(54) УСТЮЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатки зубьев на кольцевых заготовках | 1979 |
|
SU780940A1 |
| Делительное устройство | 1983 |
|
SU1071398A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Револьверная головка | 1988 |
|
SU1593785A1 |
| Загрузочное устройство | 1984 |
|
SU1220722A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Устройство для торцового шлифования | 1985 |
|
SU1291381A1 |
| ПОВОРОТНЫЙ стол | 1973 |
|
SU400434A1 |
| Приводное устройство план-шайбы поворотно-делительного стола | 1976 |
|
SU663544A1 |

1
Изобретение относится к механической обработке полимерных материалов и может быть использовано для механизированного снятия литниковых остатков с венцов червячных колес из термопластичного материала переменных проволочных резисторов.
Известно устройство для механической обработки деталей из термопластичного материала, содержащее поворотную от привода планшайбу с расположенными в ней узлами зажима, соединенными с механизмом их перемещения, механизм загрузки деталей и радиально установленный относительно планшайбы обрабатывающий инструмент (1 .
Недостатком известного устройства является его низкая производительность (за од1|н оборот плашиайбы обрабатывается одна деталь) и невозможность снятия литникового остатка с венца зубчатого колеса из-за возможной деформации нежестких зубьев колеса в процессе фиксации, зажима и обработки рабочим инструментом.;
Цель изобретения - повыщение производительности устройства и обеспечение возможноети снятия Литникового остатка с венца зубчатого колеса.
Это достигается тем, что устройство для механической обработки деталей из термоплас- . тичного материала, содержащее поворотную от привода планшайбу с расположенными в ней узлами зажима- соединенными с механизмом их перемещения, механизм загрузки деталей . и радиально установленный относительно планшайбы обрабатывающий инструмент,снабжено жестко закрепленным на торце планшайбы ступенчатым фланцем, обращенным меньшей ступенью к торцу планшайбы, а последняя выполнена с кольцевым торцовым пазом и выходящими на его поверхность отверс1иями, параллельными оси планшайбы, причем узлы зажима расположены в отверстиях и каждый из них выполнен в виде подпружиненного полого толкателя и размещенного в нем подпружиненного приемнозажимного Штока, свободный конец которого выполнен в виде площадки, имеющей форму кольцевого сектора.
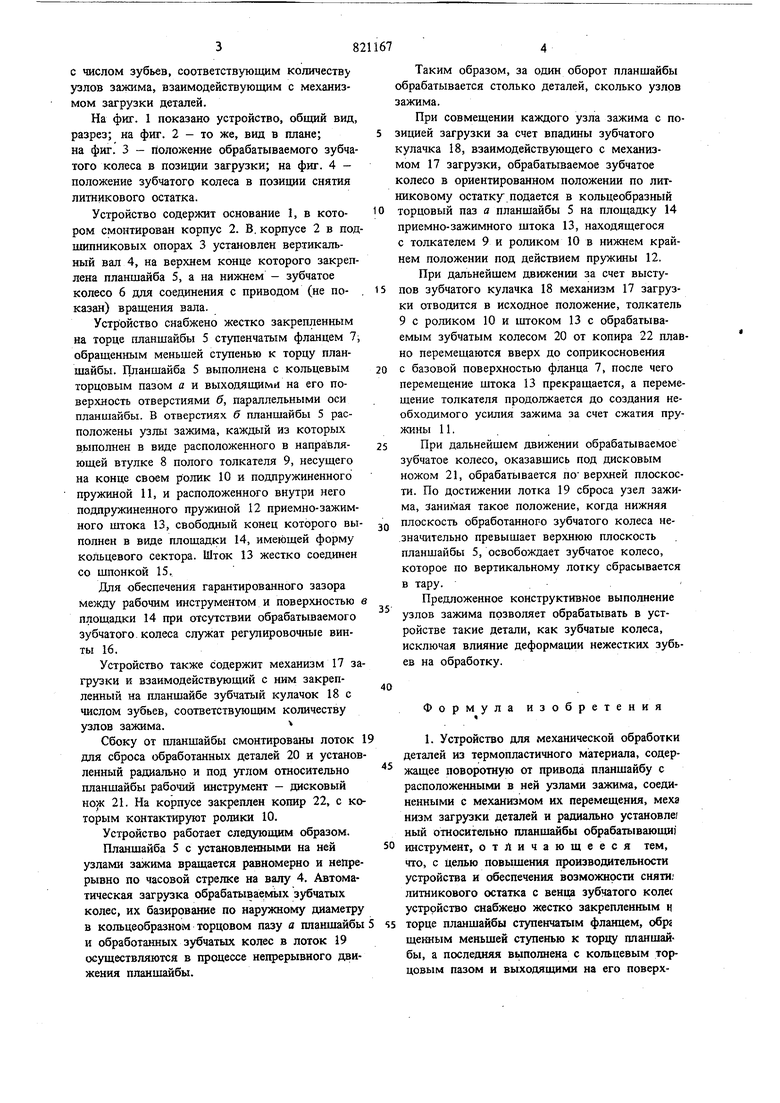
При зтом устройство также снабжено закрепленным на планшайбе зубчатым кулачком с числом зубьев, соответствующим количеству узлов зажима, взаимодействующим с механизмом загрузки деталей. На фиг. 1 показано устройство, общий вид, разрез; на фиг. 2 - то же, вид в плане; на фиг. 3 - положение обрабатываемого зубчатого колеса в позидии загрузки; на фиг. 4 положение зубчатого колеса в позиции снятия литникового остатка. Устройство содержит основание 1, в котором смонтирован корпус 2. В. корпусе 2 в под шипниковых опорах 3 установлен вертикальный вал 4, на верхнем конце которого закреплена планшайба 5, а на нижнем - зубчатое колесо 6 для соединения с приводом (не показан) вращения вала. Устройство снабжено жестко закрепленным на торце планшайбы 5 ступенчатым фланцем 7 обращенным меньшей ступенью к торцу планщайбы. Планщайба 5 выполнена с кольцевым торцовым пазом а и выходящими на его поверхность отверстиями б, параллельными оси планшайбы. В отверстиях б планшайбы 5 расположены узлы зажима, каждый из которых выполнен в виде расположенного в направляющей втулке 8 полого толкателя 9, несущего на конце своем ролик 10 и подпружиненного пружиной 11, и расположенного внутри него подпружиненного пружиной 12 приемно-зажимного штока 13, свободный конец которого вы полнен в виде площадки 14, имеющей форму кольцевого сектора. Шток 13 жестко соединен со