1
Изобретение относится к обработке металлов давлением, в частности к поперечной прокатке, и может быть исполь. зовано при изготовлении деталей, имеющих поперечные сечения, отличные от круглого.
По основному авт. св. N 827229 известно устройство для поперечной прокатки, содержащее две параллельные плиты, установленные с возможностью взаимиого относительного перемещения с закрепленными на их рабочих поверхностях клиновыми инструментами, матрицу, установленную на одной из плит, и ролики, установленные соответственно На второй плите перед клиновыми инструментами или за последними 3
Недостатком известного устройства является появление заусенца при обжатии заготовки роликами в матрице с большими степенями деформации, что ведет к перерасходу металла и снижению качества получаемых деталей.
Целью .изобретения является экономия металла и повышение качества получаемых деталей.
Цель достигается тем, что устройство, содержащее две параллельные плиты, установленные с возможностью взаимного относительного перемещения с закрепленными на их рабочих поверхностях клиновыми инструментами матрицу, установленную на одной из плит, и ролики, установленные соответстве1шо на второй плите перед клиновыми инструментами или за последними, снабжено механизмом для изменения -скорости вращения валков, выполненным в виде кулачка, закрепленного на плите, на которой размещена матрица, рычагов, жестко связанных с роликами и взаимодействующих с кулачком, и гфужин, связывающих рычаги со второй плитой:.
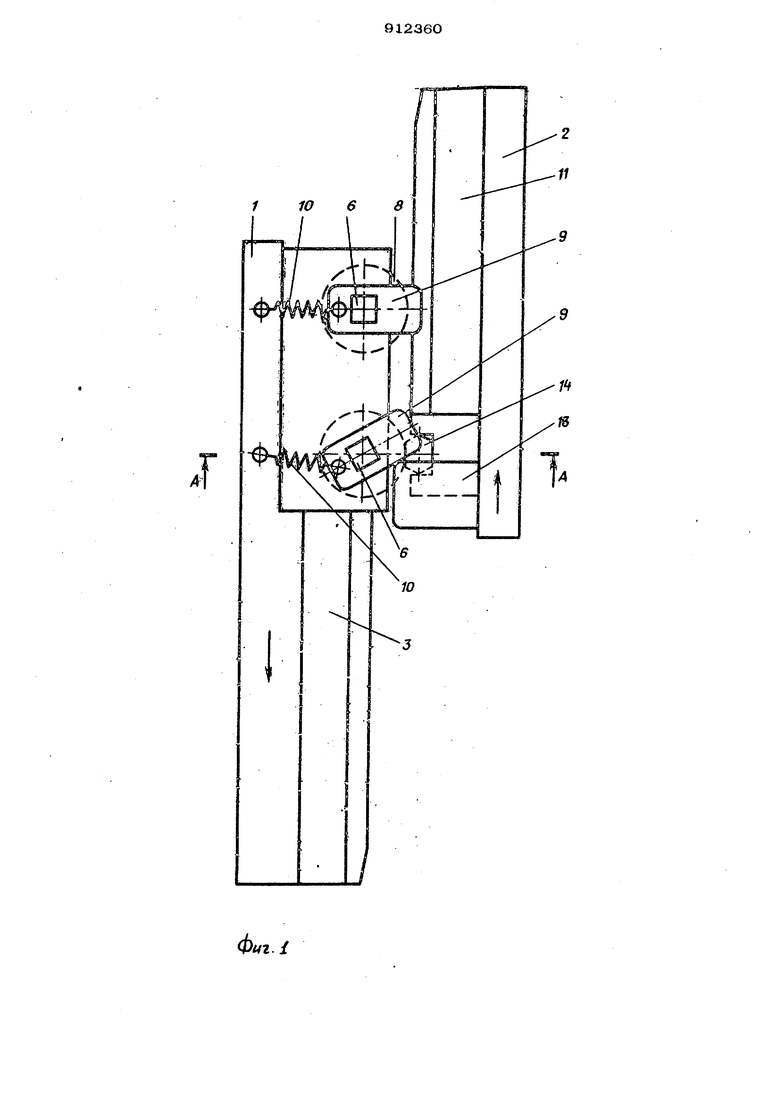
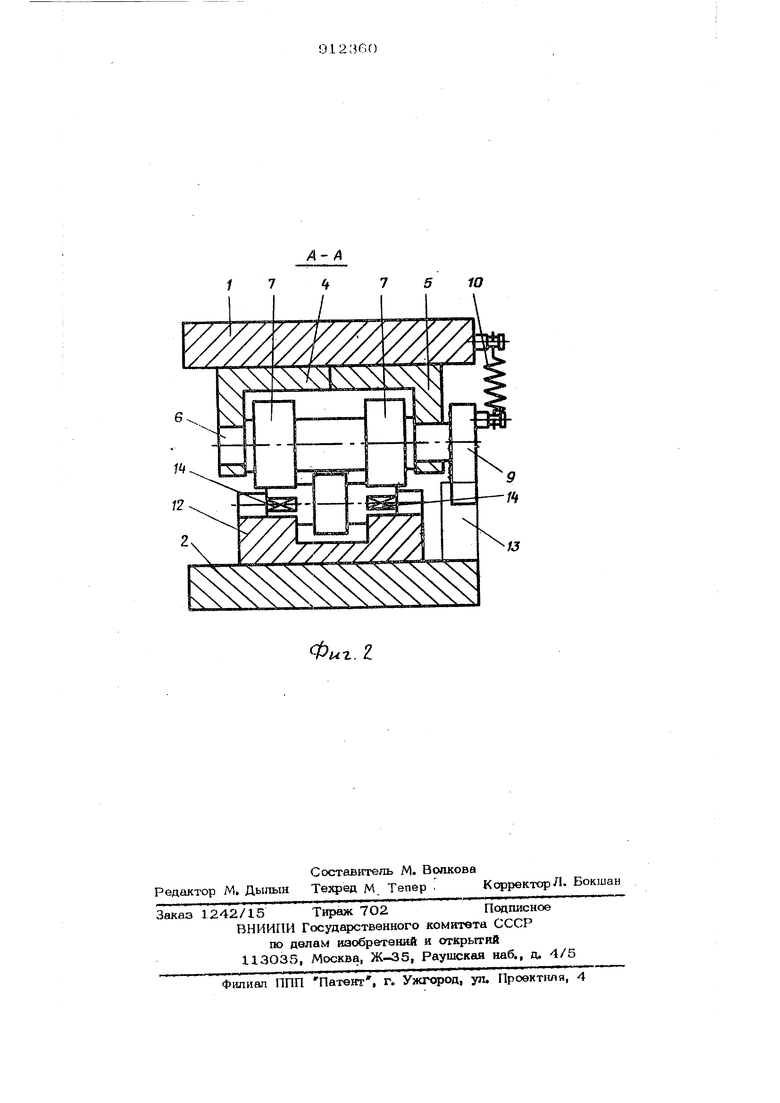
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит плиты 1 и 2. На плите 1 установлены клиновой инструмент 3, опоры 4 и 5, в которых на осях 6 установлены ролики 7 и 8. На осях 6 тракже установлены рычаги 9, связанные гфужинами 10 с плитой 1. Ролики и рычаги закреплены на своих осях жестко. Диаметры роликов 8 больше диаметров роликов 7. На плите 2 установлены клииовой инструмент 11, матрица 12 и кулачок 13. Процесс прокатки деталей пердлагаемым устройством осуществляется следую щим образом. Нагретая до температуры 1фокатк-и . заготовка 14 подается в зону щэокатки и деформируется перемещающимися набстречу друг другу клиновыми инструментами 3 и 11. При этом формируются элементы детали с кругль1ми поперечными сечениями, а также цилиндричес кие участка под последующий обжим ро- ликами в матркце. После профилирования клиновыми инструментами 3 н 11 заготовка 14 скатывается в матрицу 12. Перемещаясь