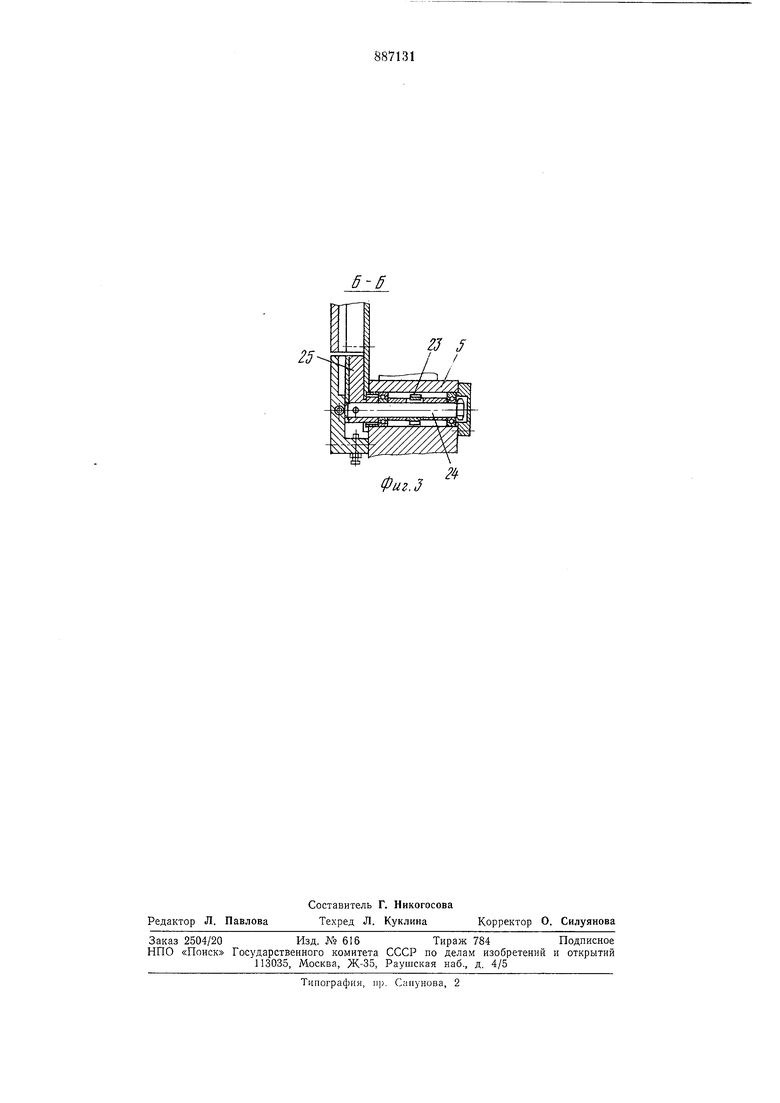
посредством шестерни 23 кинематически связана с осью 24 кантователя 25 загрузочного устройства 5.
Двуплечнй рычаг 26 загрузочного устройства 5 шарнирно закреплен на Г-образном кронштейне 27, в котором выполнено отверстие 28 под шток 8 привода 7.
Одно из плеч рычага 26 взаимодействует со сферическим торцом штока 8, другое - с рейкой 29 зажимного приспособления 4.
На лотке, кантователе и приспособлении 4 могут быть выполнены идентичные выступы, посредством которых деталь взаимодействует выполненной на ней лыской (пазом) с указанными элементами.
Агрегатный станок работает следующим образом.
