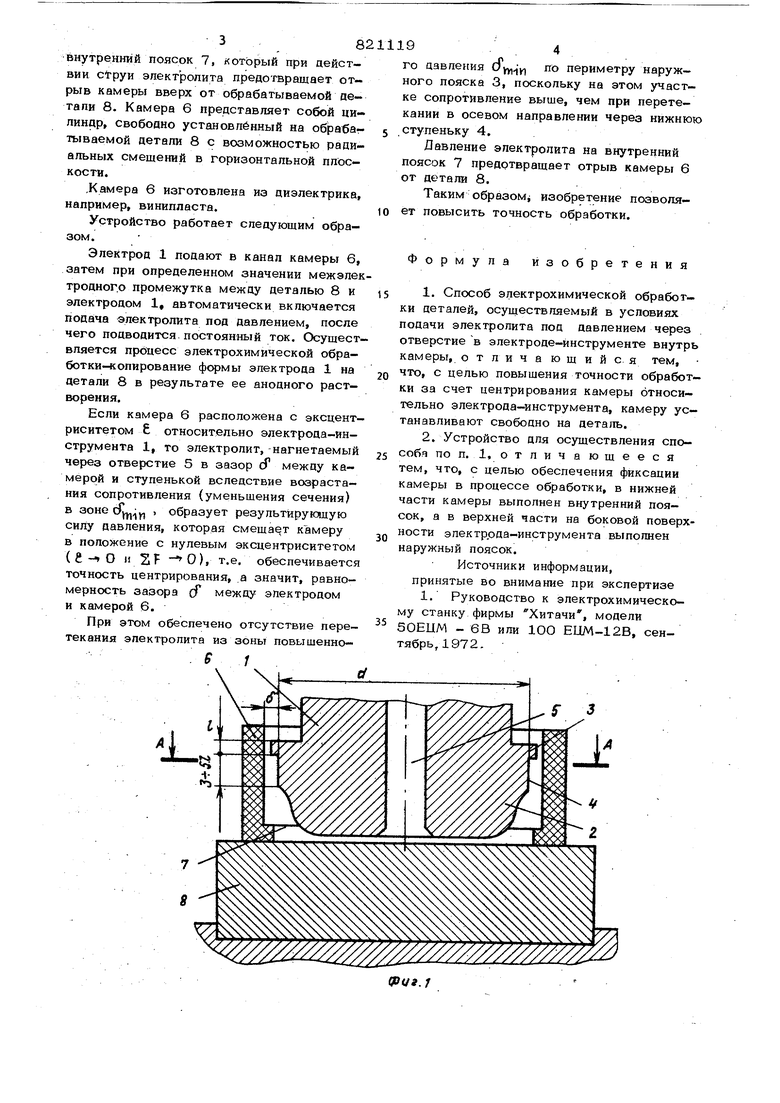
(54) СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ 38 внутренний поясок 7, который при действии с1груи электролита предотвращает отрыв камеры вверх от обрабатываемой детали 8. Камера 6 представляет собой цилиндр, свобоано установленный на обрабатываемой детали 8 с возможностью радиальных смещений в горизонтальной плоскости. .Камера 6 изготовлена из диэлектрика, например, винипласта. Устройство работает следующим образом. Электрод 1 подают в канал камеры 6, затем при определенном значении межэлек тродног.о промежутка между деталью 8 и электродом 1, автоматически включается подача электролита под давлением, после чего подводится постоянный ток. Осущест вляется процесс электрохимической обработки- опирование формы электрода 1 на детали 8 в результате ее анодного растворения. Если камера 6 расположена с эксцентриситетом 6 относительно электрода-инструмента 1, то электролит, -нагнетаемый через отверстие 5 в зазор сГ между камерой и ступенькой вследствие возрастания сопротивления (уменьшения сечения) в зоне , ) образует результирующую силу давления, которая смещает камеру в положение с нулевым эксцентриситетом ( -ч О и SF О), т.е. обеспечивается точность центрирования, .а значит, равномерность зазора с между электродом и камерой 6. При этом обеспечено отсутствие перетекания электролита из зоны повышенно519 го давления Оуу, по периметру наружного пояска 3, поскольку на этом участке сопротивление выше, чем при перетекании в осевом направлении через нижнюю ступеньку 4. Давление электролита на внутренний поясок 7 предотвращает отрыв камеры 6 от детали 8. Таким образом изобретение позволяет повысить точность обработки. Формула изобретения 1.Способ электрохимической обработки деталей, осуществляемый в условиях подачи электролита под давлением через отверстие в электроде-инструменте внутрь камеры, отлича ющийся тем, что, с целью повышения точности обработки за счет центрирования камеры относительно электрода-инструмента, камеру устанавливают свободно на деталь. 2.Устройство дпя осуществления способя по п. 1, отлич а ющееся тем, что, с целью обеспечения фиксации камеры в процессе обработки, в нижней части камеры выполнен внутренний поясок, а в верхней части на боковой поверхности электрода-инструмента выпотшен наружный поясок. Источники информации, принятые во внимание при экспертизе 1. Руководство к электрохимическому станку фирмы Хитачи, модели 50ELIM - 6В или 1ОО EIJM-12B, сентябрь, 1972. ./
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2003 |
|
RU2243069C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |
| Устройство для электрохимической обработки | 1983 |
|
SU1094715A1 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1484505A1 |
| Катодное устройство для электро-ХиМичЕСКОй ОбРАбОТКи | 1978 |
|
SU833415A1 |
| Устройство для электрохимической обработки конусных отверстий | 1984 |
|
SU1715525A1 |
| Способ электрохимической обработки | 1977 |
|
SU655497A1 |
| УСТРОЙСТВО для ЧИСТОВОЙ ЭЛЕКТРОХИМИЧЕСКОЙ | 1972 |
|
SU339380A1 |

