В существующих зуборезных станках для нарезания конических шестерен со спиральным зубом посредством резцовой головки обкаточное, возвратно-вращательное движение люльки с резцовой головкой осуществляется кинематической цепью, настройка которой на заданную скорость обкатки производится с помощью сменных шестерен. При этом, холостые хода люльки совершаются при скоростях, равных Или незначительно превосходящих скорость ее рабочего движения.
В предлагаемом станке время, идущее на холостые хода люльки, значительно уменьшено в результате применения для вращательного движения люльки как при холостых, так и при рабочих ходах кулачкового механизма.
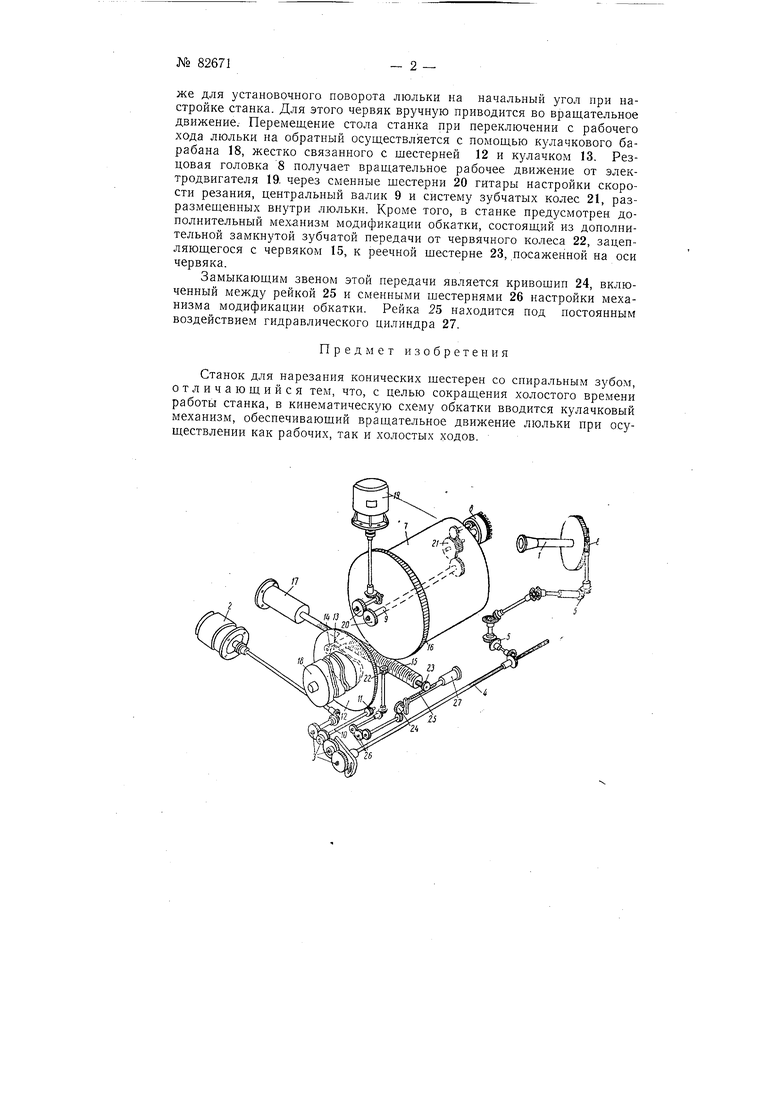
На чертеже изображена пространственная кинематическая схема станка для нарезания конических шестерен со спиральным зубом.
Шпиндель 1, предназначенный для установки заготовки, получает движение от электродвигателя 2 через гитару 3 сменных шестерен деления, валик 4, систему конических зубчатых передач 5 и червячную передачу 6. Люлька 7, несущая резцовую головку 8, совершает возвратно-вращательное движение вокруг оси валика 9, воспроизводящее вращение воображаемого плоского колеса, находящегося в зацеплении с конической заготовкой, устанавливаемой на шпинделе 1. Привод движения обкатки люльки и ее холостого движения осуществляется от гитары 3 сменных шестерен цени деления через валик 10, шестерни И и 12 и кулачок 13, жестко связанный с шестерней 12. Кулачок при своем вращении воздействует на палец 14, жестко связанный с подвижным в направлении его оси червяком 15, который при своем возвратно-поступательном осевом перемещении, работая в качестве рейки, приводит во вращение червячную шестер,ню 16 привода врашеиия люльки 7. Постоянный прижим пальца 14 к кулачку 13 осушествляется посредством гидравлического цилиндра 17. Червяк 15 служит так