1
Изобретение относится к области обработки металлов давлением, в частности к получению заготовок для сортовых и проволочных станов на обжимно-заготовочных агрегатах.
Известен способ прокатки сортовых заготовок, включающий последовательное формирование из сляба в ряде калибров, образованных несколькими совмещенными по ширине ручьями, одновременно нескольких, связанных между собой перемычками по ширине ниток 1.
Недостатками известного способа являются повышенный расход металла вследствие потерь металла, идущего в перемычку, а также пониженное качество заготовок в местах сочленения.
По предлагаемому способу прокатки сортовых заготовок для снижения расхода металла и улучшения качества поверхности заготовок в местах их сочленения прокатку ведут в валках, смеш,енных относительно друг друга на величину Д „5{п-|-, гдеЬя- толщина перемычки в предчистовом пропуске; Ч - угол при вершине калибра в предчистовом пропуске, и после достижения толщины перемычки, равной 0,02-0,25 высоты
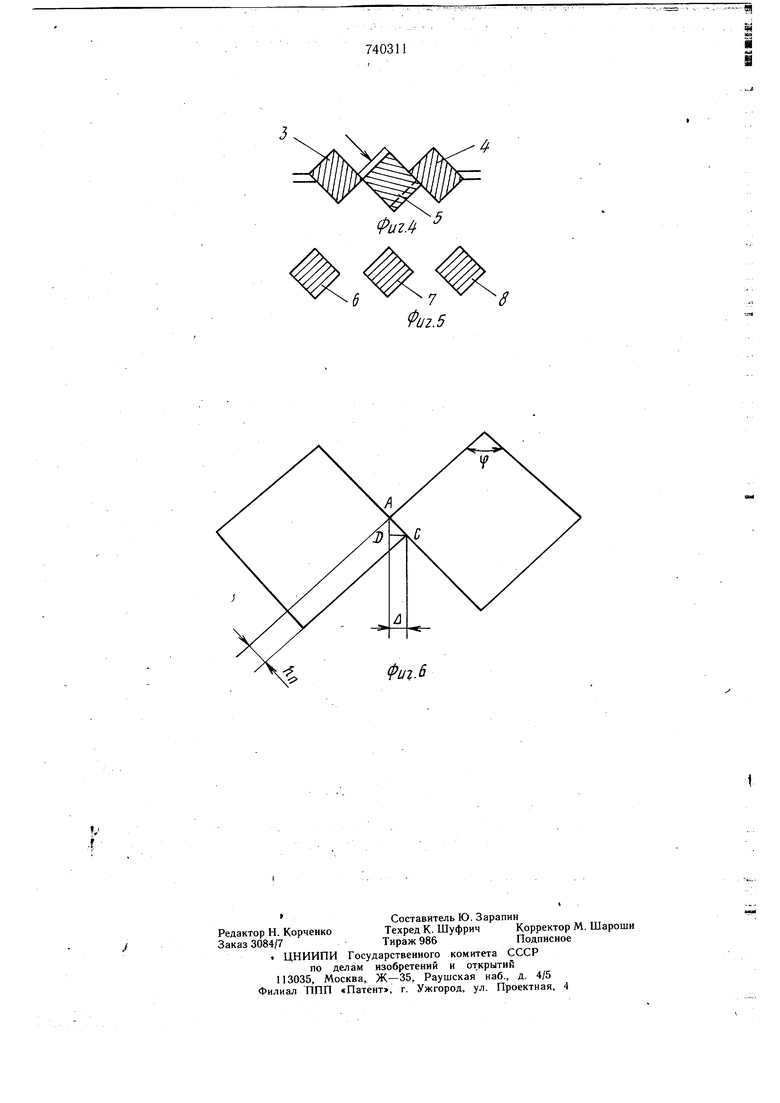
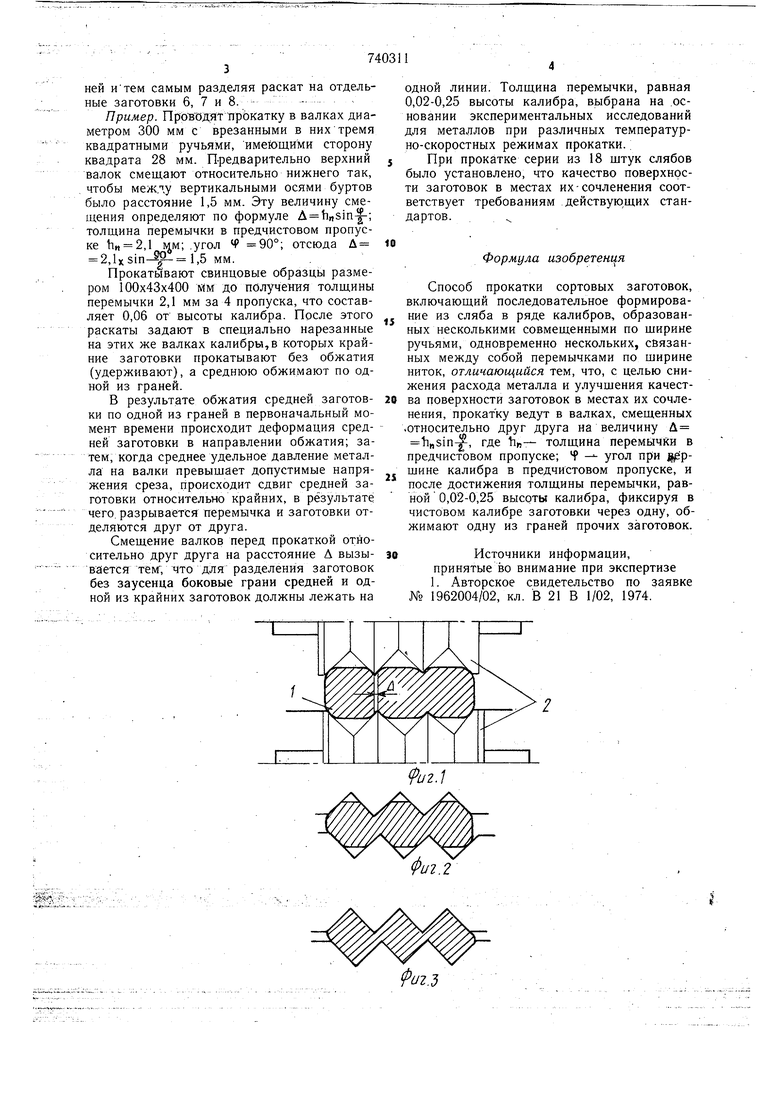
калибра, фиксируя в чистовом калибре заготовки через одну, обжимают одну из граней прочих заготовокНа фиг. 1 - 5 показаны этапы получения одновременно трех сортовых заготовок , за 4 пропуска; на фиг. 6 - схема определения величины смещения валка.
Сляб 1 задают в валки 2, предварительно смещенные относительно друг друга на величину A hnSin-|-, т.е. вертикальные оси буртов верхнего и нижнего валков смещены 10 и расстояние между ними равно Д.
Расстояние между вертикальными осями буртов верхнего и нижнего валков определяют по следующей схеме (см. фиг. 6). Из треугольника ACD определяют величину Д , причем точки А и С, принадлежащие боковым сторонам смежных заготовок, лежат на одной прямой:
DAC - (заготовки прямоугольного сечения); 20DC A hnSin-|-.
После достижения толщины перемычки, равной 0,02-0,25 высоты калибра, удерживая крайние заготовки 3 и 4, смещают среднюю заготовку 5, обжимая одну из ее граней итем самым разделяя раскат на отдельные заготовки 6, 7 и 8. Пример. Проводят прокатку в валках диаметром 300 мм с врезанными в них тремя квадратными ручьями, имеющими сторону квадрата 28 мм. П-редварительно верхний валок смещают относительно нижнего так, чтобы между вертикальными осями буртов было расстояние 1,5 мм. Эту величину смещения определяют по формуле A hnSin-|-; толщина перемычки в предчистовом пропуске hn 2,l HJM; ,угол Ч 90°; отсюда Д 2,1х 1,5 мм. Прокатывают свинцовые образцы размером 100x43x400 им до получения толщины перемычки 2,1 мм за 4 пропуска, что составляет 0,06 от высоты калибра. После этого раскаты задают в специально нарезанные на этих же валках калибры, в которых крайние заготовки прокатывают без обжатия (удерживают), а среднюю обжимают по одной из граней. В результате обжатия средней заготовки по одной из граней в первоначальный момент времени происходит деформация средней заготовки в направлении обжатия; затем, когда среднее удельное давление металла на валки превыщает допустимые напряжения среза, происходит сдвиг средней заготовки относительно крайних, в результате чего, разрывается перемычка и заготовки отделяются друг от друга. Смещение валков перед прокаткой относительно друг друга на расстояние А вызывается тем , что для разделения заготовок без заусенца боковые грани средней и одной из крайних заготовок должны лежать на одной линии. Толщина перемычки, равная 0,02-0,25 высоты калибра, выбрана на .основании экспериментальных исследований для металлов при различных температурно-скоростных режимах прокатки.; При прокатке серии из 18 щтук слябов было установлено, что качество поверхности заготовок в местах их-сочленения соответствует требованиям действую,щих стандартов. Формула изобретения Способ прокатки сортовых заготовок, включающий последовательное формирование из сляба в ряде калибров, образованных несколькими совмещенными по щирине ручьями, одновременно нескольких, связанных между собой перемычками по ширине ниток, отличающийся тем, что, с целью снижения расхода металла и улучшения качества поверхности заготовок в местах их сочленения, прокатку ведут в валках, смещенных .относительно друг друга на величину Д hnSin-, где tin- толщина перемычки в предчистовом пропуске; М - угол при лёрщине калибра в предчистовом пропуске, и после достижения толщины перемычки, равной 0,02-0,25 высоты калибра, фиксируя в чистовом калибре заготовки через одну, обжимают одну из граней прочих заготовок. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство по заявке № 1962004/02, кл. В 21 В 1/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1976 |
|
SU740312A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ прокатки заготовок | 1976 |
|
SU738696A1 |
| Способ прокатки заготовок | 1979 |
|
SU882067A2 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Способ прокатки заготовок | 1978 |
|
SU699716A1 |
| Способ производства сортовых заготовоки КАлибР для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU822932A2 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ прокатки заготовок | 1976 |
|
SU749460A1 |
| Способ прокатки заготовок | 1976 |
|
SU622514A1 |