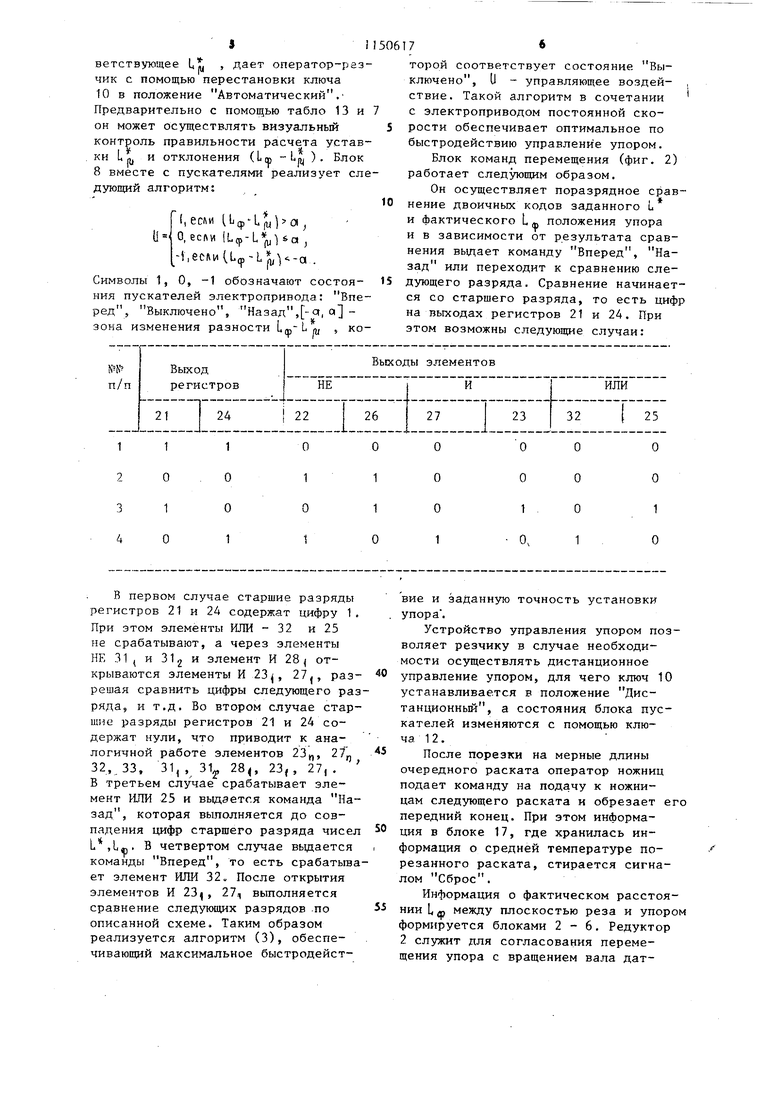
(фиг. 2) состоит из регистра 21, первого элемента 22 НЕ, первых элементов И (23(- 23), второго регистра 24, первого элемента ИЛИ 25, 5 второго элемента 26 НЕ, вторых элементов И (27f- 27), третьих элементов И (28 - 28г)), третьих элементов НЕ (29|- 29п), четвертых элементов И ( 30), четвертых элементов НЕ (31|- 31„), второго элемента ИЛИ 32.
Устройство управления упором работает следующим образом.
Заданная длина готовых изделий
5 (листов, слябов, блюмсов и т.п.) вводится оператором-резчиком через пульт 15 перед началом порезки. Коэффициент линейного расщирения металла, поступившего на участок порезки, вводится оператором через пульт 16 ввода коэффициента линейного расширения. Температура очеред1НОГО раската контролируется с помощью датчика 20, нормирующего блока
5 19 и аналого-цифрового преобразователя 18.. Среднее значение температуры раската оценивается по ходу его движения по рольгангу в зоне расположения датчика 20. При этом в
. блоке 17 используется релейно-экспоненциальный фильтр:
.,(-.)-ti;M),ecAHlC- Uv, 2) у.еснии-ЦУ,
где(), tCi) - мгновенное и текущее среднее значение температуры для I -го шага дискретизации по времени, Sig« iCi)-t(«)l- знаковая функция,
у ,р - известные коэффициенты, Фильтр включается в работу в момент прохождения головной частью раската зоны визирования датчика и выключается в момент прохождения хвое- товой части. Текущее среднее ЬС)/ соответствующее последнему отсчету, является оценкой средней температуры раската. Оно запоминается блоком 17.
