Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении прямоугольных поковок типа штамповых кубиков из непрерывнолитых слябов.
Известен способ изготовления прямоугольных поковок типа штамповых кубиков путем свободного осаживания слитков с последующими обжатиями для получения плоских граней и набора углов (см., например, И.Я.Тарновский, В.Н. Трубин, М.Г.Златкин "Свободная ковка на прессах", М.: Машиностроение, 1967, с.222-242). Недостатком способа является высокая трудоемкость процесса, поскольку для получения плоских граней и полного набора углов требуется серия многочисленных осадок кубика с кантовками на 90о в разных направлениях.
Известен способ ковки или штамповки осаживанием прямоугольных заготовок, например, слябов, по которому осаживание ведется в два этапа в закрытой полости прямоугольного или квадратного сечения. На первом этапе заготовка помещается в полость штампа таким образом, что главные оси симметрии заготовки и штампа совпадают, а стороны заготовки параллельны сторонам полости штампа, и осаживается бойком, имеющим в плане форму вписанного многоугольника. На втором этапе ведется окончательная осадка другим бойком, перекрывающим всю заготовку и имеющим форму сечения полости штампа (прямоугольную или квадратную).
Недостатками способа является также высокая трудоемкость, так как осадка ведется в 2 этапа со сменой инструмента (верхнего бойка) и невозможность осадки высоких заготовок. При осадке высоких прямоугольных заготовок, у которых отношение Н: S≥ 2,6, где Н - высота; S - меньший размер (толщина) сечения заготовки, неизбежен продольный изгиб, искривление и образование складок и зажимов на поверхности. Поэтому рассматриваемый способ (прототип) имеет ограниченное применение: он может быть использован для осаживания только низких (Н:S ≅2,6) заготовок и практически не может быть применен для получения поковок типа штамповых кубиков из прямоугольных заготовок типа слябов.
Технический результат от использования изобретения состоит в повышении производительности и расширении технологических возможностей способа изготовления поковок типа штамповых кубиков.
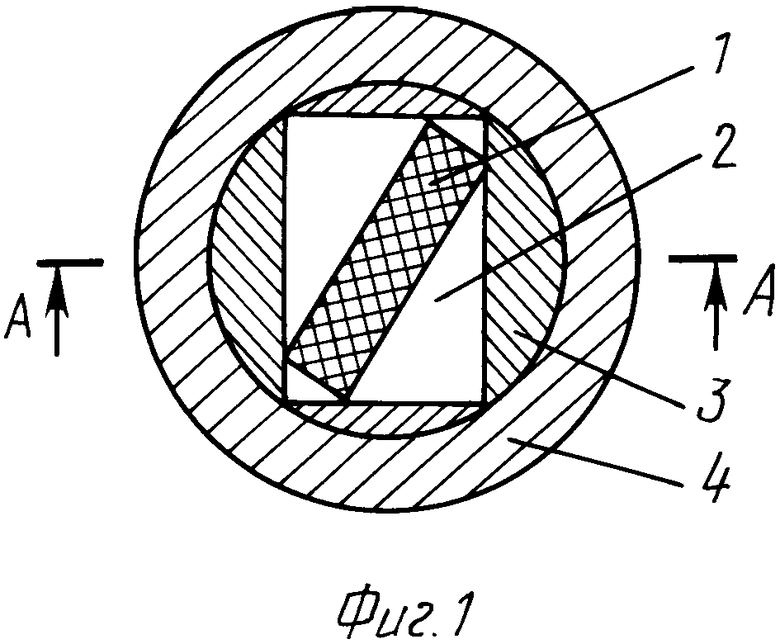
Сущность изобретения состоит в том, что в способе изготовления прямоугольных поковок путем осаживания заготовок типа слябов в замкнутой полости прямоугольного (квадратного) сечения деформируемую заготовку (сляб) размещают в полости штампа по диагонали сечения полости с возможностью касания всех ребер заготовки стенок полости штампа и осаживают верхним плоским бойком, имеющим форму и размеры, соответствующие поперечному сечению полости. При этом осадку ведут за один ход инструмента.
