Изобретение относится к обработке металлов давлением в частности к поперечной прокатке, и может быть использовано для получения деталей типа ступенчатых валов, имеющих на одном из участков резьбу.
Известен инструмент для накатки резьбы резьбонакатным роликом, и мций форму клина, вытяжнол клин котОрого выполнен одноступенчатьм, а направление раскатьтакицей грани кплйа противоположно направлемик) нанесенного резьбового профиля. Накатку резьбы осуществляют двумя ОДИнаКОВЫЮ рйликами, вращающимися в направг леыий l .
iНедостатком инструмента является то что ним ьюжно накатывать резьбу на предварительно обработанных загчэтовкгис и невозможно применить, например, при поперечной прокатке пло.сними клиновьми инструментами для совмещения операций раскатки и накатки резьбы.
Известен также инструмент дяя поперечной прокатки деталей типа ступенчатых всшов, содержащий деа клиновых элемента, совершгиощих возвраТно-поступательноё движение, и имекздий раскатывакщие и калибрующие плоскости 2} .
Недостатком известного инструмента является невозможность одновременной раскатки-стержня и накаТки резьбы вследствие невозможности обеспечения точного расположения заготовки и противолежащих клиновых плашек друг относительно друга.
Цель изобретения - расширение технологических возможностей поперечной прокатки путем одновременной раскатки заготовки и накатки резьбы.
Поставленная цель достигается тем что часть калибрующего участка одной из плит, отдаленная от раскатывающего участка,выполнена с резьбовым профилем, а соответствующая ей часть калибрующего участка второй плиты, выполнена с пазом с глубнной,превышающей высоту резьбового профиля.
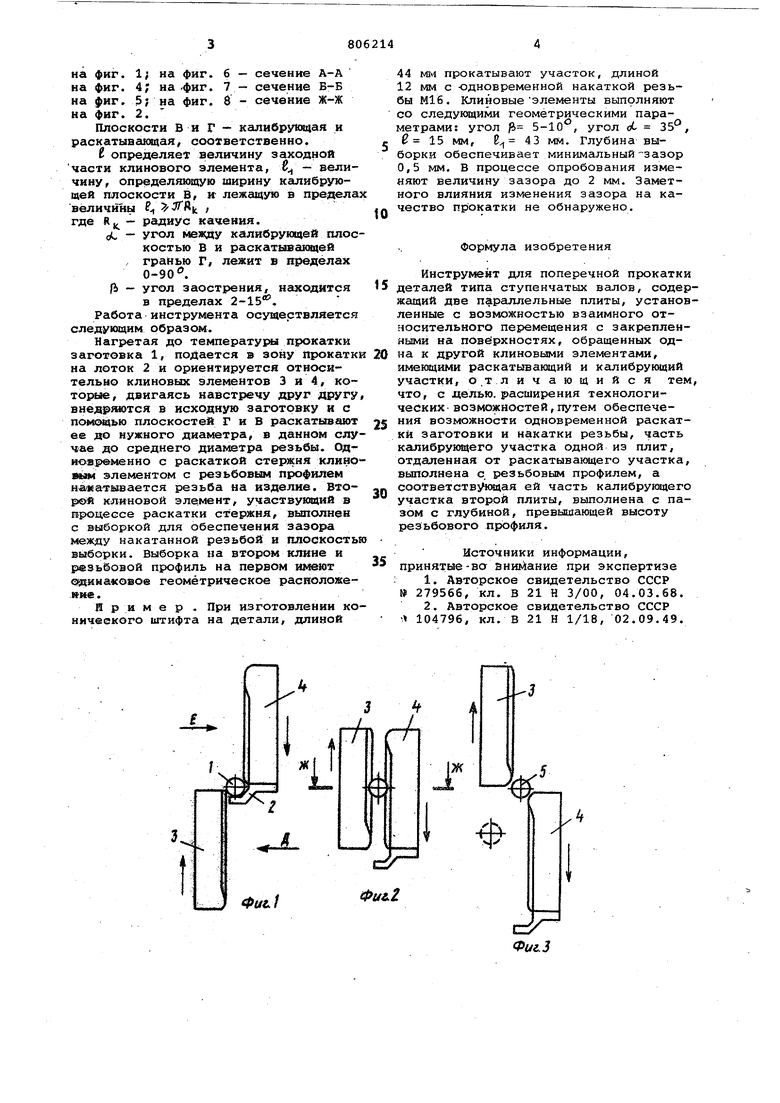
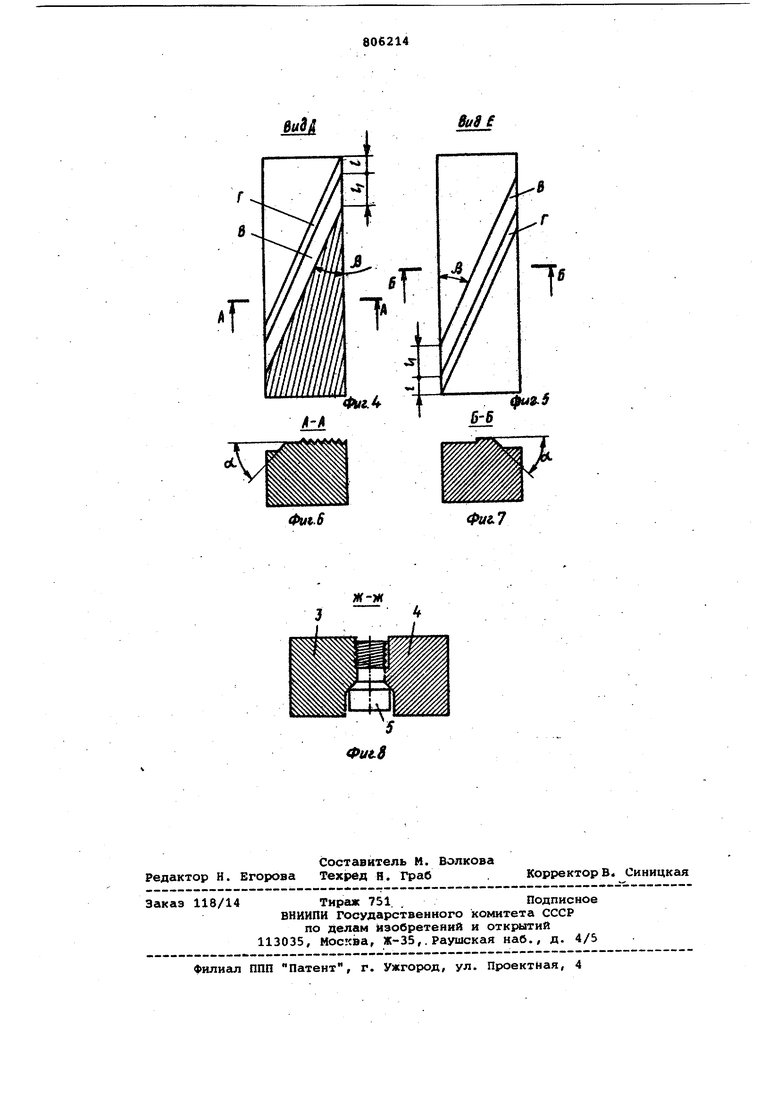
На фиг. 1 показано исходное положение инструментов для поперечной прокатки деталей типа ступенчатых валов; на фиг. 2 - положение инструментов в процессе деформирования заготовки; на фиг. 3 - то же, в момен окончания прокатки; на фиг. 4 вид Д на фиг. 1; на фиг. 5 - вид Е на фиг. 1; на фиг. 6 - сечение А-А на фиг. 4; на-фиг. 7 - сечение Б-Б на фиг. 5; на фиг. 8 - сечение Ж-Ж на фиг. 2. Плоскости В и Г - калибрующая и раскатывающая, соответственно. i определяет величину заходной части клинового элемента, - величину, определяющую ширину калибрующей плоскости В, и лежащ}ло в предела величины f Л|с ; где И - радиус качения. - угол кюходу калибрующей плос костью в и раскатывающей , гранью Г, лежит в пределах 0-90. fi - угол заострения, находится в пределах . Работа инструмента осуществляется следующим образом. Нагретая до температу1Ма1 прокатки заготовка 1, подается в зону прокатк на лоток 2 и ориентируется относительно