Поправка А Ц к заданной оператором длине L(jя, готового изделия рассчитывается блоком 14, а в сумматоре 9 определяется скорректирован-ное задание L ju в соо тветствии с соотношением (1) . Разрешение на перемещение упора в новое положение, соот5ветствующее l,t, , дает оператор-рез чик с помощью перестановки ключа 10 в положение Автоматический. Предварительно с помощью табло 13 и он может осуществлять визуальный контроль правильности расчета устав ки L „ и отклонения (Lm -1щ ) Блок 8 вместе с пускателями реализует ел дуюпшй алгоритм: (.если ЬфЧJl a О, если lL(p-L fulua ;1,если(1ф-1| -а . Символы 1, О, -1 обозначают состояния пускателей электропривода: Впе ред, Выключено, Назад,-а, а зона изменения разности Lujt 7 торой соответствует состояние Выключено, и - управляющее воздей- , ствие. Такой алгоритм в сочетании с электроприводом постоянной скорости обеспечивает оптимальное по быстродействию управление упором. Блок команд перемещения (фиг. 2) работает следутопщм образом. Он осуществляет поразрядное сравнение двоичных кодов заданного L и фактического Lф положения упора и в зависимости от результата сравнения выдает команду Вперед, Назад или переходит к сравнению следующего разряда. Сравнение начинается со старшего разряда, то есть цифр на выходах регистров 21 и 24. При этом возможны следующие случаи:
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Устройство для раскроя раскатов впАКЕТАХ | 1978 |
|
SU841810A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Система управления электроприводом летучих ножниц | 1986 |
|
SU1433657A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391814A1 |
| Устройство для контроля параметров электронных схем | 1982 |
|
SU1112324A1 |
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ УПОРОМ НОЖНИЦ ПРОКАТНОГО СТАНА, содержащее датчик Вал-цифра, соединенный входом через редуктор с электроприводом упора, а выходом - с вхо дом усилителя и с первьи информационньм входом блока сравнения, подключенного сбросовым входом к шине Сброс устройства, а выходом - к входу коммутатора, соединенного выходом с входом первого цифрового табло, отличающееся тем, что, с целью повыпення точности устройства и расвшрения области применения, 3 него введены блок пускателей, ключ режима, блок команд перемещения, сумматор, ключ дистанционного управления, второе цифровое табло, блок расчета поправок, блок оценки температуры, первый и второй пульты, аналого-цифровой преобразователь, нормирующий блок и датчик тештературы, подключенный выходом к входу нормирующего блока, соединенного выходом с входом аналого-цифрового преобразователя, связанного выходом с информационным входом блока оценки температуры, соединенного сбросовым входом с шиной сброса, а выходом - с первым информационным входом блока расчета поправок, подключенного вторь информационным входом к выходу первого пульта и к первому входу сумматора, третьим ииформационньм входом - к выходу второго пульта, а выходом - к второму входу сумматора, связанного первым выходом с входом Начало отсчета 5 блока сравнения,вторым выходом - с входом второго цифрового табло, а СП третьим выходом - с первьм информационным входом блока команд перемещения, подключенного вторьв4 информаЭд ционным входом к выходу усилителя, (а выходом - к входу ключа режима, соединенного первым выходом с входом ключа дистанционного управления, а вторым выходом - с первым входом блока пускателей, подключенного вторым входом к выходу ключа дистан ционного управления, а выходом - к входу электропривода упора.
о 1
О
1 О
1
в первом случае старшие разряды регистров 21 и 24 содержат цифру 1, При этом элементы ИЛИ - 32 и 25 не срабатывают, а через элементы НЕ 31 , и Big и элемент И 28( открываются элементы И 23, 27, разреЕШя сравнить цифры следующего разряда, и т.д. Во втором случае старшие разряды регистров 21 и 24 содержат нули, что приводит к аналогичной работе элементов 23„, 27 32, 33. 31,, 31 28, 23,, 27,. В третьем случае срабатывает элемент l-UIH 25 и выдается команда Назад, которая выполняется до совпадения цифр старшего разряда чисел 1,Ьф. В четвертом случае вьщается команды Вперед, то есть срабатывает элемент ИЛИ 32, После открытия элементов И 23, 27 вьшолняется сравнение следующих разрядов по описанной схеме. Таким образом реализуется алгоритм (3), обеспечивающий максимальное быстродейст1 о
о 1
1
о 1
0.
вне и заданную точность установки упора .
Устройство управления упором позволяет резчику в случае необходимости осуществлять дистанционное управление упором, для чего ключ 10 устанавливается в положение Дистанционный, а состояния блока пускателей изменяются с помощью ключа 1 2 .
После порезки на мерные длины очередного раската оператор ножниц подает команду на подачу к ножницам следующего раската и обрезает его передний конец. При этом информация в блоке 17, где хранилась информация о средней температуре порезанного раската, стирается сигналом Сброс.
Информация о фактическом расстоя-5 НИИ L ф между плоскостью реза и упором формируется блоками 2 - 6. Редуктор 2 служит для согласования перемещения упора с вращением вала датчика 3. Последний позволяет контролировать положение упора с порогом различимости 1 мм. Угол поворота вала датчика преобразуется в фазу-к считыванием с кодовой маски фотоэлементами. Встроенный в датчик преобразователь формирует на выходе потенциальный, параллельный прямой и обратный двоичные коды. Параллельный двоичный код в блоке сравнения 5 и коммутаторе 6 преобразуется в унитарный последовательный код. Табло 7 отображает отклонение L(V) -Ц«, для чего через вход Установка О блока сравнения 5 от сумматора 9 подается сигнал L щ.
При необходимости вход Начало отсчета можно отключить, тогда |табло 7 отображает L , т.е. фактическое расстояние от плоскости реза до упора. Сигнал Сброс на вход блока 5 подает оператор или наладчик с помощью специальной кнопки при необходимости обнуления табло 7.
л
эффективность устройства управления упором обеспечивается повышением точности порезки металла. Так на листопрокатном стане максимальную ошибку порезки листов можно уменьишть от +115 мм по прототипу (базовый объект) до +15-20 мм. Это дает возможность перевести часть обрези в годный металл. Кроме того, автоматическая установка упора в заданное положение позволяет уменьшить трудозатраты.
Сдрос
| t | |||
| Устройство для управления положениемОб'ЕКТА | 1979 |
|
SU798737A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Хайзенс В.Д | |||
| и др | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ КОПИРОВАНИЯ | 1923 |
|
SU1120A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