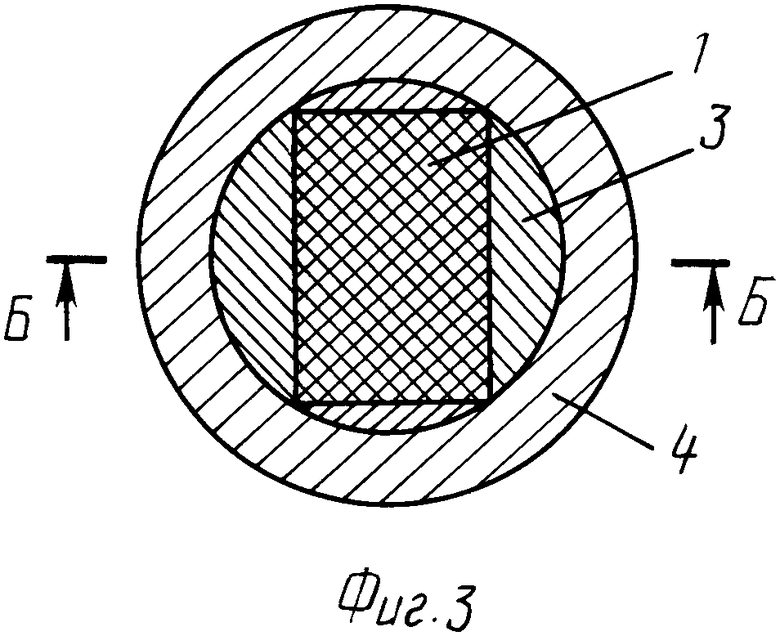
Размещение заготовки (сляба) по диагонали полости штампа с касанием всех ребер ее со стенками полости позволяет сохранить устойчивость от продольного изгиба заготовки в процессе осаживания при любом отношении высоты Н к толщине S. Продольному изгибу препятствуют стенки полости, в контакте с которыми находятся ребра заготовки с самого процесса осаживания. При этом заготовка (сляб) может быть осажена за один ход пресса с полным и равномерным заполнением полости штампа.
Предлагаемый способ размещения заготовки позволяет использовать заготовки (слябы) малой толщины и получать из них поковки весьма больших сечений. Поскольку литые слябы в малом сечении имеют более высокое качестве металла, качество получаемых поковок по предлагаемому способу значительно выше, чем при изготовлении их из слитков известными способами. Таким образом, изобретение позволяет получать поковки типа штамповых кубиков более высокого качества. Кроме того, при использовании непрерывнолитых слябов увеличивается коэффициент использования металла до 85-90% вместо 60-65% для обычных кузнечных слитков.
Анализ известных способов ковки и сопоставительный анализ с прототипом позволяют сделать вывод, что предлагаемый способ отличается тем, что деформируемую заготовку (сляб) прямоугольного сечения размещают в замкнутой прямоугольной полости штампа по диагонали сечения полости с касанием всех ребер заготовки со стенками полости и осаживают верхним плоским бойком за один ход пресса.
Таким образом, техническое решение соответствует критерию "новизна". При изучении других решений в данной области техники признаки, отличающие изобретение от прототипа, не были выявлены. Именно эти признаки во взаимодействии с известными не обусловливают достижение технического результата. Следовательно, изобретение соответствует критерию "изобретательский уровень".