клиновых элементов 3 и 4, коlopae, двигаясь навстречу друг другу внедряются в исходную заготовку и с помощью плоскостей Г и В раскатывают ее до нужного диаметра, в данном слу чае до среднего диаметра резьбы. Одновременно с раскаткой стержня клино элементом с резьбовым профилем накатывается резьба на изделие. Второй клиновой элемент, участвующий а прощессе раскатки стержня, выполнен с выборкой для обеспечения зазора между накатанной резьбой и плоскость выборки. Выборка на втором клине и резьбовой профиль на первом имеют одинаковое геометрическое расположение. И р и м е р . При изготовлении ко ничеекого штифта на детали, длиной 44 мм прокатывают участок, длиной 12 мм с -одновременной накаткой резьбы М16. Клиновыеэлементы выпрлняют со следующими геометрическими параметрами: угол f 5-10, угол оС 35, 15 мм, В 43 мм. Глубина выборки обеспечивает минимальный-зазор 0,5 мм. В процессе опробования изменяют величину зазора до 2 мм. Заметного влияния изменения зазора на качество прокатки не обнаружено. Формула изобретения Инструмент для поперечной прокатки деталей типа ступенчатых валов, содержащий две Пц раллельные плиты, установленные с возможностью взаимного относительного перемещения с закрепленными на поверхностях, обращенных одна к другой клиновьо 1и элементами, имеющими раскатывающий и калибрующий участки, о.тличающнйся тем, что, с делью. расширения технологических возможностей,путем обеспечения возможности одновременной раскатки заготовки и накатки резьбы, часть калибрующего участка одной из плит, отдаленная от раскатывакядего участка, выполнена с. резьбовым профилем, а соответству едая ей часть калибрунэдего участка второй плиты, выполнена с пазом с глубиной, превышающей высоту резьбового профиля. Источники информации, принятые-вавнийание при экспертизе 1. Авторское свидетельство СССР 279566, кл. В 21 Н 3/00, 04.03.68. 2. Авторское свидетельство СССР 1 104796, кл. В 21 Н 1/18, 02.09.49.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1974 |
|
SU489569A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1978 |
|
SU795671A1 |
| Инструмент для поперечнойпРОКАТКи | 1978 |
|
SU804139A1 |
| Инструмент для поперечно-клиновой прокатки спаренных ступенчатых валов | 1989 |
|
SU1690929A1 |
| Инструмент для одновременной поперечноклиновой прокатки двух изделий типа ступенчатых валов | 1976 |
|
SU610594A1 |
| Инструмент для поперечно-клиновой прокатки | 1980 |
|
SU902953A1 |
| Устройство для поперечно-клиновой прокатки | 1974 |
|
SU504601A1 |
| Способ поперечно-клиновой прокатки | 1988 |
|
SU1590182A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
жГ I
JL.
Фай.1
J4
J
Ф
Фиг.1
С Ф1/г.З
Фи1.6
SuSf
Фиг.7
