(54) АВТОМАТ ДЛЯ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей типа вал-втулка | 1985 |
|
SU1263489A1 |
| Агрегатный станок для обработки деревянных брусковых заготовок | 1985 |
|
SU1303409A1 |
| Устройство для ориентирования приСбОРКЕ дЕТАли ТипА ВТулКи C бОКОВыМОТВЕРСТиЕМ | 1979 |
|
SU821122A1 |
| Агрегатный станок | 1980 |
|
SU887131A1 |
| Автомат сборки внутренних звеньев втулочнороликовых цепей | 1981 |
|
SU958034A1 |
| Устройство для ориентирования при сборке детали типа втулки с боковым отверстием | 1980 |
|
SU946879A2 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Станок для сборки втулки с корпусом | 1982 |
|
SU1049166A1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
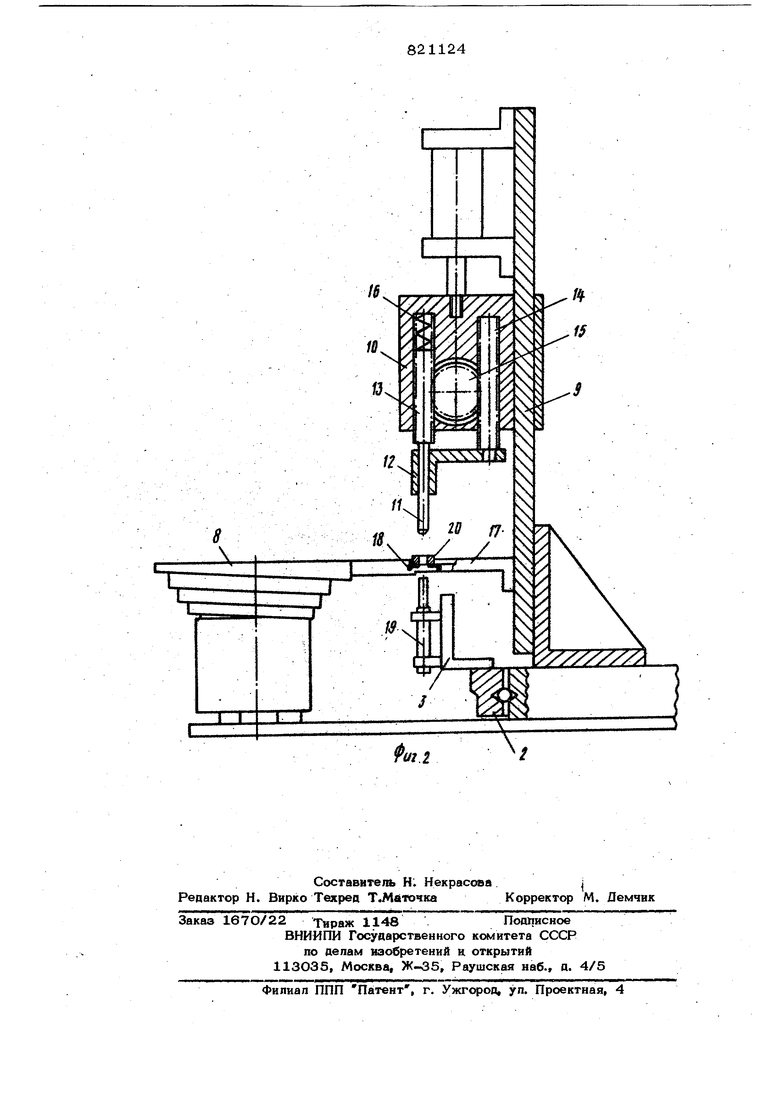
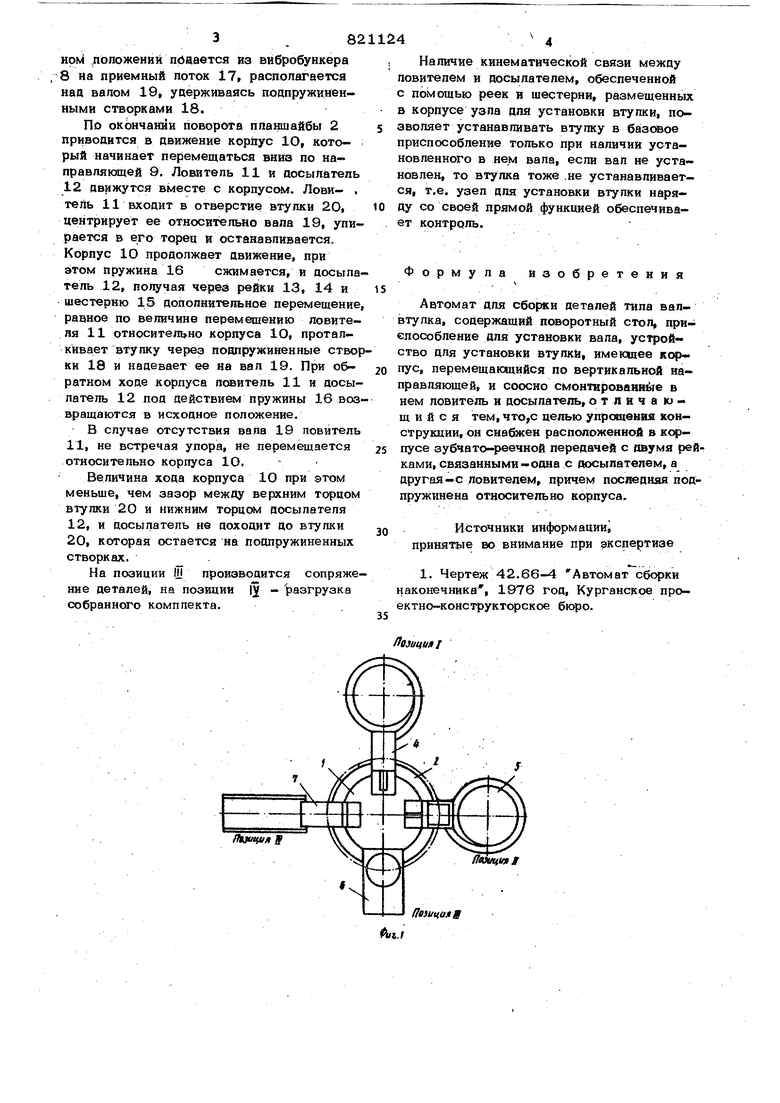
Автомат дпя сборки деталей типа вапвтупка относится к средствам автоматиза ции произродственных процессов и может быть использован в машиностроении и дру гих отраслях народного хозяйства. Известен автомат дпя сборки.деталей типа вал-втулка, содержащий поворотный стол, базовое приспособление для установ ки вала, устройство для установки втулки, имеющее корпус, перемещающийся по вертикальной направляющей, и соосно смо тированяые в нем повитель и досыпа- тель l. Недостатком известного автомата явля ется сложность системы контроля. Целью изобретения является упрощение конструкции автомата. Цель достигается тем, что автомат снабжен расположенной в корпусе зубчато-реечной передачей с двумя рейками, связанными - одна с досыпателем, а другая - с ловителем, причем последняя подпружинена относительно корпуса. На фиг;. 1 показан схематически автоM Tj на фиг. 2 - устройство для установки втулки. Автомат включает в себя поворотныйстоп 1, на планшайбе 2 которого закреплены приспособления 3 и размещенные во-, круг стола по ходу технологического процесса узлы 4-7 дли установки соответственно валов и втулок, для сопряжения деталей и для. разгрузки собранных комплек-, тов. Узел 5 для установки втулок состоит из вибробункера 8, налравлякяцей 9, закрепленной на корпусе стола 1, подвижного корпуса 1О, сГтержневого ловителя 11, досылателя 12, реек 13 и 14, шестерни 15, пружяны 16, приемнся о лотка 17 с под1фужиненнь1ми створками 18. Работает автомат следующим образом. На позиции X собираемый вал 19 устанавливается в приспособление 3, за-тем ланшайба 2 поворачивается, перемешая азовое приспособление с валом 19 на