Изобретение относится к механизации процессов нанесения покрытий на изделия, в частности к нанесению керамического покрытия на модельные блоки в производстве литья по выплавляемым моделям.
Известно устройство для нанесения керамического покрытия на блоки выплавляемых моделей, включающее емкости для наносимых покрытий, поворотную раму (стол), на которой смонтированы механизмы крепления модельного блока, вращения блока вокруг собственной оси, поворота и подъема блока.
Однако такое устройство имеет большие габариты, емкости для керамического покрытия в них также увеличены, так как необходимо учитывать изменение положения модельного блока от вертикального до горизонтального при извлечении его из емкости.
Предложенное устройство позволяет поднимать и опускать модельный блок в емкость с покрытием по крутой траектории, так как подъем модельного блока совмещен с поворотом его в вертикальной плоскости.
Для этой цели механизм поворота блока в вертикальной плоскости размещен на подвижным по вертикали валу, каждый смонтирован на подвижном корпусе .механизма подъема блока, кроме того, механизм поворота блока в вертикальной плоскости выполнен в виде неподвижно установленной в ертикальной плоскости выполнен в виде неподвижно установленной вертикальной рейки и подвижного по вертикали от привода реечного колеса.
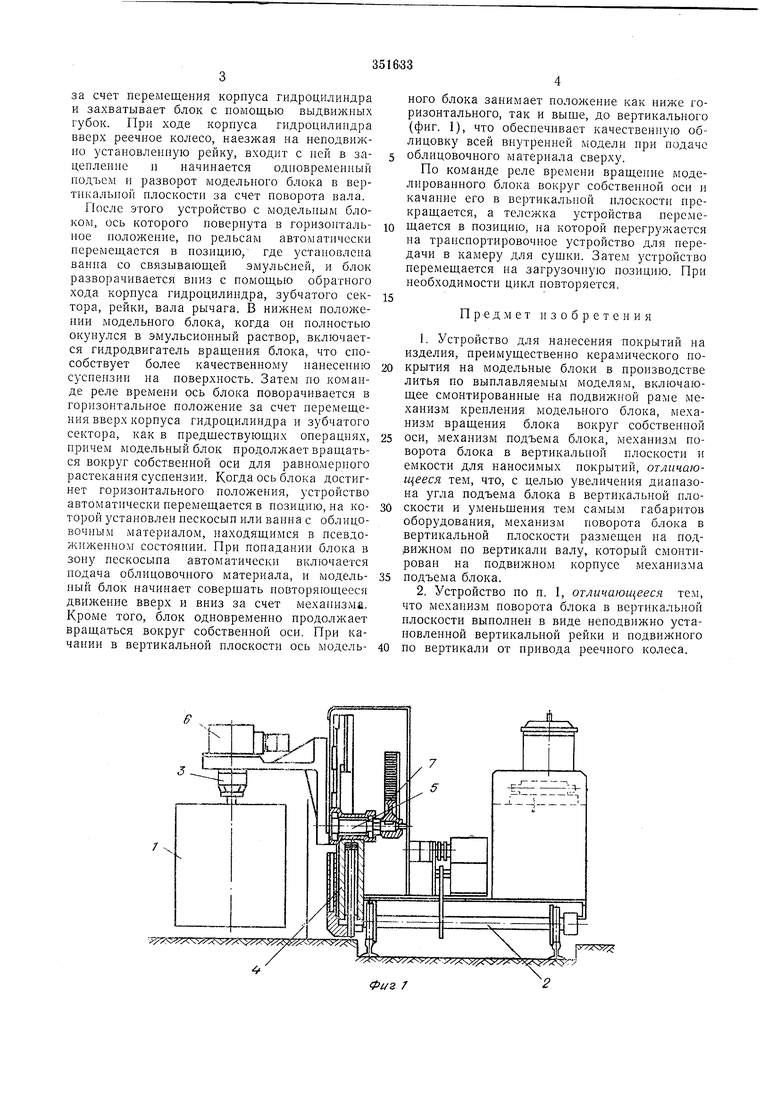
На фиг. 1 изображен общий вид устройства; на фиг. 2 - механизм подъема блока; на фиг. 3 - механизм поворота блока.
Устройство включает емкость / с наносимым покрытием, подвижную раму 2, механизм 3 крепления блока, механизм 4 подъема блока по вертикали, вал 5, механизм 6 вращения блока вокруг собственной оси, механизм 7 поворота блока в вертикальной плоскости. Механизм подъема (фиг. 2) включает плиту 8, на которой и направляющих размещен корпус гидроцилиндра 9, шток 10 которого жестко связан с плитой. В корпус гидроцилиндра вмонтирован вал, который является осью поворота модели в вертикальной плоскости.
