1
Изобретение относится к области обработки металлов давлением и может быть использовано при производстве изделий типа ступенчатых валов. 5
Известен инструмент для поперечно-клиновой прокатки, который содержит упорные планки, установленные на плитах вдоль боковых граней клина, что позволяет прокатывать из- Q далия при больших степенях обжатия.
Известен инструмент для поперечно-клиновой прокатки, содержащий клиновые деформирующие элементы, закрепленные на плитах. Вдоль бокс- j вых граней клина установлены упорные планки, выполненные в виде параллелепипеда со скошенными внутренними гранями ij.
В процессе прокатки на известном 2(3 инструменте заготовка, раскатываясь клиньями, контактирует с упорными планками, что позволяет оформить на торцовых П9верхностях ее фаски и. уменьшить напряжения в прокатывае- 25 мом стержне.
Наиболее существенным недостатком известного инструмента является невозможность формообразования торцо,вых поверхностей, что снижает коэф- Q
фициент использования металла при изготовлении деталей лишь поперечноклиновой прокаткой. Известным инструментом можно оформить на торце прокатываемой заготовки фаску, гарайтируя при этом только угол ее наклона, что снижает технологические возможности процесса.
Известно устройство, реализующее способ поперечно-клиновой прокатки, содержащее закрепленные на плитах клиновые деформирующие элементы и матрицы, расположенные вдоль -клиновых деформирующих элементов р
Недостатком известного устройства является невозможность получения сложных по конфигурации торцовых поверхностей деталей.
Целью настоящего изобретения является экономия металла и.расширение технологических возможностей путем формообразования торцовых поверхностей-прокатываемых заготовок.
Поставленная цель достигается тем, что устройство снабжено механизмом для перемешен 1я матриц в направлении, перпе шикулярном к оси прокатки, выполненным в виде
, расположенных вдоль клиновых деформиругацих элементов, размещенных в обоймах хвостовиков, связанных с приводом их перемещения и тел качения, имеющих возможность взаимодействия с хвостовиками и матрицами.
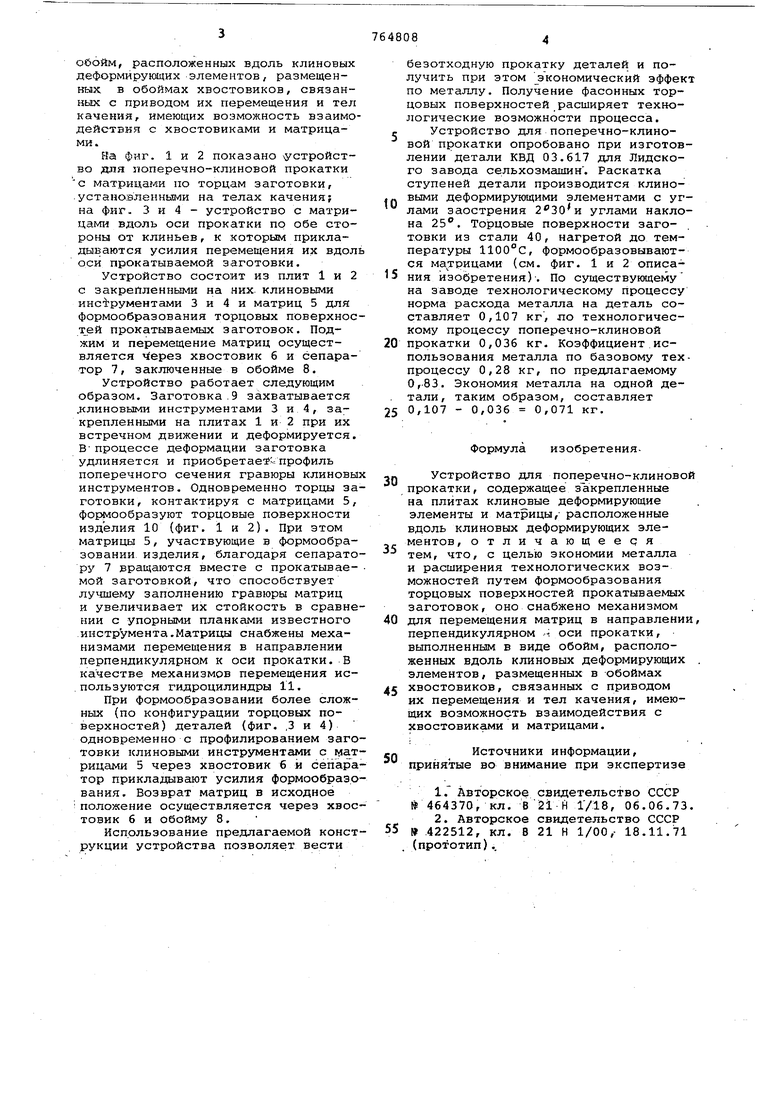
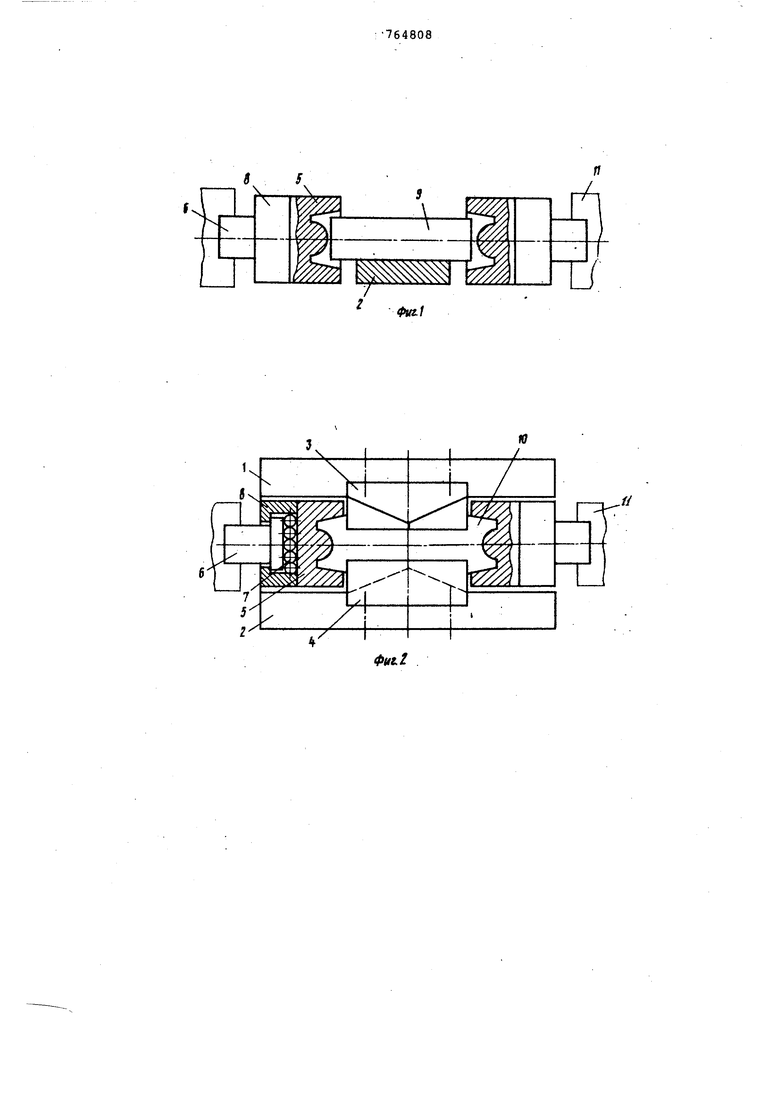
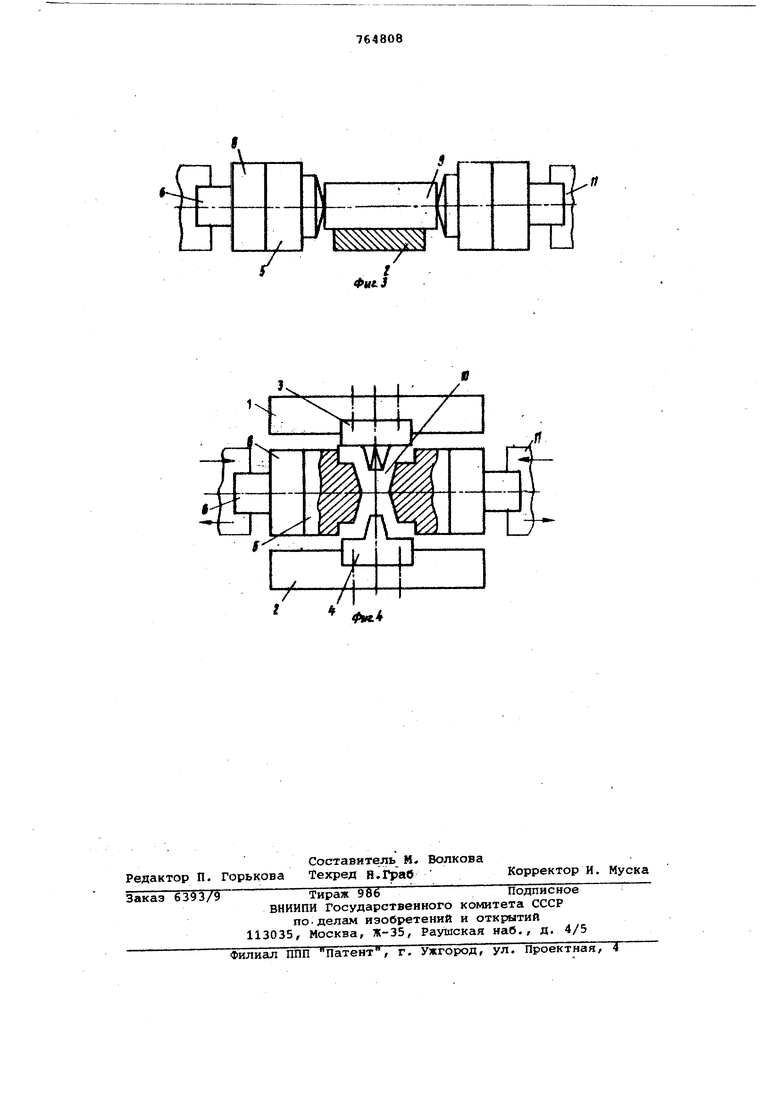
йа фиг. 1 и 2 показано устройство для поперечно-клиновой прокатки с матрицами по торцам заготовки, .установленными на телах качения; на фиг. 3 и 4 - устройство с матрицами вдоль оси прокатки по обе стороны от клиньев, к которым прикладываются усилия перемещения их вдоль оси прокатываемой заготовки.
