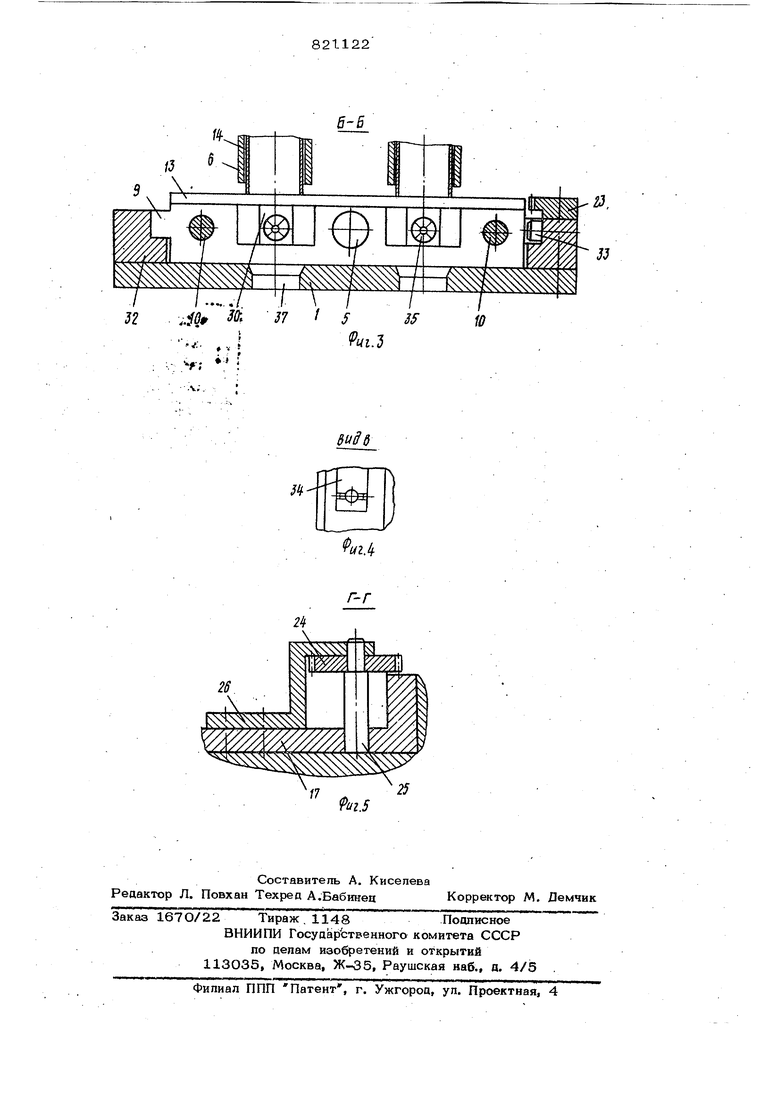
(54) УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ПРИ СБОРКЕ ДЕТАЛИ ТИПА ВТУЛКИ С БОКОВЫМ ОТВЕРСТИЕМ 82 ентируемые втулки, кинематически связанных между собой, при этом направляющие валики -одними концами жестко закреплены в плите, а рейка реечной передачи установлена на основании, кроме того, механизм фиксации выполнен в виде жестко связанной со ступенчатой тягой траверсы, а подпружиненные ловители закреплены на концах траверсы симметрично ее оси и расположены в направляющих отверстиях кондукторной плиты и сообщающихся с гнездами для ориентируемых втулок. Большая ступень отверстия под тягу в кондукторной плите имеет длину большую, чем высота головки тяги, на ве личину свободного хода ловителей механизма фиксации. На фиг. 1 изображено устройство, общий вид (вид сверху); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг на фиг. 5 - разрез F-JT на фиг. 1. Устройство содержит смонтированные на основании 1 пневмоцилинд{з 2, шток 3 которого через скобу 4 жестко связан со ступенчатой тягой 5 механизма перемещения втулки в зону сборки, загрузоч ный механизм 6 и механизм 7 поворота ориентируемой детали. Механизм перемещения втулки в зону сборки выполнен в виде кондукторной плиты 8 с выступами 9 на боковых поверхностях, являющимися одновременно направляклцими и упорами, установленной на направляющих валиках Ю механизма поворота 7 ориентируемой детали с возможностью перемещения вдол них под действием пружин втулок 14, уси лия которых регулируются гайками 12, навернутыми на резьбовые концы направ- лякхцих валиков 1О. На кондукторной пли те 8 закреплена пластина 13 для отсека ния втулок 14, находящихся в загрузоч ном механизме 6. В кондукторной плите 8 и пластине 13 имеются выполненны симметрично относительно тяги 5 гнезда 15 для ориентируемых, втулок 14. Цилин дрическая тяга 5 расположена в ступенчатом отверстии 16, выполненном в кон- ,дукторной плите 8 по оси пневмоцилиндра 2. Механизм поворота 7 втулки 14 выполне ; в виде плиты 17, установленно параллельно кондукторной плите 8 с возможностью, относительного перемещения, и фрикционных роликов 18 для во действия на ориентируемые втулки 14. Фрикционные ролики 18 установлены на одной оси 19 с фрикционными прокладка ми 2О, шестернями 21 и упорными под24шипниками 22, осуществлякяцими кинематическую связь с рейкой 23, закрепленной на основании 1, через сателлитные шестерни 24, установленные на осях 25 и входящие Б зацепление с шестернями 21. Оси 25 имеют дополнительные 26, закрепленные на плите 17. Регулирование прижима шестерни 21 к фрикционным прокладкам 20 и верхним тордам фрикционных роликов 18 осуществляется через упорные подшипники 22 с помощью пружин 27 и гаек 28, навернутых на резьбовые концы осей 19. В кондукторной плите 8 и плите 17 выполнены пазы 29, имеющие выход в гнезда 15 иде прямоугольных окон 30. На плите 17 закреплены планки 31, выполняющие те же функции, что и выступы 9 на кондукторной плите 8. Для ограничения перемещения вдоль направляющих 32 кондукторной плиты 8 и плиты 17, на Которые они опираются выступами 9 и планками 31, служат упоры 33. С тягой 5 жестко связана траверса 34 механизма фиксации, На концах траверсы 34 симметрично ее оси закреплены ловители 35, подпружиненные пружинами 36 и расположенные в направляющих отверстиях кондукторной плиты 8, сообщающихся с гнездами 15 для ориентируемых втулок 14 служит основание 1, в котором имеются отверстия 37 для прохождения втулок на