(5) УСТРОЙСТВО ДЛЯ ТАНГЕНЦИАЛЬНОЙ ОБРАБОТКИ
в контакт с заготовкой 9. Начинается процесс обработки, при котором составляющая усилия резания, совпадаквдая по направлению с подачей, воспринимается опорньам роликом 6, так как он находится за вертикальной, (перпендикулярной;направлению подачи J осевой плоскостью заготовки. Обработка заканчивается по достижении рабочей КРОМКОЙ обрабатывающего инструмента и упомянутой выше вертикальной осевой плоскости фиг. ), после чего устройство отводится в мг-хопное положение.
В качестве обрабатывающего инструмента применяется резец или накатtSS ролХк при Обработке пластическим
S JvKTH H e параметры устройства связаны с диаметром детали зависимостью;
го,с.
D-a
MVo.d)
2
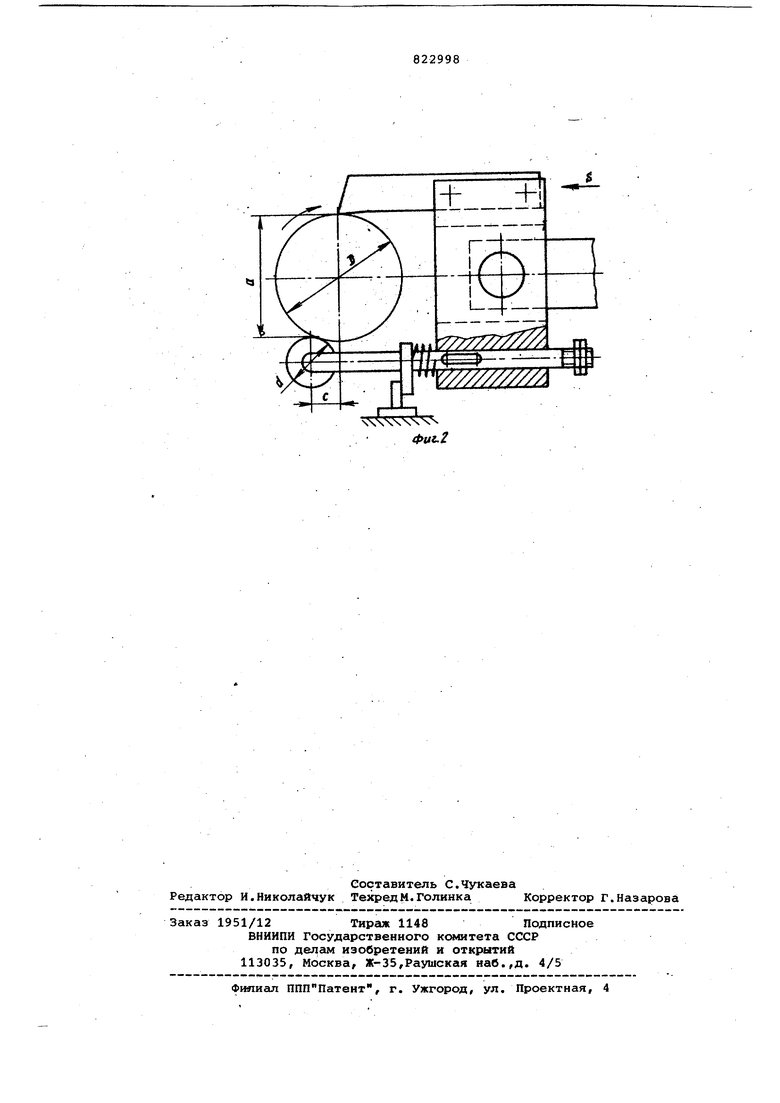
где а - расстояние между инструментом и опорным роликом; D - диаметр обработанной поверхности ;
d - диаметр опорного ролика; с - величина перебега ролика. Как видно из фиг. 2 и приведенной выше зависимости, размер обработанной поверхности D зависит не только от размера а , но и от величины перебега с, Это дает возможность не предусматривать в конструкции устройства механизма регулировки размера, что значительно упрощает конструкцию, а регулировать размер в процессе наладки расположением : упора 10 на станине .
Предпагаемое устройство обеспечивает повышение точности обработки и. возможность применения тангенциальной обработки маложестких деталей.
Формула изобретения
Устройство для тангенциальной обработки , содержащее державку, установленную с возможностью поворота, несущую инструмент и опорный ролик, отличающееся тем, что, с цельнз расширения технологических возможностей, державка снабжена осью, установленной с возможностью возвратно-поступательного перемещения вдоль оси устройства и взаимодействия с введенным в устройство упором.
Источники информации, принятые.во внимание при зкспертизе
1. Справочник технолога машиностро.ителя. Под ред. А.Г.Косиловой, т. 1, с. 133, фиг. 50, позиции 2 и 3.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Тангенциальная резьбонакатная головка | 1978 |
|
SU727292A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023537C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063323C1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268135C1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ТРУБ | 2007 |
|
RU2364473C1 |
| Токарный демпфирующий резец | 1989 |
|
SU1726147A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЖАВКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 2018 |
|
RU2690875C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПРУТКОВЫХ И ТРУБЧАТЫХ ЗАГОТОВОК | 2007 |
|
RU2424086C2 |
-j г-/ У//////////Л
xipL
V
VTTTTZ Z /,
П
V