шпонкой 15. Для обеспечения гарантированного зазора Между рабочим инструментом и поверхностью площадки 14 при отсутствии обрабатываемого зубчатого колеса служат регулировочные винты 16. Устройство также содержит механизм 17 за грузки и взаимодействующий с ним закрепленный на планшайбе зубчатый кулачок 18 с числом зубьев, соответствующим количеству узлов зажима. Сбоку от планшайбы смонтированы лоток для сброса обработанных деталей 20 и установ ленный радиально и под углом относительно планщайбы рабочий инструмент - дисковый нож 21. На корпусе закреплен копир 22, с ко торым контактируют ролики 10. Устройство работает следующим образом. Планщайба 5 с установленными на ней узлами зажима вращается равномерно и непрерывно по часовой стрелке на валу 4. Автоматическая загрузка обрабатываемых зубчатых колес, их базирование по наружному диаметру в кольцеобразном торцовом пазу а плашдайбы и обработанных зубчатых колес в лоток 19 осуществляются в процессе непрерывного движения планшайбы. Таким образом, за один оборот планшайбы обрабатывается столько деталей, сколько узлов зажима. При совмещении каждого узла зажима с поицией загрузки за счет впадины зубчатого улачка 18, взаимодействующего с механизом 17 загрузки, обрабатываемое зубчатое олесо в ориентированном положении по литиковому остатку подается в кольцеобразный торцовый паз а планшайбы 5 на площадку 14 приемно-зажимного штока 13, находящегося с толкателем 9 и роликом 10 в нижнем крайнем положении под действием пружины 12. При дальнейщем движении за счет выступов зубчатого кулачка 18 механизм 17 загрузки отводится в исходное положение, толкатель 9 с роликом 10 и щтоком 13 с обрабатываемым зубчатым колесом 20 от копира 22 плавно перемещаются вверх до соприкосновения с базовой поверхностью фланца 7, после чего перемещение штока 13 прекращается, а перемещение толкателя продолжается до создания необходимого усилия зажима за счет сжатия пружины 11. При дальнейшем движении обрабатываемое зубчатое колесо, оказавшись под дисковым ножом 21, обрабатывается по верхней плоскости. По достижении лотка 19 сброса узел зажима, занимая такое положение, когда нижняя плоскость обработанного зубчатого колеса незначительно превышает верхнюю плоскость планшайбы 5, освобождает зубчатое колесо, которое по вертикальному лотку сбрасывается в тару. Предложенное конструктивное выполнение узлов зажима позволяет обрабатывать в устройстве такие детали, как зубчатые колеса, исключая влияние деформации нежестких зубьев на обработку. Формула изобретения 1. Устройство для механической обработки деталей из термопластичного материала, содержащее поворотную от привода планшайбу с расположенными в ней узлами зажима, соединенными с механизмом их перемещения, меха низм загрузки деталей и радиально установле) ный относительно планшайбы обрабатывающи инструмент, отличающееся тем, что, с Целью повыщения производательности устройства и обеспечения возможности сняти; литникового остатка с венца зубчатого колес устройство снабжено жестко закрепленным и торце планшайбы ступенчатым фланцем, обрг ще(шым меньшей ступенью к торцу планшайбы, а последняя выполнена с кольцевым торцовым пазом и выходящими на его поверхность отверстиями, параллельными оси планшайбы, причем узлы зажима расположены в отверстиях и каждый из них выполнен в виде подпружиненного полого толкателя и разме щенного в нем подпружиненного приемноэажимного штока, свободный конец которого выполнен в виде плЬщадки, имеющей форму кольцевого сектора. 2. Устройство по п. 1, о т л и ч а ю щ е6е с я тем, что оно снабжено закрепленным на планшайбе зубчатым кулачком с числом зубьев, соответствуюшим количеству узлов зажима, взаимодействующим с механизмом загрузки деталей. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 341669, кл. В 29 С 17/12, 1966 (прототип).
