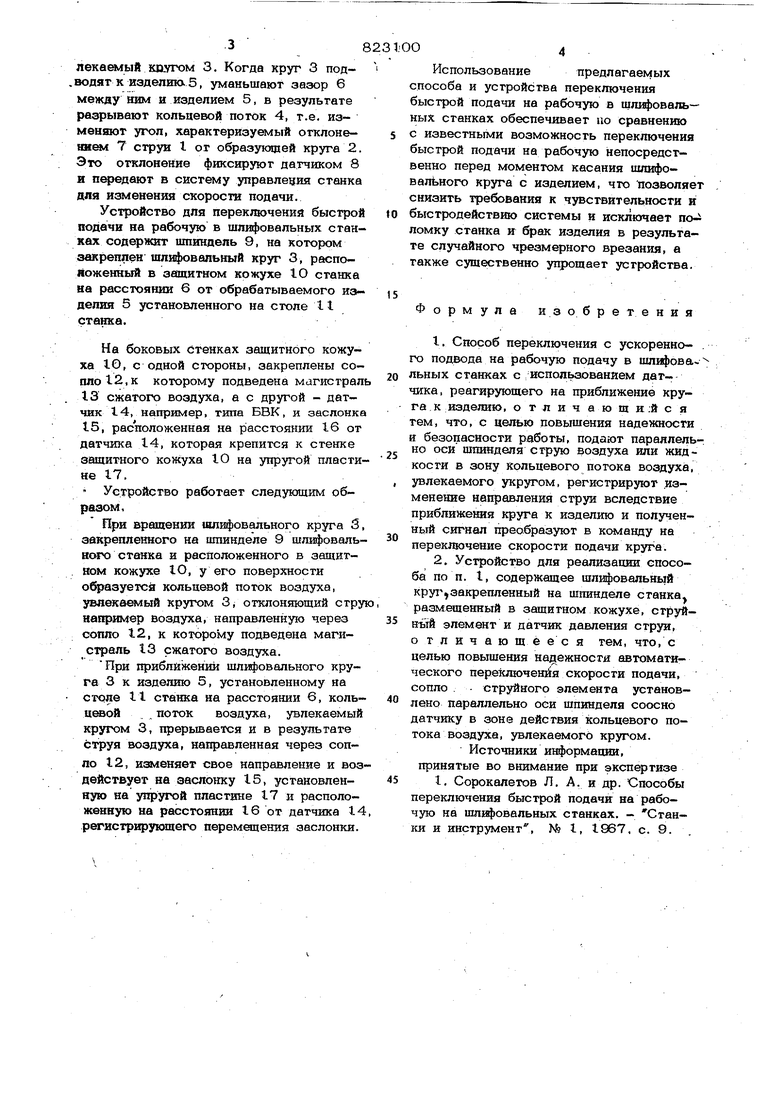
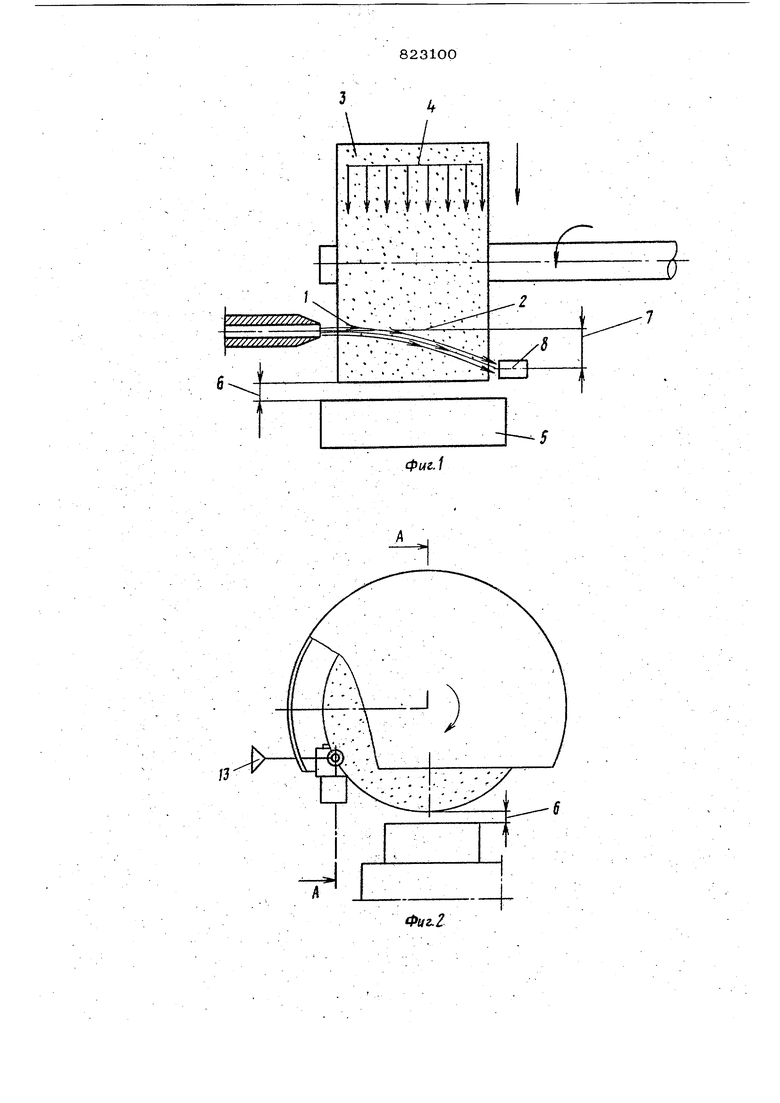
38 лекаетлый кругом 3. Когда круг 3 под.водят к иаделшаб, уменьшают зазор 6 между ним и изделием 5, в результате разрывают кольцевой поток 4, т.е. изменввот угол, характеризуемый отклоне«я&л 7 струи I от образующей круга 2. Это отклонение фиксируют датчиком 8 и передают в систему управлеция станка для изменения скорости подачи. Устройство для переключения быстрой подачи на рабочую в шлифовальных станках содержит шпиндель 9, на котором закреплен шлифовальный круг 3, распоноженный в защитном кожухе 10 станка на расстоянии 6 от обрабатываемого изделия 5 установленного на столе И станка.
