1
Изобретение относится к литейному производству, в частности к технике точного литья по выплавляемым моделямСк устройствам для электрофоретического формирования керамической оболочки на поверхности моделей.
Известен способ электрофореза, согласно которому выплавляемую или растворяемую модель покрывают слоем токопроводящего покрытия, потом помещают в ванну, наполненную электрофоретической суспензией. Пбдключают источник тока так, чтобы одним электродом служила подвеска с моделью, а другим - корпус ванны. Слой керо1мического покрытия быстро осаждается на модели за счет электрокинематических явлений.
Недостаток этого способа - неравномерность осаждающегося керамического покрытия, обусловленная прежде всего тем, что различные части модели находятся на разном расстоянии от корпуса ванны.
Наиболее близким к изобретению является устройство, которое с целью обеспечения равномерного по толщине керамического покрытия снабжено сеткой-электродом, охватывающей модельный блок с трех сторон д
Недостаток устройства заключается в том, что смена сетки-электрода затруднительна, следовательно, если в производстве одновременно имеются модели (модельные блоки) различной конфигурации и различных габаритов, то либо будут иметь место большие потери времени на смену сеток-электродов, либо сетку-электрод надо бу0дет выполнить применительно к модели (модельному блоку наибольших габаритов, тогда она будет неэквидистантна другим моделям и толщина керамического покрытия будет поэтому 5 неравномерной.
Цель изобретения - разработка устройства, пригодного для использования в мелкосерийном производстве, когда требуется быстрая переналадка
0 устройства с одной модели на другую.
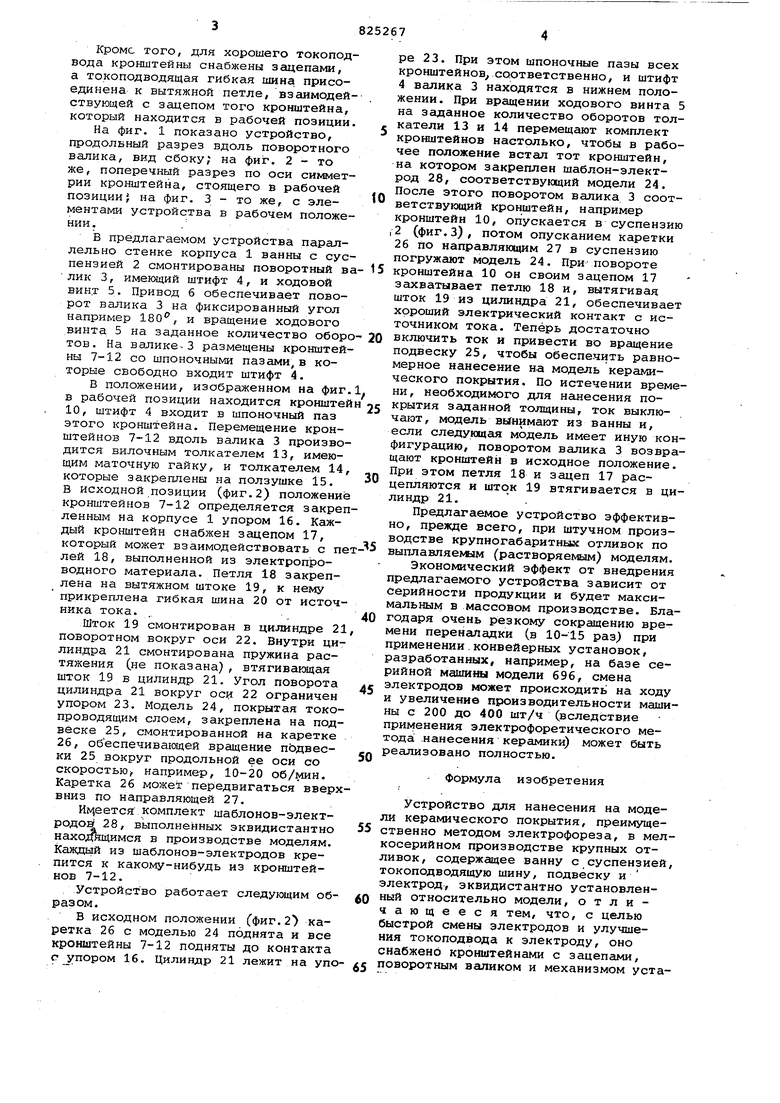
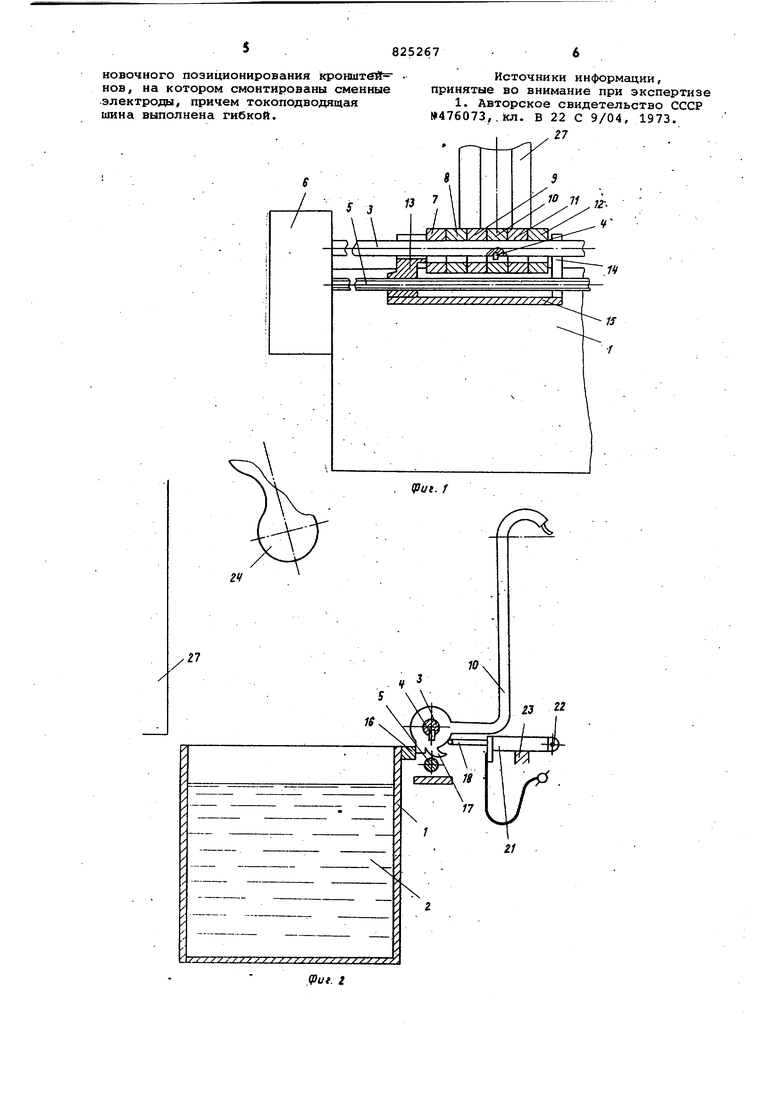
Указанная цель достигается тем, что набор электродов, эквидистантных моделям, монтируется на кронш25 теинах, выполненных продольнопо вижными относительно поворотного в1алика, снабженного штифтом, свободно входящим в шпоночные пазы на кронштейнах. Имеется механизм позиционирования кронштейнов вдоль валика. Кроме того, для хорошего токоподвода кронштейны снабжены зацепами, а токоподводящая гибкая шина присоединена к вытяжной петле, взаимодействующей с зацепом того кронштейна, который находится в рабочей позиции. На фиг. 1 показано устройство, продольный разрез вдоль поворотного валика, вид сбоку; на фиг. 2 - то же, поперечный разрез по оси симметрии кронштейна, стоящего в рабочей позицииJ на фиг. 3 - то же, с элементами устройства в рабочем положении. В предлагаемом устройства параллельно стенке корпуса 1 ванны с сус пензией 2 смонтированы поворотный в лик 3, имеющий штифт 4, и ходовой