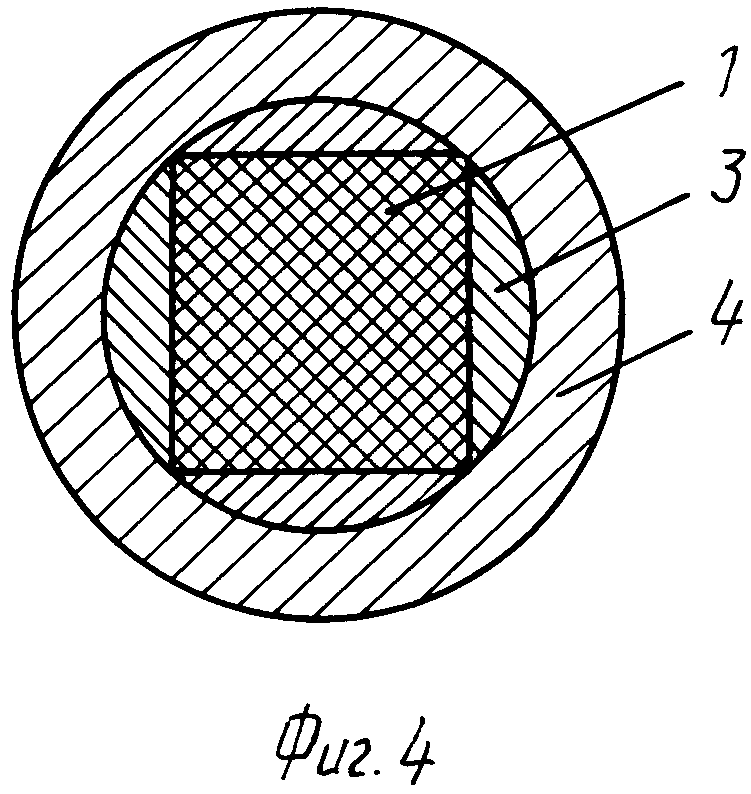
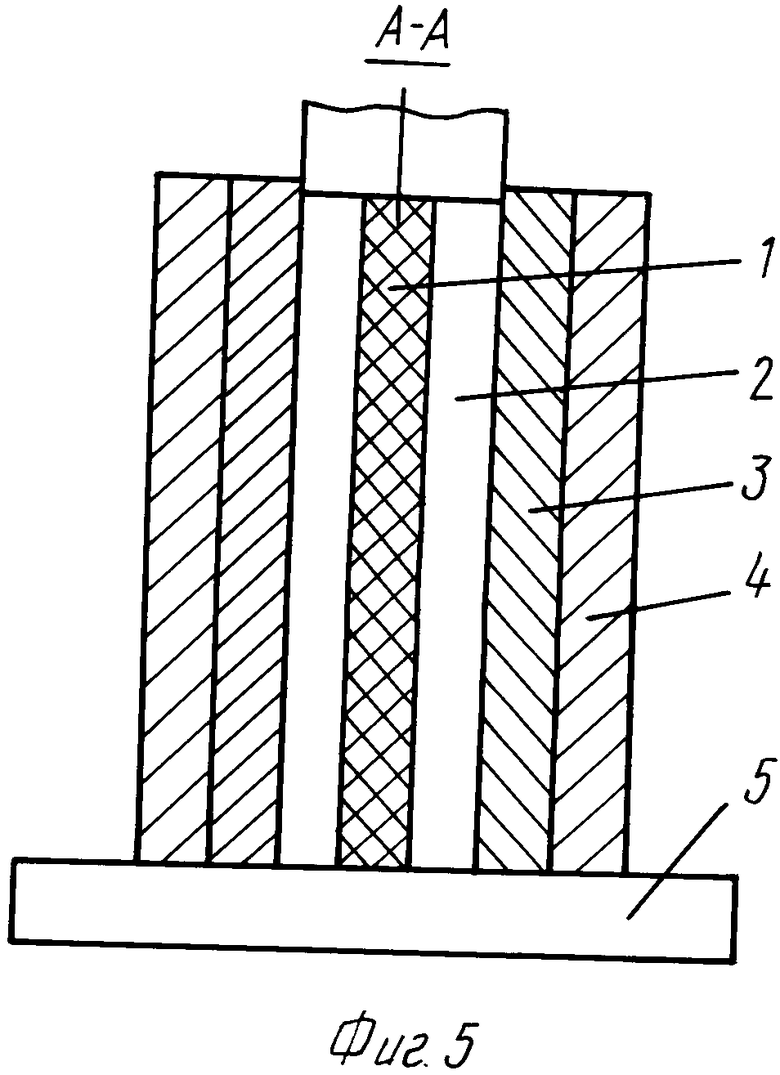
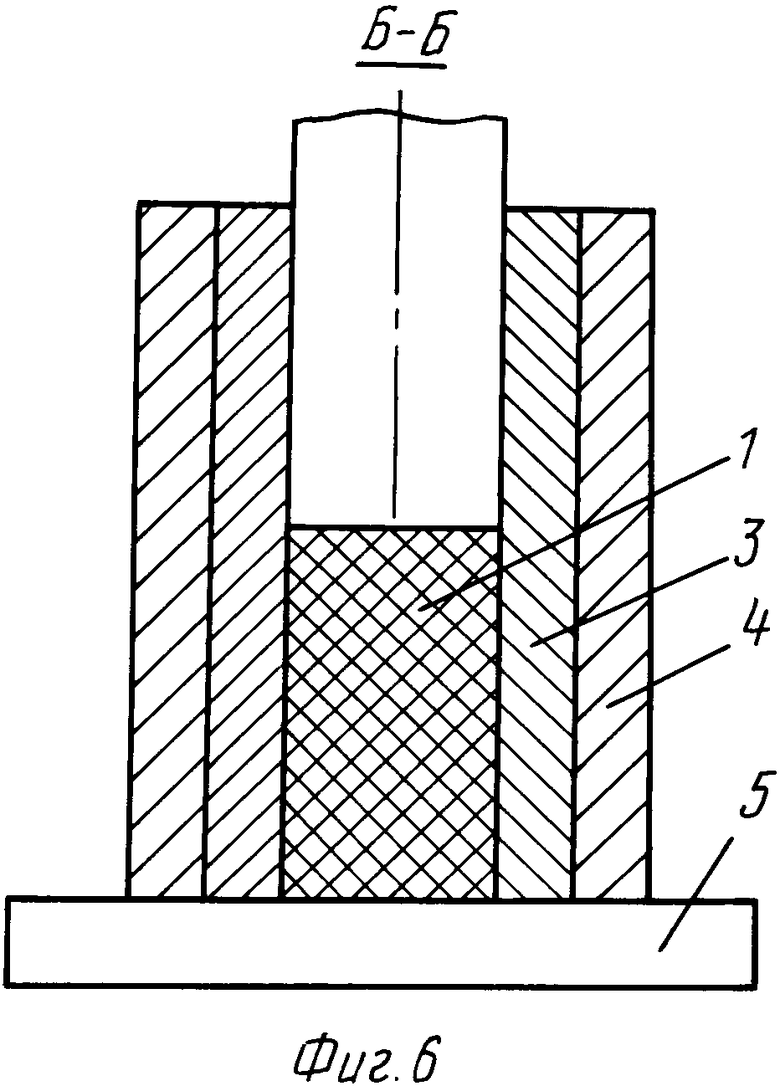
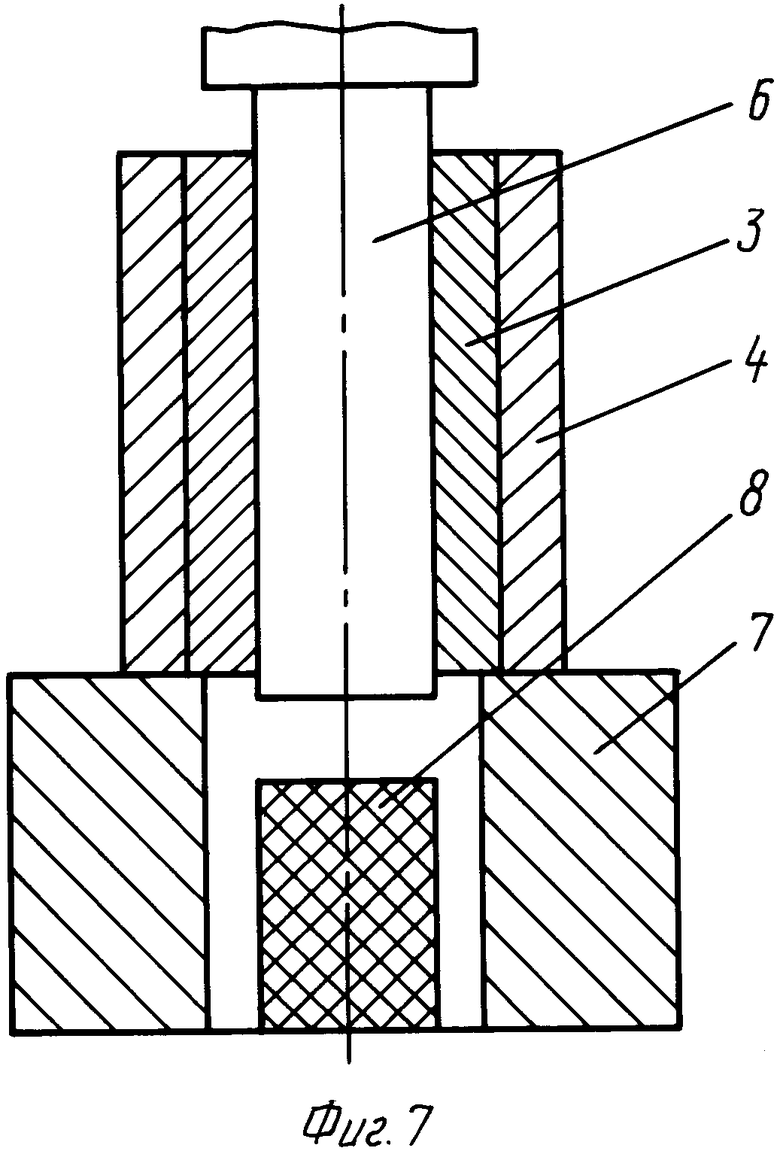
На фиг.1 показано исходное расположение прямоугольной осаживаемой заготовки (сляба) в прямоугольной полости, образованной четырьмя вкладышами, вставленными в круглый контейнер (поперечное сечение); на фиг.2 - то же, в квадратной полости; на фиг.3 - осаженная заготовка в прямоугольной полости (поперечное сечение); на фиг.4 - то же, в квадратной полости; на фиг.5 - начало процесса осадки заготовки в прямоугольной полости штампа; на фиг.6 - окончание процесса осадки заготовки в прямоугольной полости штампа; на фиг. 7 - схема выдавливания осаженной заготовки из полости штампа.
Способ осуществляется следующим образом.
Исходная заготовка (сляб) 1 помещается в полость штампа прямоугольного или квадратного сечения 2, образованную, например, четырьмя вкладышами 3, вставленными в круглый контейнер 4, устанавливается на столе 5 пресса и осаживается верхним бойком 6 до полного заполнения полости