Предметом изобретения являетея резьбонакатныи станок для накатывания крупных резьб цилиидрическнмн роликами.
В существующих резьбонакатных стайках для накатывания резьб цилиндрическими роликами обычно для радиальной подачи роликов на изделие используют кулачковый или гидравлический механизмы. При наличии больших радиальных усилий при накатывапи крупных резьб возникает необходимость в применении для подачи подвижных салазок гидравлических насосов или механических приво/тов большо мощности чго естественно усложняет конструкцию станка и делает ее более громоздкой.
В предлагаемом резьбонакатном станке для подачи подвижных салазок црименеи пневмо-гидравличеекий механизм, работающи от цеховой сети сжатого воздуха. Пиевмо-гидравлическое устройство позволяет обеспечить конструктивную простоту и малые габариты стайка iip;i большой мощности привода.
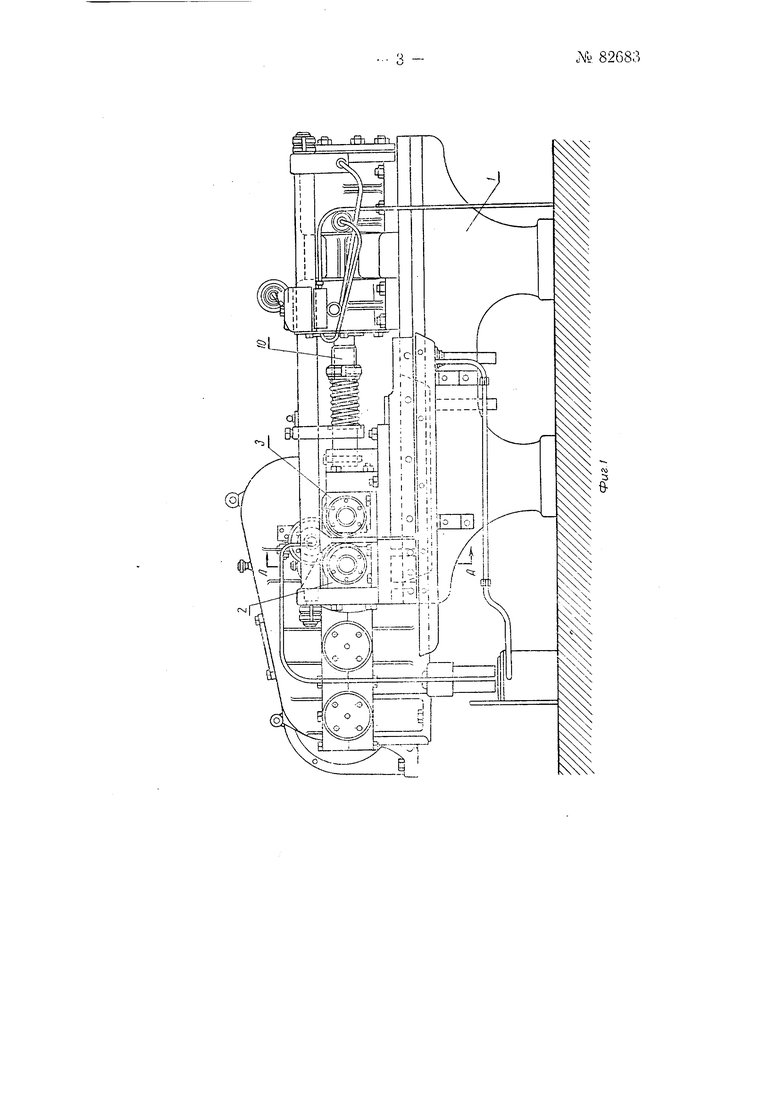
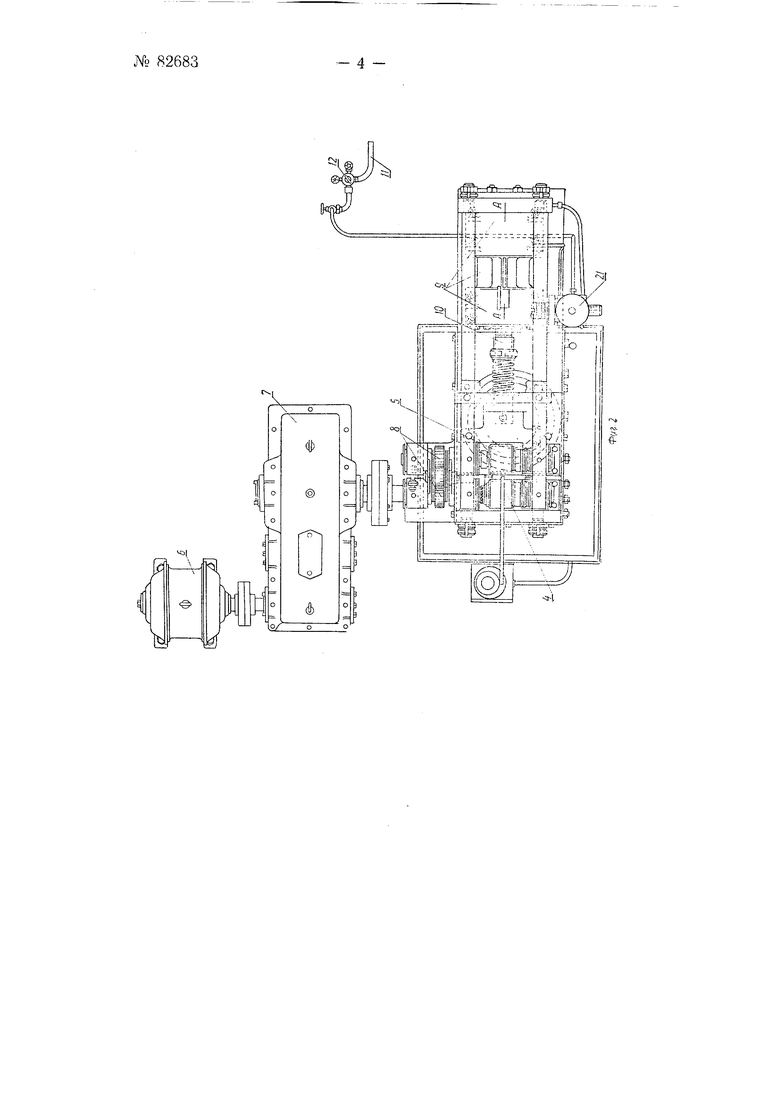
На фиг. 1 изображен резьбонакатпый станок, вид сбоку; на фиг. 2 - то же, в плане; на фиг. 3 - система связанных пневмо-гидравличсскмх цилиндров привода подачи станка в сечении по А-А на фиг. 1.
На стаиине / станка установлены две резьбонакатные шпиндельные головки 2 ц 3, несуш.ие резьбонакатные ролики 4 и 5. Головка 2 закреплена на станине неподвижно, а головка 3 выполнена подвижной по направляющим станины в направлеиии, перпендикулярном ося.м шпинделей.:-
Привод вращения роликов осуществляется от электродвигателя 6 через редуктор 7 и зубчатую передачу 8. Подача салазок головки 3 осуществляется пневмо-гидравлическим механизмом 9, передающим усилие подачи на головку 3 через подпружиненный шток 10. Сжатьп воздух подается в пневмо-гидравличеекий механизм от цеховой сети сжатого воздуха через воздухопровод 11, снабженны редукторным краном 12.
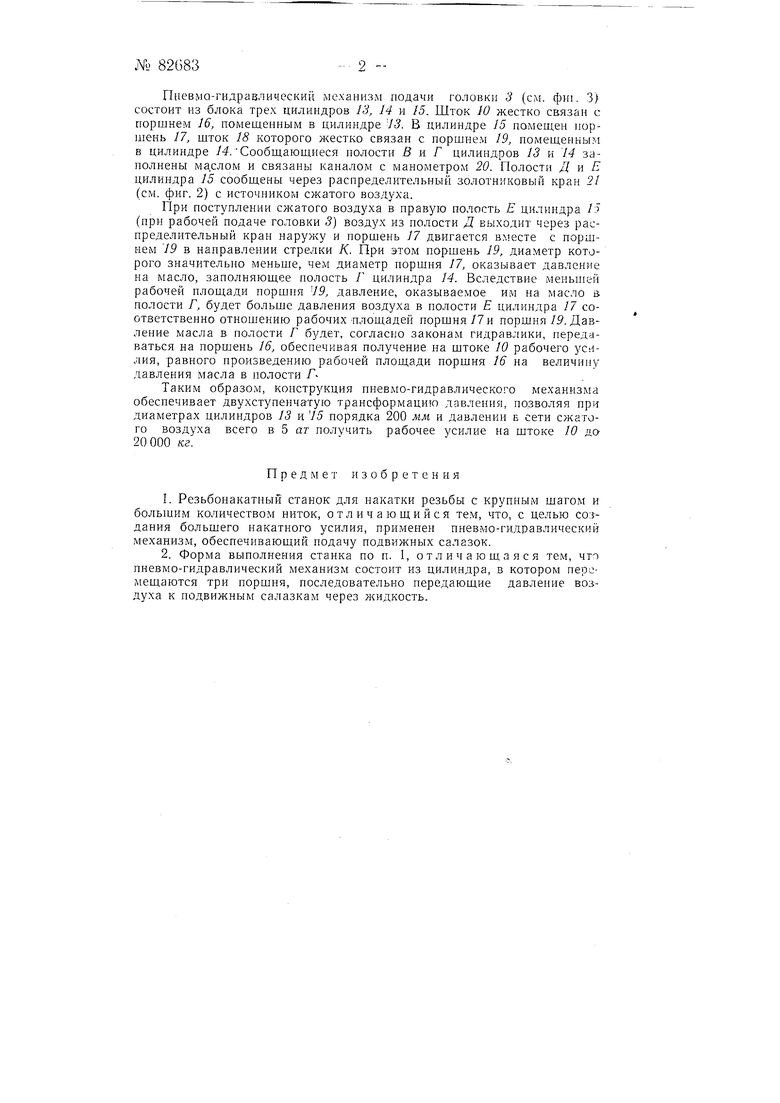
№ 82683- 2 -Паевмо-гидравлическин механизм подачи головки 3 (см. фш. 3) состоит из блока трех цилиндров 13, 14 и /5. Шток W жестко связан с поршнем 16, помещенным в цилиндре 13. В цилиндре 15 помещен иорщень 17, щток 18 которого жестко связан с порщнем 19, помещенным в цилиндре /.Сообщающиеся полости В и Г цилиндров 13 и М заполнены маслом и связаны каналом с манометром 20. Полости Д и Е цилиндра J5 сообщены через распределительный золотниковый кран 21 (см. фиг. 2) с источником сжатого воздуха.
При поступлении сжатого воздуха в правую полость Е цилиндра /5 (при рабочей подаче головки 3) воздух из полости Д выходит через распределительный кран наружу и поршень 17 двигается вместе с порщнем 19 в направлении стрелки К. При этом цорщень 19, диаметр которого значительио меньше, чем диаметр поршня 17, оказывает давление на масло, заполняющее полость Г цилиндра М. Вследствие меньнгей рабочей площади поршня 49, давление, оказываемое им на масло в полости Г, будет больще давления воздуха в полости Е цилиндра /7 соответственно отнощению рабочих площадей поршня 17н поршня /9. Давление масла в полости Г будет, согласно законам гидравлики, передаваться на норшень 16, обеспечивая получение на штоке 10 рабочего усилия, равного произведению рабочей площади поршня 16 на величину давления масла в полости ГТаким образом, конструкция пневмо-гидравлического механизма обеспечивает двухступенчатую трансформацию давления, позволяя при диаметрах цилиндров 13 и 75 порядка 200 мм и давлении Е сети сжатого воздуха всего в 5 аг получить рабочее усилие на штоке 10 до20000 кг.
Предмет изобретения
1.Резьбонакатный станок для накатки резьбы с крупным шагом и большим количеством ниток, отличающийся тем, что, с целью создания большего накатного усилия, применен пневмо-гидравлический механизм, обеспечивающий подачу подвижных салазок.
2.Форма выполнения станка по п. 1, отличающаяся тем, что пиевмо-гидравлический механизм состоит из цилиндра, в котором перемещаются три поршня, последовательно передающие давление воздуха к подвижным салазкам через жидкость.
Ш / I
гч
- г -1:
ши
П
-г
I w-e 1 i
P .. ib к-гГ| - -7- To:
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для накатывания резьбы накатными роликами | 1949 |
|
SU90448A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 1991 |
|
RU2013176C1 |
| Станок б.в.федорова для накатывания профилей на валах | 1973 |
|
SU559760A1 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU341634A1 |
| АГРЕГАТНЫЙ СТАНОК С СИЛОВЫМ ПНЕВМОГНДРАВЛИЧЕСКИМ СТОЛОМ | 1969 |
|
SU244075A1 |
| УСТРОЙСТВО ДЛЯ ПОВТОРНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 1994 |
|
RU2063290C1 |
| Шлифовальный станок для обработкидЕРЕВяННыХ угОльНиКОВ | 1979 |
|
SU831558A1 |
| Многопозиционный агрегатный станок | 1989 |
|
SU1779544A1 |