На боковых стенках защитного кожуха Ю, с одной стороны, закреплены сопло 12, к которому подведена магистраль 13 сжатого воздуха, а с другой - датчик 14, например, типа БВК, и заслонка 15, расположенная на расстоянии 16 от датчика 14, которая крепится к стенке защитного кож:уха Ю на упругой пластине 17.
Устройство работает следующим образом.
При вращении шлифовального круга S, закрепленного на шпинделе 9 шлифовального станка и расположенного в защитном кожухе to, у его поверхности образуется кольцевой поток воздуха, увлекаемый кругом 3, отклоняющий струю например воздуха, направленную через сопло 12, к которому подведена магистраль 13 сжатого воздуха.
При приближении шли})овального круга 3 к изделию 5, установленному на стопе 11 станка на расстоянии 6, кольцевой поток воздуха, увлекаемый кругом 3, прерывается и в результате струя воздуха, направленная через сопло 12, изменяет свое направление и воздействует на заслонку 15, установленную на упругой пластине 17 и расположенную на расстоянии 16 от датчика 14 регистрирующего перемещения заслонки.
1.Способ переключения с ускоренно- . го подвода на рабочую подачу в шляфовальных станках с использованием датчика, реагирующ его на приближение круга к изделию, о тлич ающи;йс я тем, что, с целью цовышения надежности
и безопасности работы, подают параллельно оси шпинделя стр воздуха или жидкости в зону кольцевого потока воздуха, увлекаемого укругом, регистрируют .изменение направления струи вследствие приближения круга к изделию и полученный сишал преобразуют в команду на переключение скорости подачи круга.
2,Устройство для реализации способа по п. I, содержащее шлифовальный круЕ,закрепленный на шпинделе станка размещенный в защитном кожухе, струй5 нъгй элемент и датчик давления струи, отличающееся тем, что, с целью повышения надежности автоматического переключения скорости подачи, сопло - струйного элемента установ лено параллельно оси шпинделя соосно датчику в зоне действия кольцевого потока воздуха, увлекаемого кругом.
Источники информации, принятые во внимание при экспертизе
5 I. Сорокалетов Л. А. и др. Способы переключения быстрой подачи на рабочую на шлифовальных станках, - Станки и инструмент, № I, 1967. с. 9. 0 Использованиепредлагаел ых способа и устройства переключения быстрой подачи на рабочую в шлифовальных станках обеспечивает но сравнению с известными возможность переключения быстрой подачи на рабочую непосредственно перед моментом касания шлифовалчного круга с изделием, что позволяет снизить требования к чувствительности и быстродействию системы и исключает поломку станка и брак изделия в результате случайного чрезмерного врезания, а также существенно упрощает устройства. Формула изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство переключения с ускоренного подвода шлифовального круга на рабочую подачу | 1986 |
|
SU1680490A1 |
| Способ ориентации и вращения шли-фОВАльНыХ КРугОВ и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU823097A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2190516C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРИ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКЕ | 2001 |
|
RU2185276C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРИ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКЕ | 2001 |
|
RU2185277C1 |
| Многошпиндельная шлифовальная головка | 1984 |
|
SU1194651A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 1999 |
|
RU2162788C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И УПРОЧНЕНИЕМ ВОДОЛЕДЯНЫМ ИНСТРУМЕНТОМ | 2008 |
|
RU2407623C2 |
| Устройство для подачи смазочно-охлаждающих жидкостей | 1979 |
|
SU856777A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА | 2001 |
|
RU2196039C2 |
Фиг. 3