винт 5. Привод б обеспечивает поворот валика 3 на фиксированный угол например 180, и вращение ходового винта 5 на заданное количество обор тов. На валике 3 размещены кронштей ны 7-12 со шпоночными пазами, в которые свободно входит штифт 4. В положении, изображенном на фиг в рабочей позиции находится кронштей 10, штифт 4 входит в шпоночный паз этого кронштейна. Перемещение кронштейнов 7-12 вдоль валика 3 произво дится вилочным толкателем 13, имеющим маточную гайку, и толкателем 14 которые закреплены на ползушке 15. В исходной позиции (фиг.2) положени кронштейнов 7-12 определяется закре ленным на корпусе 1 упором 16. Каждый кронштейн снабжен зацепом 17, который может взаимодействовать с п лей 18, выполненной из электропроводного материала. Петля 18 закреплена на вытяжном штоке 19, к нему прикреплена гибкая шина 20 от источ ника тока. Шток 19 смонтирован в цилиндре 2 поворотном вокруг оси 22. Внутри ци линдра 21 смонтирована пружина растяжения (не показана), втягивающая шток 19 в цилиндр 21. Угол поворота цилиндра 21 вокруг оси 22 ограничен упором 23. Модель 24, покрытая токопроводясдим слоем, закреплена на подвеске 25, смонтированной на каретке 26, обеспечива ощей вращение пЬдвески 25 вокруг продольной ее оси со скоростью, например, 10-20 об/мин. Каретка 26 может передвигаться вверх вниз по направляющей 27. Имеется комплект шаблонов-электродо: 28, выполненных эквидистантно находящимся в производстве моделям. Кгшдый из шаблонов-электродов крепится к какому-нибудь из кронштейнов 7-12. Устройство работает следующим образом. В исходном положении (фиг.2 каретка 26 с моделью 24 поднята и все кронштейны 7-12 подняты до контакта с упором 16. Цилиндр 21 лежит на упо ре 23. При этом шпоночные пазы всех кронштейнов соответственно, и штифт 4 валика 3 находятся в нижнем положении. При вращении ходового винта 5 на заданное количество оборотов толкатели 13 и 14 перемещают комплект кронштейнов настолько, чтобы в рабочее положение встал тот кронштейн, на котором закреплен шаблон-электрод 28, соответствующий модели 24. После этого поворотом валика 3 соответствующий кронштейн, например кронштейн 10, опускается в суспензию 2 (фиг.З), потом опусканием каретки 26 по направляющим 27 в суспензию погружают модель 24. При повороте кронштейна 10 он своим зацепом 17 захватывает петлю 18 и, вытягивая шток 19 из цилиндра 21, обеспечивает хороший электрический контакт с источником тока. Теперь достаточно включить ток и привести во вращение подвеску 25, чтобы обеспечить равномерное нанесение на модель керамического покрытия. По истечении времени, необходимого для нанесения покрытия заданной толщины, ток выключают, модель вь1нимают