рабочую позицию. Суммарная толщина кондукторной ппиты 8 и основания 1 меньше высоты втулки 14 на 0,5-1 мм. Большая ступень отверстия 16 под тягу 5 в кондукторной плите 8 имеет длину большую, чем высота большей ступени тяги, на величину свободного хода ловителей механизма фиксации. Устройство для ориентирования детали типа втулки с боковым отверстием npij сборке работает следующим образом. Устройство устанавливается в исходное положение, при котором шток 3 пнев- моцилиндра 2 отведен в крайнее правое положение. Планки 31 упираются в упоры 33. Торец большой ступени тяги 5 упирается в дно ступенчатого отверстия 16. Между кондукторной плитой 8 и плитой 17 имеется некоторый зазор, необходимый для выведения фрикционных роликов 18 из гнезд 15. Фрикционные ролики 18 и ловители 35 механизма фиксации выводятся из гнезд 15. При этом гнезда 15 располагаются соосно загрузочным механизмом 6, из которого втулки 14 опускаются в гнезде 15 до упора в основание 1. Шток 3 пневмоцилиндра 2 сообща- 58 ет тяге 5 возвратно-поступательное движение. При движении тяги 5 влево она освобождает кондукторную плиту 8, которая под действием пружин 11 перемещается по направляющим валикам 1О и при жимается к плите 17. При этом фрикционные ролики 18 входят через окна 30 в гнезда 15 и прижимаются к втулкам 14, находящимся в этих гнездах. Затем тяга 5 совершает свободное перемещение до тех пор, пока торец большей ее ступе ни не упрется в плиту 17. Во время этог перемещения освобождаются ловители 35 механизма фиксации и под действием пру жин 36 прижимаются к боковым поверхностям втулок 14, находящихся в гнездах 15. При дальнейшем перемещении тяги 5 она торцом большей ступени толкает впереди себя плиту 17, которая, пере мещаясь по направляющим 32, тянет за собой кондукторную плиту 8, также перемещакдцуюся по направляющим 32. В про цессе движения плиты 17 крайняя шестер ня 24, обкатываясь по рейке 23, приводится во вращательное движение и передает его шестерням 21, а те,в свою очередь, через фрикционную прокладку 2О приводят во вращение фрикционные ролики 18. Эти ролики приводят во вращение втулки 14, находящиеся в гнездах 15. Вращение втулки 14 продолжается до тех пор, пока оси их боковых отверстий не совпадут с осями ловителей 35, которые . под действием пружин 36 входят в боковые отверстия втулок и заклинивают последние в этом положении, фрикционные ролики 18 после этого останавливаются за счетСИЛЫ трения на боковых поверхностях втулок 14 и резиновых оболочек роликов 18, а шестерни 21 продолжают вращаться, проскальзывая своими торцами по фрикционным прокладкам 2О. Кондукторная плита 8 с сориентированными по боковым поверхностям втулками 14 доходит до позиции, ограниченной упорами 33, в которые упираются выступы 9. В этой позиции со втулками могут совершаться различные операции, в частности их запрессовка в другие детали (на чер-теже не показано). После остановки кондукторной плиты 8 плита 17 под действием тяги 5 перемещается еще на некоторое расстояние, преодолевая усилие пружин 11. Между кондукторной плитой 8 и плитой 17 образуется зазор, необходимый для того, чтобы вывести фрикционные ролики 18 из гнезд 15. Втупка 14 удерживается в гнезде только повителями 35 механизма фиксации. Поспе завершения не26обходимых операций, например, запрессовки втулок 14 в другие детали через отверстия 37 в основании 1, тяга 5 начинает перемещаться под действием штока 3 в обратнсяи направлении. В начале движения тяги 5 назад она освобождает плиту 17, которая под действием пружин 11 прижимается к кондукторной плите 8. После этого тяга 5 совершает свободное пе-ремещение до тех пор, пока торец большой ее ступени не упрется в дно отверстия 16.