(54) СПОСОБ ПРОКАТКИ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства сортовых заготовок | 1982 |
|
SU1057130A1 |
| Способ прокатки заготовок | 1977 |
|
SU778827A1 |
| Способ прокатки заготовок | 1978 |
|
SU699716A1 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Способ производства заготовок | 1979 |
|
SU820929A1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ прокатки заготовок | 1976 |
|
SU740312A1 |
| Способ прокатки заготовок | 1976 |
|
SU738696A1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК | 1999 |
|
RU2171724C2 |
| Способ прокатки заготовок | 1976 |
|
SU749460A1 |
I
Изобретение относится к области прокат ного производства.
Известен способ прокатки заготовок, включающий последовательное формирование заготовок из сляба в ряде калибров, сос-трящих 5 из нескольких совмещенных по ширине ручьев, одновременно в несколько связанных между собой перемычками по щярине ниток с посл-Дующим их разделением.
Недостатком известного способа являет Ю ся неудовлетворительное качество боковых граней поело реза.
С целью повыщения выхода годного и улучшения качества реза предлагается ci.o. и соб, по которому образование и разделение перемычек совмещают со взаимным поворотом формируемых заготовок вокруг их продольных осей.
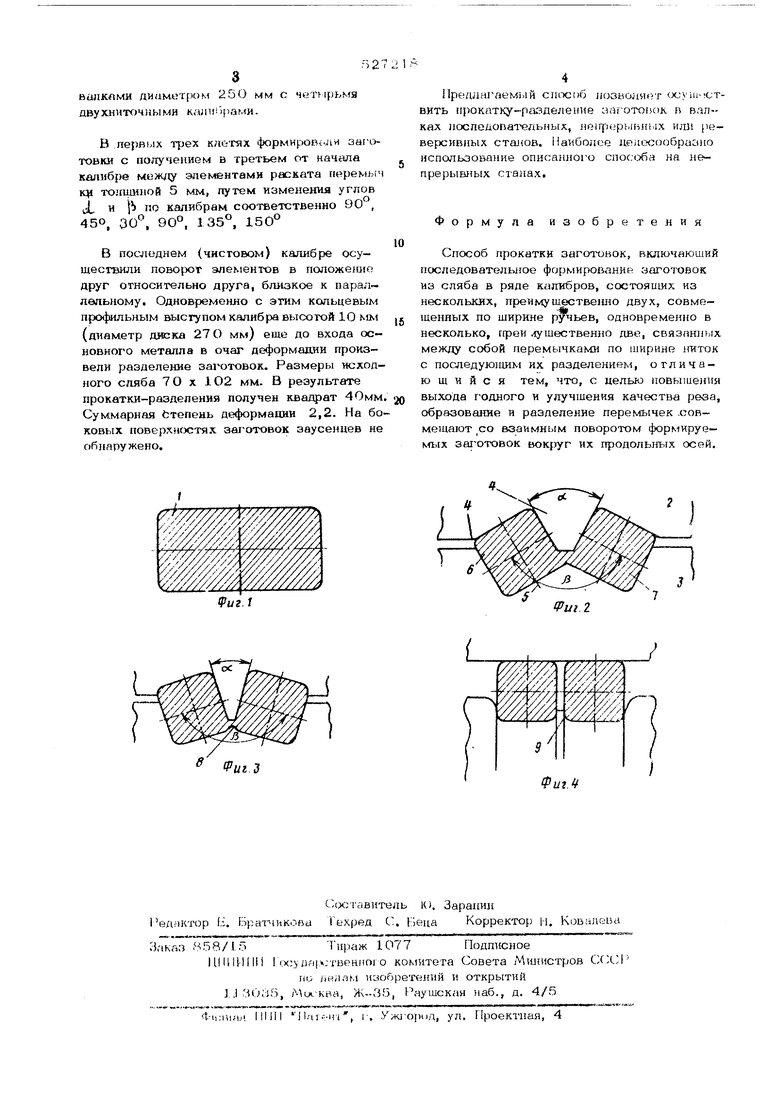
На фиг. 1-4 показано последовательное 20 образование перемычки и разделение плоской щирокой заготовки на отделышш элементы.
На фш. 1 представлена широкая заготовка 1 (например, непр( сляб), которую прокатывают в валках 2 и 3 (фиг, 2), 25
При этом взаимно противоположными калибрующими выступами 4 и 5 последовательно расчленяют заготовку на отдельные ннт кн 6 и 7 раската, разворачивая их друг от носительно . Уг-лы разворота граней высгупов изменяют в каждом последующем калибре ( фиг. З), уменыиая угол с от 90° до 1 (предпочтительно от 90° до 30 а угол i увеличивают от 90° до 179° (предпочтительно от 9О° до 150°). Прокатку ведут до образования необходимой толщины перемычки 8 между нитками, после чего раскат передают в калибр (фиг. 4), обеспечивающий поворот элементов раската во взаимное положение, близкое к параллельному. Одновременно с этим ; кольцевым профильным вьютупом калибра 9, превышающим толщину перемычки, еще до входа основного металла в очаг деформации осуществляют сдвиг металла перемычки вдоль боковых граней BbicTvnoB на величину, обеспечиваюиц ю их взаимное разделение на отдельные заготовки.
П р и NJ е р . Отытную прокатку-разделение проводили на лабораторном стало 280
валками диаметром 25О мм с четирьмя двухнитс)чиымн KajniiifiaMM.
В первых трех кдетях форми|:юв4.лу| за1ч тонки с получением в третьем от начала калибре между элементами раската перемыч кц толщиной 5 мм, путем изменения углов J, и Jb по калибрам соответственно 90 , 45°, 30 9О°, 135°, 150°
В последнем (чистовом) калибре осуществили поворот элементов в положе шо друг относигельно друга, близкое к параллельному. Одновременно с этим кольцевым профильным высгупом калибра высотой 10 мм (диаметр диска 27 О мм) еще до входа основного металла в очаг деформации произвели разделение заготовок. Размеры исходного сляба 7О X 1О2 мм. В результате прокатки-разделения получен 40мм Суммарная fcTeneab деформации 2,2. На боковых поверхнсзстях зшотовок заусенцев не обнаружено.
Предлагаем).и ciux;t 6 поовоажуг x;.yui cTвить прокатку-разделение aaroTotiOK п валках последоват«льнь х, «е1ф«- рыв {ых или leверсивных CTajiOB. Наиболее не;1о :;ообразно использование описа}и1ого спос(.тба на иепрерывных сгалах.
Формула изобретения
Способ прокатки заготовок, включающий последовательное формирование заготовок из сляба в ряде калибров, состояишх из нескольких, преимуществеш1О двух, совмещенных по ширине ручьев, одновременно в несколько, ггреи щественно две, связанных между собой перемычками по ширине imroK с последующим их разделением, огличаю щ и и с я тем, что, с целью повышения выхода годного и улучщения качества рева, образование и разделение перемычек .совмещают ,со взаимным поворотом формируе- S4b(x заготовок вок{1уг их продольных осей.
Риг.1
iPui 2
иг 3
Фиг.