Устройство состоит из плит 1 и 2 с закрейленными на них клиновыми инс рументами 3 и 4 и матриц 5 для формообразования торцовых поверхност ей прокатываемых заготовок. Поджим и перемещение матриц осуществляется ерез хвостовик 6 и сепаратор 7, заключенные в обойме 8.
Устройство работает следующим образом. Заготовка.9 захватывается .клиновыми инструментами 3 и 4, закрепленными на плитах 1 и 2 при их встречном движении и деформируется. Впроцессе деформации заготовка удлиняется и приобретает-; профиль поперечного сечения гравюры клиновых инструментов. Одновременно торцы заготовки, контактируя с матрицами 5, формообразуют торцовые поверхности изделия 10 (фиг. 1 и 2). При этом матрицы 5, участвующие в формообразовании изделия, благодаря сепаратору 7 вращаются вместе с прокатывае- мой заготовкой, что способствует лучшему заполнению гравюры матриц и увеличивает их стойкость в сравнении с упорными планками известного инструмента.Матрицы снабжены механизмами перемещения в направлении перпендикулярном к оси прокатки. В качестве механизмов перемещения используются гидроцилиндры 11.
При формообразовании более сложных (по конфигурации торцовых поверхностей) деталей (фиг. ,3 и 4) одновременно с профилированием заготовки клиновыми инструментами с матрицами 5 через хвостовик б и сепаратор прикладывают усилия формообразования. Возврат матриц в исходное положение осуществляется через хвостовик б и обойму в.
Использование предлагаемой конструкции устройства позволяет вести
безотходную прокатку деталей и получить при зтом экономический эффект по металлу. Получение фасонных торцовых поверхностей расширяет технологические возможности процесса, г Устройство для поперечно-клиновой прокатки опробовано при изготовлении детали КЕД 03.617 для Лидского завода сельхозмашин . Раскатка ступеней детали производится клиновыми деформирующими элементами с углами заострения 2 30и углами наклона 25. Торцовые поверхности заготовки из стали 40, нагретой до температуры 1100°С, формообразовываются ма трицами (см. фиг. 1 и 2 описания изобретения)-. По существующему на заводе технологическому процессу норма расхода металла на деталь составляет 0,107 кг, ло технологическому процессу поперечно-клиновой
0 прокатки 0,036 кг. Коэффициент использования металла по базовому техпроцессу 0,28 кг, по предлагаемому О,.83. Экономия металла на одной де. тали, таким образом, составляет
5 0,107 - 0,036 0,071 кг.
Формула изобретенияУстройство для поперечно-клиновой
прокатки, содержащее закрепленные на плитах клиновые деформирующие элементы и матрицы, расположенные вдоль клиновых деформирующих элементов , отличающееся тем, что, с целью экономии металла и расширения технологических возможностей путем формообразования торцовых поверхностей прокатываемых заготовок, оно снабжено механизмом
0 для перемещения матриц в направлении, перпендикулярном - оси прокатки, выполненным в виде обойм, расположенных вдоль клиновых деформирующих . элементов, размещенных в обоймах
5 хвостовиков, связанных с приводом их перемещения и тел качения, имеющих возможность взаимодействия с хвостовиками и матрицами.
Источники информации, принятые во внимание при экспертизе
1.Авторскоесвидетельство СССР
№ 464370, кл. В21 Н 1718, 06.06.73.
2.Авторскоесвидетельство СССР № .422512, кл. В21 Н 1/00,- 18.11.71
(прототип)..
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ СЕЧЕНИЕМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2008 |
|
RU2381861C1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU856633A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2124958C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ | 1990 |
|
RU2028855C1 |
| Способ поперечно-клиновой прокатки и инструмент для его осуществления | 1977 |
|
SU733821A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
| Стан поперечно-клиновой прокатки | 1982 |
|
SU1065067A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
/f
wi4