Соверщая это перемещение, тяга 5 траверсы 34 выводит Ловители 35 из гнезд 15, сжимая при этом пружины 36. Перемещаясь дальше тяга 5 тянет за собой кондукторную плиту 8, а та, в свою очередь, через пружины 11 тянет плиту 17.Когда планки 31 доходят до упоров 33, плита 17 останавливается, а кондук- торная плита 8 под действием тяги 5 перемещается еще на некоторое расстояние, преодолевая усилие пружин 11. Между плитой 17 и кондукторной плитой 8 образуется зазор и фрикционные ролики 18 выходят из гнезд 15. Устройство возвращается в исходное положение. Формула -изобретени55 1. Устройство для ориентирования при сборке детали типа втулки с боковым отверстием, содержащее смонтированные на основании и связанные с силовым цилиндром загрузочный механизм, механизм фиксации с подпружиненными ловителями, механизм поворота ориентируемой детали и механизм перемещения ее в зону сбор- ки, отлича ющееся тем, что, с целью обеспечения совмещения переме- щения втулки В зону сборки с ее ориентированием и повышения производительноси, механизм перемещения выполнен в вне подвижно установленной на осн жании о направляющим валикам подпружиненной ондукторной плиты и размешенной в ней о оси силового цилиндра ступенчатой цииндрической тяги, жестко связанной со током этого цилиндра, при этом кондукорная плита имеет симметричные относиельно тяги гнезда для ориентируемых тулок и ступенчатое отверстие под тягу, еханизм поворота выполнен в ви- е плиты, установленной на основании пааллельно кондукторной плите с возмож- остью относительного перемещения, а акже - размещенных на ней реечной переачи и фрикционных роликов для воздействия на ориентируемые втулки кинематически связанных межоу собой, при этом направляющие валики одними концами жестко закреплены в плите, а рейка реечной передачи установлена на основании, кроме того, механизм фиксации выполнен в виде жестко связанной со ступенчатой тягой траверсы, а подпружиненные ловители закреплены на концах траверсы симметрично оси тяги и расположены в направляющих отверстиях, выполненных в кондукторной ппите и сообщающихся с шурами для ориентируемых втулок.
2. Устройство по п. 1, о т л и ч а ю щ е е с я тем, что большая ступень отверстия под тягу в кондукторной плите имеет длину больще высоты большей ступени тяги на величину свободного хода ловителей механизма фиксации.
Источники информации, принятые во внимание при экспертизе 1. Устройство для ориентирования и лодачи втулок в пресс для запрессовки, завод КАМАЗ, чертеж № 44ОО88, 90.0ОО СБ, январь, 1979.



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентирования при сборке детали типа втулки с боковым отверстием | 1980 |
|
SU946879A2 |
| Устройство для запрессовки втулок | 1984 |
|
SU1183344A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ОСАДКОЙ | 1992 |
|
RU2006329C1 |
| Устройство для ориентации деталей | 1990 |
|
SU1706835A2 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Устройство для ориентации и запрессовки втулок с полостями на внутренней поверхности | 1987 |
|
SU1511043A1 |
| Устройство для сборки прессовых соединений деталей типа "вал-втулка | 1976 |
|
SU733952A1 |
| ОРИЕНТИРУЮЩЕЕ УСТРОЙСТВО | 1973 |
|
SU368982A1 |
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |

. . Т Г V я П 17 2f У Ш iS / « J / ч.,, is