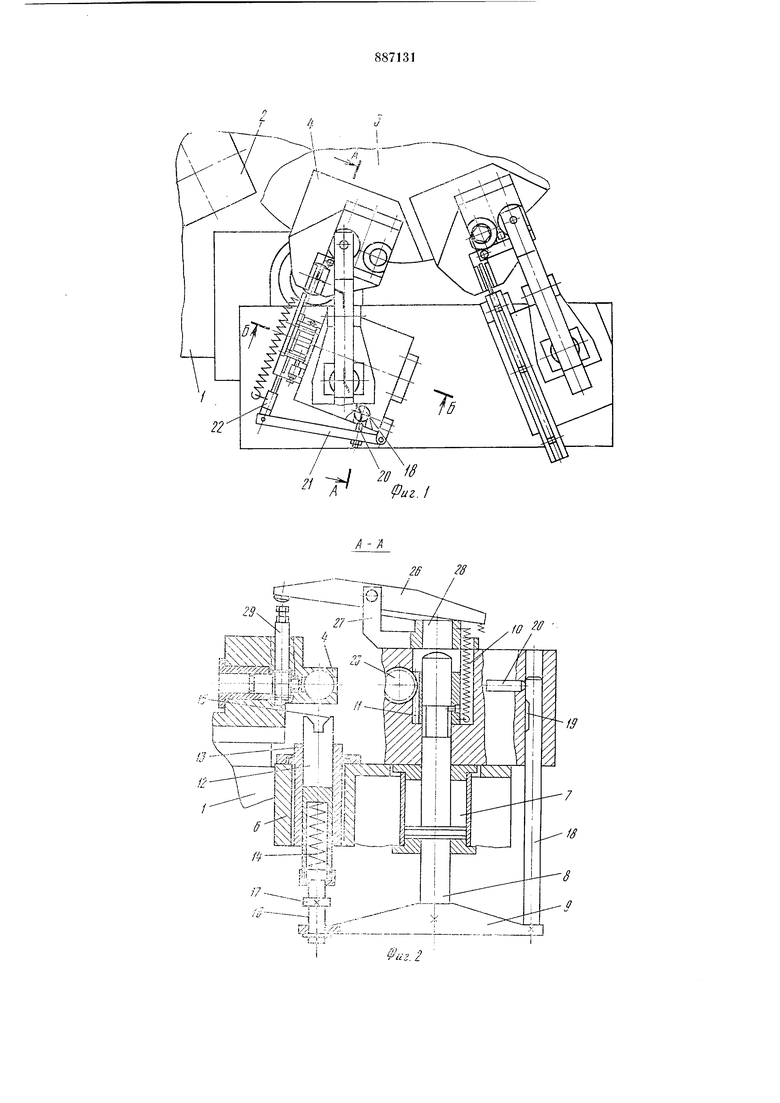
При повороте стола зажимное приспособление 4 поступает на загрузочную позицию. В этот момент прихват приспособления 4 находится в открытом положении. Из вибробункера (не показан) деталь поступает через загрузочный лоток в кантователь 25. При ходе штока 8 привода 7 вверх кантователь 25 с деталью перемешается (разворачивается на 90°) посредством подпружиненной втулки-рейки 11 и шестерни 23, отсекая остальные детали. При этом он устанавливается на жесткий
упор.
Происходит предварительная ориентация детали в кантователе относительно приспособления.
При дальнейшем ходе штока 8 привода 7 вверх досылатель 22 посредством рычага 9, тяги 18, толкателя 20 и рычага 21 заталкивает деталь из кантователя 25 на базовую планку приспособления 4. Одновременно толкатель 12 с призмой 15 при помоши рычага 9 и пружины 14 строго ориентирует деталь в радиальном положении.
В конце хода штока 8 привода 7 верхний конец штока 8, воздействуя на двуплечий рычаг 26 загрузочного устройства, зажимает деталь, контактируя с рейкой 29 зажимного приспособления 4.
При обратном ходе штока привода Kaiiтователь 25, рычаг 26, досылатель 22 и толкатель 12 с призмой 15 возвращаются в исходное положение. Пикл повторяется.
Загрузка и разгрузка деталей осуществляется параллельно с работой силовых головок станка.
Использование предлагаемого изобрете10 ния обеспечивает высокую точность обработки деталей (на 1-2 класса выше по сравнению с прототипом), снижает брак на 15-25%, что дает экономический эффект в народном хозяйстве. 5
Формула изобретения
Агрегатный станок, содержащий станину,
0 несущую силовые головки, новоротно-делительный стол с зажимными приспособлениями, загрузочное устройство с толкателем и привод с гидроцилиндром, отличающийся тем, что, с целью повышения
5 надежности работы, загрузочное устройство снабжено кантователем, досылателем деталей в зажимное приспособление, двуплечим рычагом, жестко закрепленным на одном конце штока гидроцилиндра, одно
0 плечо которого л естко связано с толкателем, а другое - с досылателем деталей в зажимное приспособление, зубчато-реечным механизмом, рейка которого закреплена на другом конце штока гидроцилинд5 ра, а зубчатое колесо установлено на кантователе, и вторым двуплечим рычагом, шарнирно установленным на загрузочном устройстве с возмож1юстью взаимодействия одним плечом с торцом штока гидроцилиндра, а другим - с зажимным приспособлением.
Источники информации, принятые во внимание при экспертизе
45 1. Авторское свидетельство
СССР № 686848, кл. В 23Q 39/02, 1977.
./Ч/
А
ipuz.l
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1980 |
|
SU963813A2 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Бесцентровошлифовальный станок | 1983 |
|
SU1155424A1 |
| Агрегатный станок | 1977 |
|
SU686848A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Устройство для закрепления деталей | 1989 |
|
SU1646773A1 |
| Автомат для завинчивания шпилек | 1985 |
|
SU1355438A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ШЛАНГОВ ИЛИ ТРУБОК С ИХ КОНЦЕВОЙ АРМАТУРОЙ | 1991 |
|
RU2022755C1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |