1
Изобретение относится к устройствам для обработки металлов давлением, в частности к устройствам для поперечной прокатки, и может быть использовано при изготовлении деталей, имеющих поперечные сечения, отличные от круглого.
Известен способ поперечно-клиновой прокатки деталей с эллипсным поперечным сечением. В процессе прокатки по этому способу ось прокатываемой детали располагается под острым углом к продольным осям инструментов.
Основной недостаток устройства, на котором реализуется этот способ, - невозможность получения деталей с поперечными сечениями, отличными от эллипсного 1.
Известно также устройство для поперечной прокатки, содержащее две параллельные плиты, установленные с возможностью относительного перемещения с закрепленными на их рабочих поверхностях клиновыми инструментами, один из которых содержит накатные элементы 2.
Недостатками этого устройства являются низкая точность получаемых накаткой элементов поверхности (размеры, профиль), а их взаимного расположения вследствие непостоянного диаметра качения и ограниченная длина участка, на котором производится накатка, по причине изгиба
его, вызываемого односторонним действием накатных элементов.
Целью изобретения является расщирение технологических возможностей устройства. Поставленная цель достигается тем, что устройство поперечной прокатки снабжено матрицей, установленной на одной из плит, и роликами, установленными соответственно на второй плите перед клиновыми инструментами или за ними.
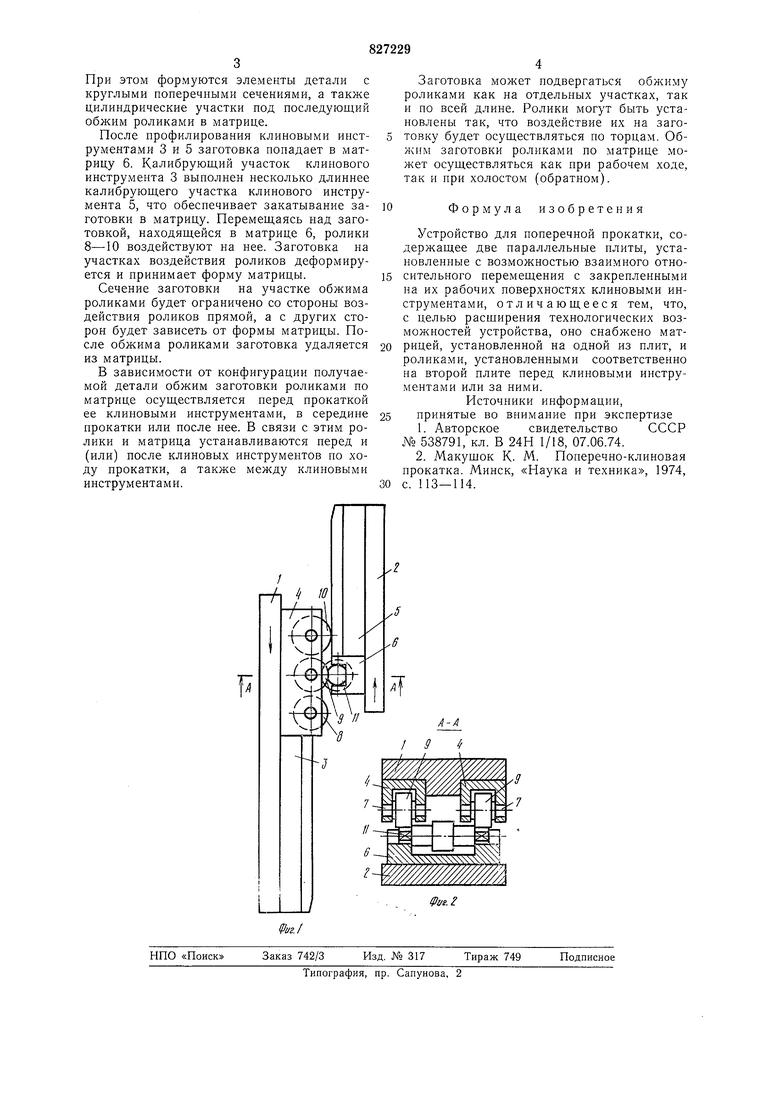
На фиг. 1 изображено предлагаемое устройство с расположением роликов и матрицы после клиновых инструментов по ходу прокатки; на фиг. 2 - разрез А-А фиг. 1. Устройство содержит плиты 1 и 2, установленные с возмол ностью перемещения друг относительно друга. На плите 1 установлены клиновой инструмент 3 и обоймы 4. На плите 2 установлены клиновой инструмент 5 и матрица 6. В обойме 4 на осях 7 установлены ролики 8-10. Диаметр ролика 9 больще диаметра ролика 8, диаметр ролика 10 больще диаметра ролика 9.
Процесс прокатки деталей предлагаемым устройством осуществляют следующим образом.
Нагретая до температуры прокатки заготовка 11 подается в зону прокатки и деформируется перемещающимися навстречу друг другу клиновыми инструментами 3 и 5.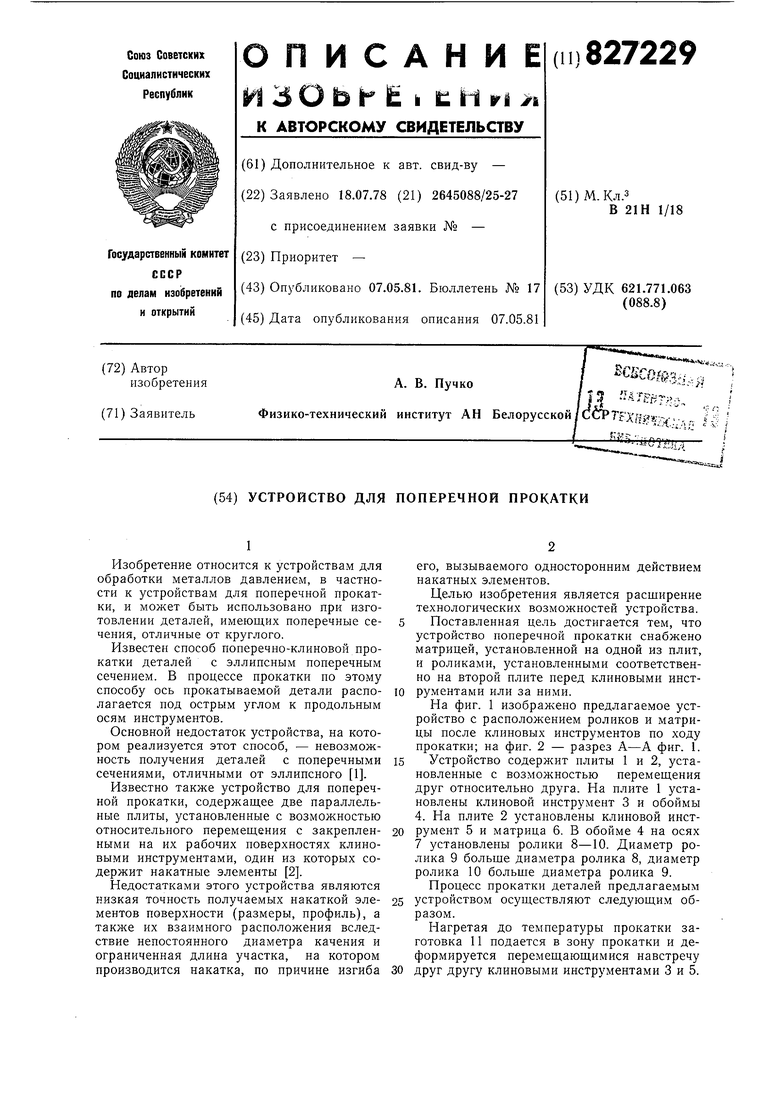
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| Устройство для поперечной прокатки | 1980 |
|
SU912360A2 |
| Накатный станок | 1980 |
|
SU996020A1 |
| Инструмент для поперечной прокатки деталейТипА СТупЕНчАТыХ ВАлОВ | 1978 |
|
SU806214A1 |
| Устройство для поперечно-клиновой прокатки | 1978 |
|
SU764808A1 |
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU927395A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 1990 |
|
RU2036045C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ | 1990 |
|
RU2028855C1 |
| Устройство для поперечно-клиновой прокатки | 1974 |
|
SU517376A1 |
