Изобретение относится к неразрушающему контролю материала изделий и может быть использовано для контроля сварных швов труб.
Целью изобретения является повышение надежности контроля за счет повышения прочности сцепления устройства с контролируемой трубой в процессе контроля.
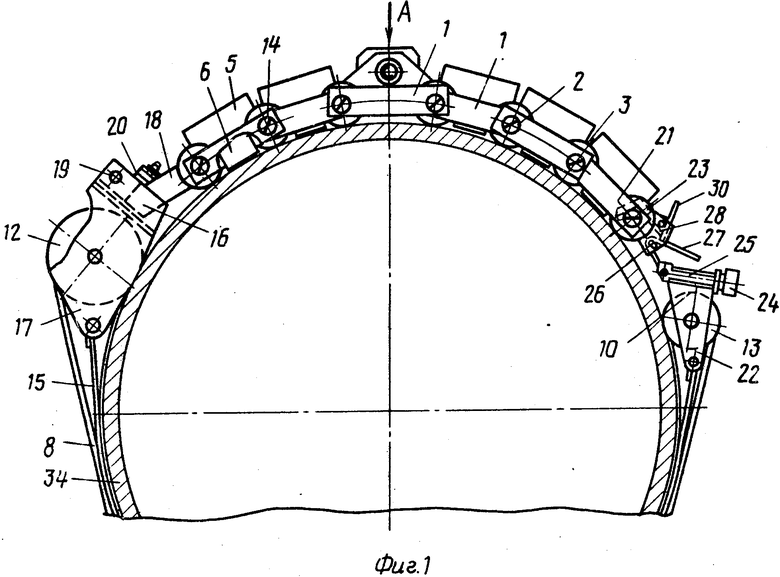
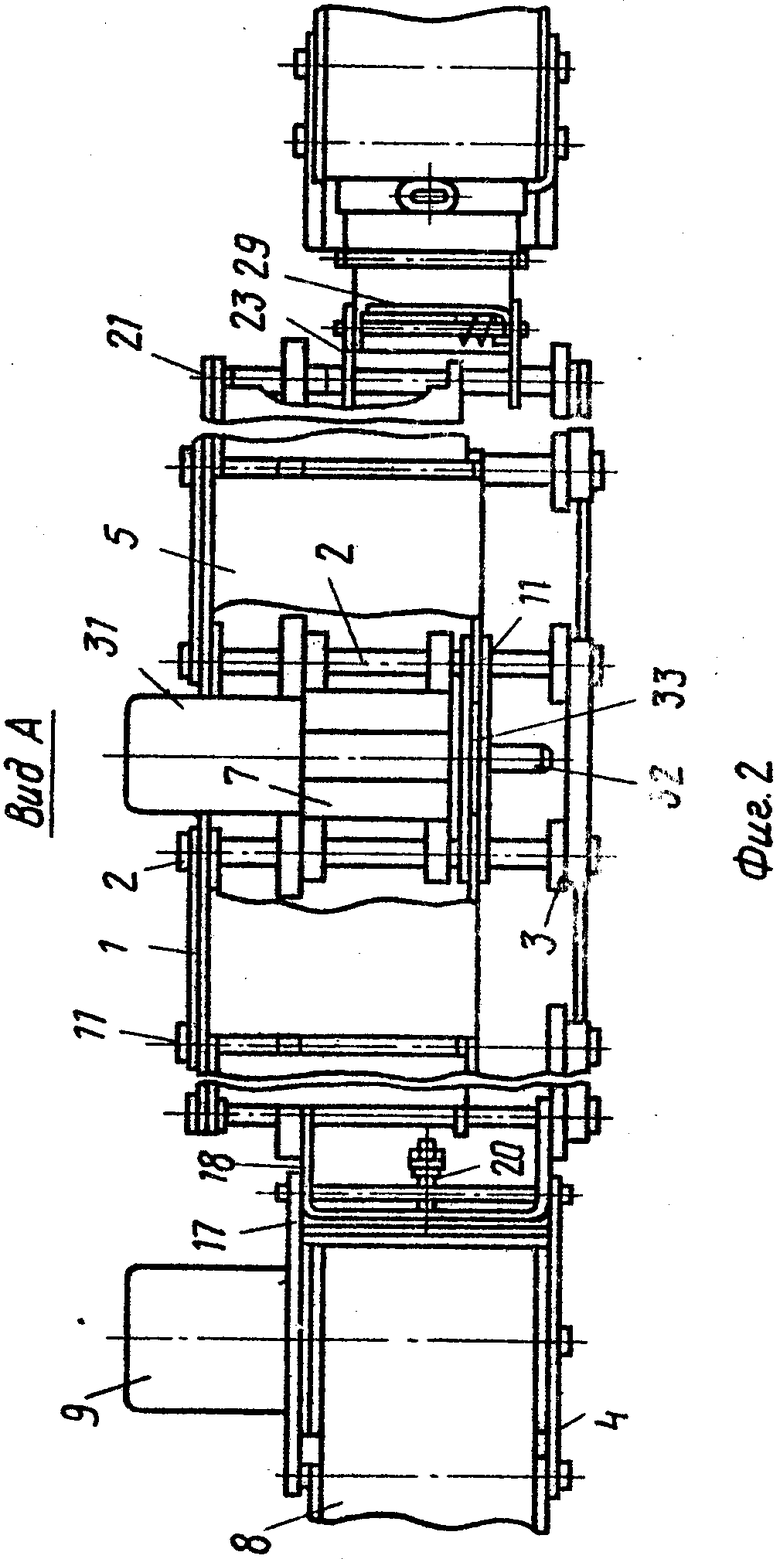
На фиг. 1 приведено устройство для ультразвукового контроля сварных швов труб; на фиг. 2 - вид по стрелке А на фиг. 1.