над находящейся в матрице заготовкой, ролики 7 и 8 воздействуют на нее, в результате чего заготовка на определенных участках деформируется и принимает форму матрицьи Во время перемещения роликов над заготовкой установленный на противолежащей jmvere кулачок 13 воздействует на рычаг 9, поворачивая его. Вращение рычага перед ется жестко закрепленным на одной оси роликам. Профиль кулачка 13 и положение его относительно матрицы 12 выбираются такими, что в момент контакта с заготовкой ролики принудительно вращаются с окружной скорсзЬтью, несколько превышающей скорость перемеще ния плиты 1 относительно плиты 2. Бла этому ролики в момент контакта с заготовкой 14 катятся по ней с одно временным скольжением. Силы трения, вызванные скольжением, щэепятствуют образованию волны металла перед роликами, т.е. металл затягивается роликом под себя, что устраняет образование заусенца. Рычаги 9 в исходное положение возвращаются пружинами 10. После обжима ролика заготовка удаляется из матрицьиПо сравнению с базовым объектом, в качестве которого был выбран прототип, гфедложенное устройство позволяет повысить качество получаемых изделий и осуществить экономию, металла путем получения деталей без заусенцев. Формула изобретения 1.Устройство для поперечной прокатки по авт. св. № 827229, отличающееся тем, что, с целью экономии металла и повыщения качества получаемых деталей, оно снабжено механизмом для изменения скорости вращения валков. 2.Устройство по п. 1, отличающее с я тем, что механизм для изменения скорости вращения валков выполнен в виде кулачка, закрепленного на плите, на которой размещена матрица, рычагов, жестко связанных с роликами и взанмодействующнх с кулачком, и Щ)ужин, связывающих рычаги со второй плитой. Источники информации, принятые во внимание прл экспертизе 1. Авторское свидетельство СССР № 827229, кл. В 21 Н 1/18, 18.07.78 (хфототип).
1 W 6 8
А1
-2
11
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для поперечной прокатки | 1988 |
|
SU1588472A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Устройство для поперечно-клиновой прокатки | 1978 |
|
SU764808A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU927395A1 |
| Стан поперечно-клиновой прокатки изделий типа ступенчатых валов | 1988 |
|
SU1574338A1 |
| Накатный автомат | 1990 |
|
SU1794569A1 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| Стан поперечно-клиновой прокатки | 1975 |
|
SU607629A1 |
| Стан для прокатки профильных из-дЕлий | 1979 |
|
SU795688A1 |
.i
1 7
Фиг. г
7 5 1O