слеующую позицию. За время поворота планшайы собираемая втулка 2О в ориентирован382нЫ доложени и пбдается из вибробункера 8 на приемный поток 17, распопагается наа валом 19, удерживаясь поцпружиненными створками 18. По окончании поворота ппаншайбы 2 приводится в движение корпус Ю, кото- рый начинает перемещаться вниз по на правпякшей 9, Ловитепь 11 и аосыпатепь 12 движутся вместе с корпусом. Лови- . тель 11 входит в отверстие втулки 2О, центрирует ее относительно вала 19, упирается в его торец и останавливается. Корпус 10 продолжает движение, при этом пружина 16 сжимается, и досыла тель 12, получая через рейки 13, 14 и шестерню 15 дополнительное перемещение равное по величине перемещению ловителя 11 относительно корпуса 10, проталкивает втулку через поапружиненные створ ки 18 и надевает ее на вал 19. При обратном ходе корпуса повитель 11 и досылатель 12 под действием пружины 16 воз вращаются в исходное положение. В случае отсутствия вала 19 повитель 11,не встречая упора, не перемещается относительно корпуса 10. Величина хода корпуса 1О при этом меньше, чем зазор между верхним торцом втулки 20 и нижним торцсяи досылателя 12,и досылатепь не доходит до втулки 20, которая остается на подпружиненных створках. На позиции Ж производится сопряже ние деталей, на позиции IJ - разгрузка собранного комплекта.
Позица
Позициям 4 Наличие кинематической связи между ловителем и досылателем, обеспеченной с помощью реек и шестерни, размещенных в корпусе узла для установки втулки, позволяет устанавливать втулку в базсжое приспособление только при наличии установленного в нем вала, если вал не установлен, то втулка тоже .не устанавливается, т.е. узел для установки втулки наряду со своей прямой функцией обеспечивает контроль. Формула изобретения Автомат для сборки деталей типа валвтупка, содержащий поворотный сто; приспособление для установки вала, устройство для установки втулки, имеющее корпус, перемещагацийся по вертикальной направляющей, и соосно смонтироваинбге в нем ловитель и досылатепь, отличающийся тем, что,с целью упрощения конструкции, он снабжен расположенной в корпусе зубчато-реечной передачей с двумя рейками, связанными-одна с йосыиатепем, а другая-с ловителем, причем посяедняя подпружинена относительно корпуса. Источники информации, принять1е во внимание при экспертизе 1. Чертеж 42.66-4 Автомат сборки наконечника, 1976 год. Курганское проектно-конструкторское бюро.
.2
