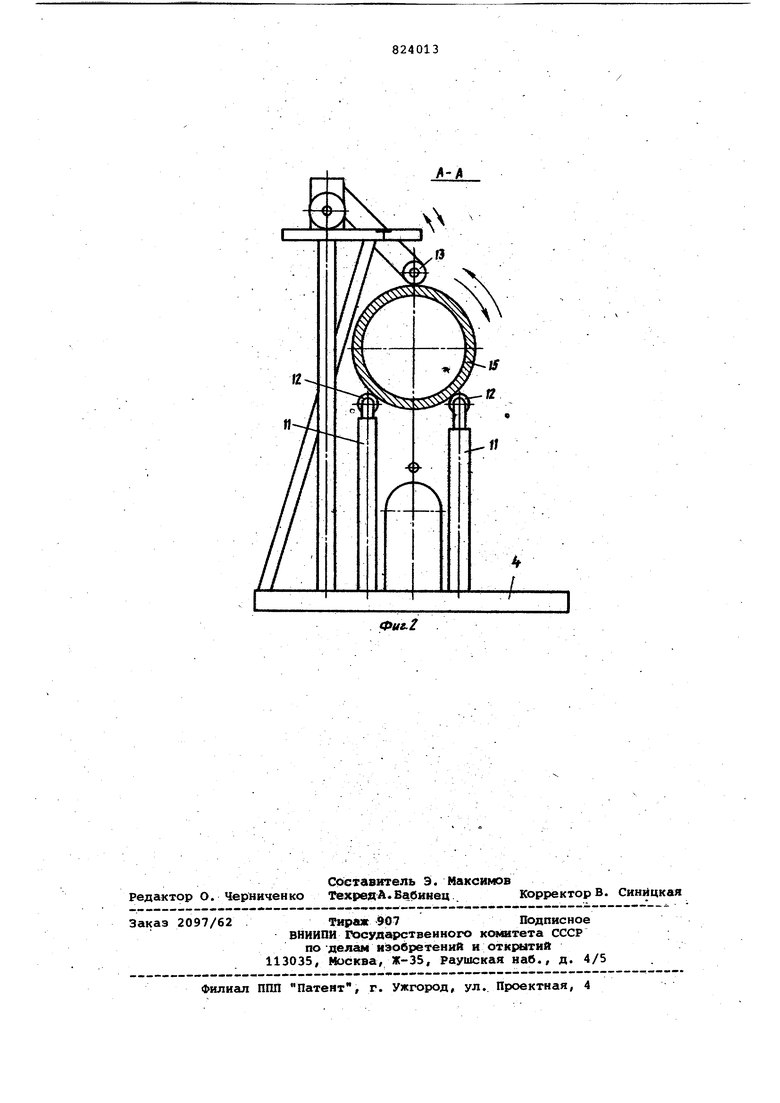
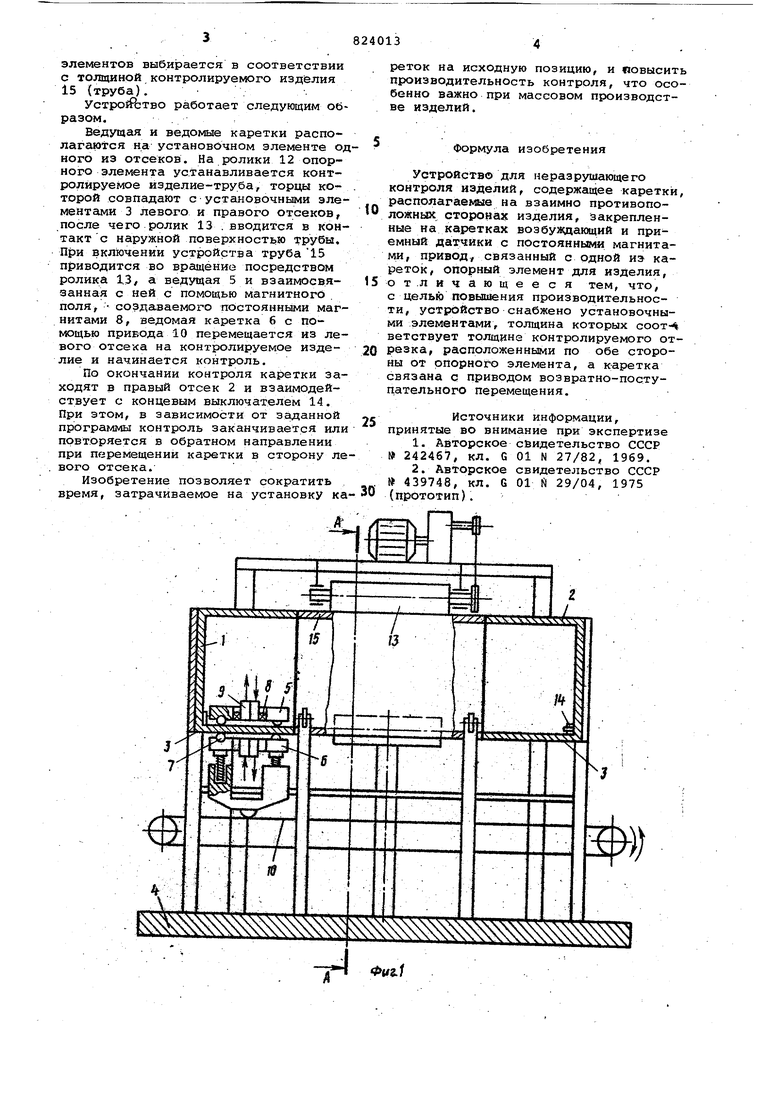
. ;..1 Изобретение относится к неразрушающему контролю материалов и изделий и может найти применение в дефектрскопии и структурометрии. Известно устройство для неразрушающего контроля изделий, содержаще перемещаемые по. объекту,-каретки с датчиками, установленные на роли- .ках 1 . Однако известное устройство имее низкую производительность контроля изделий при массовом производстве. Извест но также устройство для не раэрушаю14его контроля изделий, содержащее каретки, располагаеквяе на взаимно противоположных сторонах из делия, закрепленные на каретках воз буждающий и приемный датчики с постоянными магнитами, привод, связа Hutk с ОДНОЙ из кареток, и опорньй эя1емент для изделия .2 }. Недостатком известйого устройств является то, что при контроле йаащо го нового изделия каретки устаиаеЛи вают и убирают вручную, на что .затрачивается дополнительное время. Цель изобретения - повышение про изводительности контроля. Поставленная цель достигается те что устройство для неразрУшаиощего контроля снабжено установочными элементами, тотадина которых соответствует толщине контролируемого отрезка, расположёииьвш по обе стороны от опорного элемента, а каретка связана с приводом возвратно-поступательного перемадеиия. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1. Устройство содержит левый 1 и пра,вый 2 отсеки с установочными элементгики 3, размещенные на основании рабочего стола А; ведущую 5 и ведомую 6 каретки, установленные на полированных шариках 7; постоянные магниты 8 жестко связа.нные с каретками; возбуждахяцие и ПЕЖ|емиые датчики 9. Каретка б, расположенная с нижней стороны установочного элемента, соединена с приводом 10 возвратно-поступательного перемещения.. На рабочем столе расположен опорный элемент для контролируемого изделия, выполненный в виде вертикальных стоек 11 с горизонтально расположенными осями, на которых, свободно установлены ролики 12,и снабженный приводным роликом 13.В отсеках размещены концевые выключатели 14. толщина установочных элементов выбирается в соответствии с толщиной контролируемого изделия 15 (труба). ycTporffcTBO работает следующим образом. Ведущая и ведомые каретки располагаются на установочном элементе од ного из отсеков. На ролики 12 опорного элемента устанавливается контролируемое изделие-труба, торцы которой совпадают с установочньа и элементами 3 левого и правого отсеков, после чего ролик 13 . вводится в контактс наружной поверхностью трубы. При включении устройства