Механизм поворота модельного блока состоит из зубчатого сектора // (фиг. 3) жестко посаженного на вал, и зубчатой рейки 12, подвижно связанной со стойкой платформы.
В исходном состоянии механизм крепления блока находится в фиксированном вертикальном положении и приподнят на некоторую величину от крайнего нижнего уровня за счет свободного хода корпуса гидроцилиндра. Заза счет перемещения корпуса гидроцилиндра и захватывает блок с помощью выдвижных губок. При ходе корпуса гидроцилиидра вверх реечное колесо, наезжая на неподвижно установленную рейку, входит с ней в зацепленне п начинается одновременный подъем и разворот модельного блока в вертикальной плоскости за счет поворота вала. После этого устройство с модельным блоком, ось которого повернута в горизонталь- ю ное положение, по рельсам автоматпчески перемещается в позпцию, где установлена ванна со связывающей эмульсией, и блок разворачивается вниз с помощью обратного хода корпуса гидроцилиндра, зубчатого сек- 15 тора, рейки, вала рычага. В нижнем положении модельного блока, когда он полностью окунулся в эмульсионный раствор, включается гидродвигатель вращепия блока, что способствует более качественному нанесению 20 суснензии на поверхность. Затем по команде реле времени ось блока поворачивается в горизонтальное положение за счет перемещения вверх корпуса гидроцилиндра и зубчатого сектора, как в нредществующих операциях,25 иричем модельный блок продолжает вращаться вокруг собственной оси для ра,вио,мерного растекания суспензии. Когда ось блока достигнет горизонтального положения, устройство автоматически перемещается в позицию, на ко-ЗО торой установлен пескосып или ванна с облицоночным материалом, находящимся в псевдожиженном состоянии. При попадании блока в зону пескосыпа автоматически включается подача облицовочного материала, и модель-35 пый блок начинает совершать повторяющееся движение вверх и вниз за счет механизма. Кроме того, блок одновременно продолжает вращаться вокруг собственной оси. При качании в вертикальной плоскости ось модель-40
ного блока занимает положение как ниже горизонтального, так и выше, до вертикального (фиг. 1), что обеснечивает качественную облицовку всей внутренней модели при подаче облицовочного материала сверху.
По команде реле времени вращение моделированного блока вокруг собственной оси и качание его в вертикальной плоскости прекращается, а тележка устройства перемещается в позицию, на которой перегружается на транспортировочное устройство для передачи в камеру для сущки. Затем устройство перемещается на загрузочную позицию. При необходимости цикл повторяется. Предмет изобретения 1. Устройство для нанесения покрытий на изделия, преимущественно керамического нокрытия на модельные блоки в нроизводстве литья по выплавляемым моделям, включающее смонтированные на подвижной раме механизм крепления модельного блока, механизм вращения блока вокруг собственной оси, механизм подъема блока, механизм иоворота блока в вертикальпой плоскости и емкости для наносимых покрытий, отличающееся тем, что, с целью увеличения диапазона угла подъема блока в вертикальной плоскости и уменьшения тем самым габаритов оборудования, механизм поворота блока в вертикальной плоскости раз.мещен на под|вижном по вертикали валу, который смонтнровап на подвижном корпусе механизма подъема блока. 2. Устройство по п. 1, отличающееся тем, что механизм новорота блока в вертикальной плоскости вынолнен в виде неподвижно установленной вертикальной рейки и подвижного по вертикали от привода реечного колеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Установка для изготовления керамических форм | 1976 |
|
SU662245A1 |
| Устройство для нанесения покрытий на изделие | 1977 |
|
SU749546A1 |
| Устройство для нанесения огнеупорного покрытия на выплавляемый модельный блок | 1975 |
|
SU563214A1 |
| Манипулятор для нанесения огнеупорных покрытий при изготовлении крупногабаритных литейных форм по выплавляемым моделям | 1983 |
|
SU1180150A1 |
| ЙС?СОК}ЗНАЯглТГиз i j^u-'C^rSi', | 1973 |
|
SU378282A1 |
| Установка для изготовления кера-МичЕСКиХ фОРМ пО ВыплАВляЕМыММОдЕляМ | 1979 |
|
SU839655A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КОМБИНИРОВАННОГО КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА БЛОК ВБШЛАВЛЯЕМЫХМОДЕЛЕЙ | 1968 |
|
SU206812A1 |
| Установка для нанесения огнеупорного покрытия на модельные блоки | 1985 |
|
SU1284680A1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям лопаток турбин с направленной и монокристаллической структурой | 2021 |
|
RU2754333C1 |


(
Фиг. 2
//