Устройство для ультразвукового контроля сварных швов труб, содержащее шарнирный захват, состоящий из соединенных между собой звеньев 1 с осями 2 и опорными роликами 3, соединенную с ними каретку 4, держатели 5 с ультразвуковыми преобразователями 6, привод 7 сканирования преобразователей 6, бесконечный гибкий фрикционный элемент 8, соединенный с кареткой 4 и охватывающий контролируемое изделие в процессе контроля, привод 9 перемещения каретки 4, взаимодействующий с гибким фрикционным элементом 8, натяжной механизм 10 гибкого элемента 8, упоры 11, соединенные с держателями 5 преобразователей 6, ведущий фрикционный барабан 12 и ведомый фрикционный барабан 13, соединенные с конечными звеньями 14 захвата, гибкую антифрикционную ленту 15, бесконечный гибкий фрикционный элемент 8 соединен с ведущими фрикционным барабаном 12 и с ведомым фрикционным барабаном 13 в виде петли, охватывающий в процессе контроля часть окружающей окружности контролируемой трубы, гибкая антифрикционная лента 14 размещена внутри петли с возможностью взаимодействия в процессе контроля с ее внутренней поверхностью обеими своими плоскостями одновременно, держатели 5 преобразователей 6 шарнирно размещены на каждых двух соседних осях 2 шарнирного захвата с возможностью кинематического взаимодействия их между собой своими упорами 11.
Кроме того, устройство для ультразвукового контроля сварных швов труб содержит раму 16, состоящую из частей 17 и 18, их общей оси 19, захвата, соединенный с ним кронштейн 22, крючки 23 для соединения ведомого барабана 13 с вторым конечным звеном 21, натяжной механизм 10 состоит из гайки 24 и винта 25, упорный уголок 26 используется для соединения натяжного механизма 10 с вторым конечным звеном 21 с помощью гибкой ленты 27, поворотной собачки 28, пружины 29 и рукоятки 30.
Держатели 5 имеют общий привод 7 сканирования, включающий закрепленный на двух смежных осях 2 двигатель 31 с выходным валом 32 и гайкой 33.
Позицией 34 обозначена контролируемая труба.
Устройство работает следующим образом. Устройство в разомкнутом состоянии устанавливают на контролируемую поверхность трубы 34, а затем замыкают, накидывая крючки 23 на шарнирную ось 2 крайнего звена 21. Далее вращением гайки 24 натяжного механизма 10 осуществляют натяжение замкнутой фрикционной ленты 8, при этом винт 25 перемещается, выбирается избыток гибкой ленты 27, чем ликвидируется зазор между трубой 34 и устройством, а затем при дальнейшем вытягивании гибкой ленты 34, поворачиваясь вокруг оси 19, расходятся на некоторый угол между собой части 17 и 18 рамы 16, преодолевая усилие пружины 20, чем создается натяжение.
Каждое из звеньев 1, 14 и 15 шарнирного захвата устанавливается по касательной к контролируемой поверхности трубы 34, а замкнутая фрикционная лента 8 с натягом охватывает ведущий 12 и ведомый 13 фрикционные барабаны и с усилием контактирует с поверхностью трубы 34 через опорные ролики 3. Включают привод обкатки 9, при этом ведущий 12 и ведомый 13 барабаны, вращаясь, катятся по внутренней поверхности фрикционной ленты 8. Тяговое усилие, осуществляющее качение каретки 4 на роликах 3, возникает как на линиях контакта барабанов 12, 13 с поверхностью трубы 34, так и по всей площади контакта фрикционной ленты 8. Лента 8 фрикционно связана с поверхностью трубы 34 и без проскальзывания прокатывается по ее периметру, как некруглое колесо. Антифрикционная лента 15, закрепленная на раме 16 и кронштейне 22, располагается между ветвями фрикционной ленты 8 и уменьшает трение между ними, что повышает долговечность и надежность устройства.