из ванны и, если следующая модель имеет иную конфигурацию, поворотом валика 3 возвращают кронштейн в исходное положение. При этом петля 18 и зацеп 17 расцепляются и шток 19 втягивается в цилиндр 21. Предлагаемое устройство эффективно, прежде всего, при штучном производстве крупногабаритных отливок по выплавляемым (растворяемым) моделям. Экономический эффект от внедрения предлагаемого устройства зависит от серийности продукции и будет максималыолм в массовом производстве. Благодаря очень резкому сокращению времени перенападки (в 10-15 раз) при применении.конвейерных установок, разработанных, например, на базе серийной машины модели 696, смена электродов может происходить на ходу и увеличение производительности машины с 200 до 400 шт/ч (вследствие пpи feнeния электрофоретического метода .нанесения керамики) может быть реализовано полностью. - Формула изобретения Устройство для нанесения на модели керамического покрытия, преимущественно методом электрофореза, в мелкосерийном производстве крупных отливок, содержащее ванну с суспензией, токоподводящую шину, подвеску и электрод, эквидистантно установленный относительно модели, отличающееся тем, что, с целью быстрой смены электродов и улучшения токоподвода к электроду, оно снабжено кронштейнами с зацепами, поворотным валиком и механизмом установочного позиционирования кронштбй нов, на котором смонтированы сменные электроды, причем токоподводящая шина выполнена гибкой.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 0476073,,кл. В 22 С 9/04, 1973.
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий, преимущественно керамического, на модель методом электрофореза | 1973 |
|
SU476073A1 |
| Подвеска для модельного блока | 1973 |
|
SU486850A1 |
| Способ изготовления сегментных вставок двухслойной обечайки жаровой трубы, литейная форма для его осуществления, литниковопитающая система к литейной форме, способ получения модели сегментных вставок двухслойной обечайки жаровой трубы и пресс-форма для его осуществления | 1990 |
|
SU1774894A3 |
| Устройство для сборки, охлаждения и транспортировки модельных блоков | 1981 |
|
SU1006037A1 |
| Линия для получения форм методом электрофореза по выплавляемым моделям | 1986 |
|
SU1315110A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ | 1972 |
|
SU351633A1 |
| СВАРОЧНАЯ ГОЛОВКА | 2013 |
|
RU2512702C1 |
| Опока для форм литья по выплавляемым моделям | 1969 |
|
SU295341A1 |
| Устройство для электрофоретического формирования оболочек | 1978 |
|
SU749945A1 |
| Манипулятор для нанесения огнеупорных покрытий при изготовлении крупногабаритных литейных форм по выплавляемым моделям | 1983 |
|
SU1180150A1 |
(put. f
r
.27
/