труба 15 приводится во вращение посредством ролика 13/ а ведущая 5 и взаимосвязанная с ней с помощью магнитного поля/ создаваемого постоянными маг нитами 8, ведомая каретка 6 с помощью привода 10 перемещается из ле вого отсека на контролируемое изделие и начинается контроль. По окончании контроля каретки за ходят в правый отсек 2 и взаимодействует с концевым выключателем 14. При этом, в зависимости от заданной програг/1мы контроль заканчивается ил повторяется в обратном направлении при перемещении каретки в сторону л вого отсека. Изобретение позволяет сократить время, затрачиваемое на установку к реток на исходную позицию, и «овысить производительность контроля, что особенно важно при массовом производстве изделий. Формула изобретения Устройство для неразрушающего контроля изделий, содержащее каретки, располагаемые на взаимно противоположных сторонах изделия, закрепленные на каретках возбуждающий и приемный датчики с постоянными магнитами, привод., связанный с одной иэ кареток, опорный элемент для изделия, от.личающееся тем, что, с целью повышения производительности, устройство снабжено установочными элементами, толщина которых соотч ветствует толщине контролируемого отрезка, расположенными по обе стороны от опорного элемента, а каретка связана с приводом возвратно-поступательного перемещения. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 242467, КЛ. G 01 N 27/82, 1969. 2.Авторское свидетельство СССР 439748, КЛ. G 01 И 29/04, 1975 № f f -У f П (прототип). R :s $ gSgS: S: : ; : S
-Д
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЗИРОВАННОЙ НАРУЖНОЙ ДИАГНОСТИКИ ТРУБОПРОВОДА И АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757203C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТРУБ | 1989 |
|
SU1623421A1 |
| Устройство для неразрушающего контроля материалов и изделий | 1972 |
|
SU439748A1 |
| Устройство для неразрушающего контроля труб на наличие трещин | 1981 |
|
SU1085519A3 |
| Устройство для ультразвукового контроля сварных швов изделий | 1982 |
|
SU1097934A1 |
| Устройство для шаговой подачи полосового и ленточного материала в зону обработки | 1991 |
|
SU1784375A1 |
| Устройство для неразрушающего контроля изделий | 1986 |
|
SU1388787A1 |
| Устройство для ультразвукового контроля сварных швов труб | 1982 |
|
SU1096567A1 |
| Стенд для определения границы между выводами и активной частью карбидокремниевых электронагревателей | 1988 |
|
SU1587431A1 |
| СКАНИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС РАЗНЫХ РАЗМЕРОВ | 2002 |
|
RU2230314C1 |