Привод сканирования 7 может быть использован как для обеспечения сканирования, т. е. возвратно-поступательного перемещения держателей 5 вдоль оси трубы 34, так и для разовой установки преобразователей 6 на конкретную осевую координату. При включении двигателя 31 привода 7 сканирования гайка 33 перемещается по резьбе выходного вала 32 привода 7 и, как по направляющей, скользит по смежным шарнирным осям 2. Синхронно с гайкой 33 по другим шарнирным осям 2, как по направляющим, перемещаются держатели 5 преобразователей 6, связанные между собой упорами 11. Следует отметить, что на держатели 5 не передаются радиальные нагрузки от натяжного механизма 10, что позволяет держателям 5 легко поворачиваться вокруг одной из осей 2 и скользить по ним.
Таким образом, при включенных приводе 9 обкатки и приводе 7 сканирования преобразователи 6 совершают относительно поверхности трубы 34 сложное движение: обкатываются вокруг трубы 34 и возвратно-поступательно перемещаются вдоль ее оси в пределах длины шарнирных осей 2, выполняя при этом контроль известным способом. Чтобы снять устройство с трубы 34, ослабляют натяжение бесконечной ленты 8, вращая гайку 24 в обратном направлении, при этом рукояткой 30, преодолевая пружину 29, выводят собачку 28 из контакта с гибкой лентой 27, после чего откидывают крючки 23 уголка 26.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля сварных швов труб | 1984 |
|
SU1165979A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ НАРУЖНОЙ ДИАГНОСТИКИ ТРУБОПРОВОДА И АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757203C1 |
| Устройство для ультразвукового контроля изделий | 1990 |
|
SU1781598A1 |
| УСТАНОВКА ИЗМЕРИТЕЛЬНАЯ УЛЬТРАЗВУКОВАЯ И МЕХАНОАКУСТИЧЕСКИЙ БЛОК ДЛЯ НЕЕ | 2007 |
|
RU2351926C2 |
| Сканирующее устройство для ультразвукового контроля сварных швов изделий | 1987 |
|
SU1497560A1 |
| Устройство для контроля сварных швов в металлических трубах | 1958 |
|
SU122329A1 |
| Устройство для дефектоскопии цилиндрических изделий | 1991 |
|
SU1797048A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБОПРОВОДОВ | 1973 |
|
SU399780A1 |
| Сканирующее устройство для ультразвукового контроля сварных швов изделий | 1982 |
|
SU1128161A1 |
| Устройство для неразрушающего контроля изделий | 1985 |
|
SU1322142A1 |
Изобретение относится к неразрушающему контролю материалов изделий и может быть использовано при контроле труб. Перед контролем устройство закрепляется по окружности труб. В процессе контроля вращение от двигателя передается ведущему фрикционному барабану и через гибкий фрикционный элемент передается ведомому барабану, за счет чего устройство с ультразвуковыми преобразователями перемещается по окружности трубы. При этом за счет размещения антифрикционной ленты внутри фрикционного гибкого элемента исключается трение фрикционных частей гибкого фрикционного элемента между собой, что исключает проскальзывание устройства на трубу и повышает надежность контроля. 2 ил.
УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТРУБ, содержащее шарнирный захват из соединенных между собой звеньев с осями и опорными роликами, соединенную с ними каретку, держатели с ультразвуковыми преобразователями, привод сканирования преобразователей, бесконечный гибкий фрикционный элемент, соединенный с кареткой и охватывающий контролируемое изделие в процессе контроля, привод перемещения каретки, взаимодействующий с гибким фрикционным элементом, и натяжной механизм гибкого элемента, отличающееся тем, что, с целью повышения надежности контроля, оно снабжено упорами, соединенными с держателями преобразователей, соединенными с конечными звеньями захвата соответственно ведущим фрикционным барабаном и ведомым фрикционным барабаном, и гибкой антифрикционной лентой, бесконечный гибкий фрикционный элемент соединен с ведущим и с ведомым фрикционными барабанами в виде петли, охватывающей в процессе контроля часть окружности контролируемой трубы, гибкая антифрикционная лента размещена внутри петли с возможностью взаимодействия в процессе контроля с ее внутренней поверхностью обеими своими плоскостями одновременно, а держатели преобразователей шарнирно размещены на каждых двух соседних осях шарнирного захвата с возможностью кинематического взаимодействия их между собой своими упорами.
| Устройство для ультразвукового контроля сварных швов труб | 1984 |
|
SU1165979A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