и получения поковки прямоугольного и квадратного сечения типа штампового кубика. Размеры сечения заготовки и полости выбираются таким образом, чтобы с самого начала процесса имел место контакт всех ребер заготовки (сляба) со стенками полости. По окончании процесса осаживания штамп ставится на кольцо - приемник 7, в который выдавливается поковка - типа штампового кубика.
Использование изобретения позволяет получать поковки высокого качества из заготовок широкой номенклатуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ ПОКОВОК | 1993 |
|
RU2104816C1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2315117C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Способ ковки поковок типа кубиков | 1987 |
|
SU1442318A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРЫ В ЗАГОТОВКАХ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2011 |
|
RU2456111C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |

Использование: при обработке металлов давлением, в частности изготовление поковок типа штамповых кубиков из непрерывнолитых слябов осадкой. Сущность изобретения: способ включает осаживание заготовки прямоугольного или квадратного поперечного сечения в замкнутой полости штампа. Перед осадкой заготовку размещают в полости штампа по диагонали сечения полости с касанием всех ребер заготовки стенок полости. Осадку ведут верхним плоским бойком, имеющим форму и размеры, соответствующие поперечному сечению полости. При этом осадку осуществляют за один ход пресса. 7 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ПОКОВОК типа штамповых кубиков, включающий размещение заготовки прямоугольного или квадратного поперечного сечения в замкнутой полости штампа и ее осаживание верхним плоским бойком с формой поперечного сечения и размерами, соответствующими форме поперечного сечения и размерам полости штампа, отличающийся тем, что заготовку размещают в полости штампа по диагонали сечения полости с возможностью касания всех ребер заготовки стенок полости штампа, а осаживание заготовки осуществляют за один ход верхнего бойка.
| 0 |
|
SU183026A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
