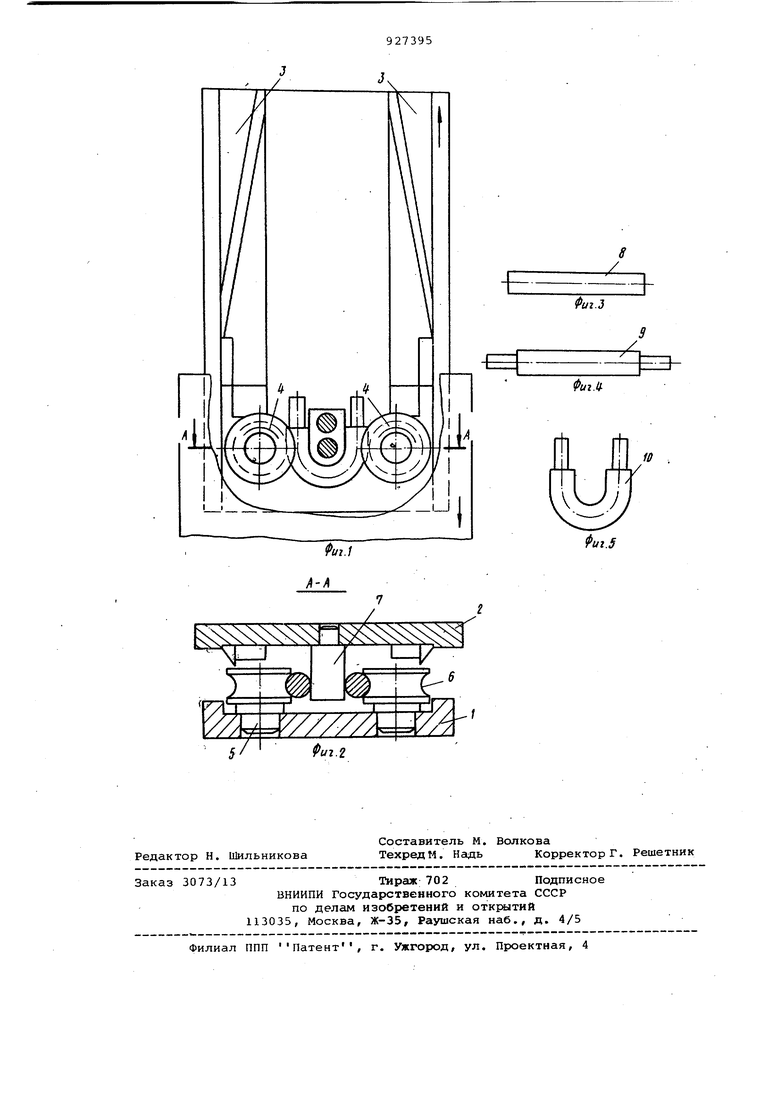
Изобретение относится к обработке металлов давлением, и может быть использовано для получения деталей типа ступенчатых валов. Известен инструмент для поперечно-клиновой прокатки, содержащий два параллельных основания с закрепленными на них формообразующими клиновыми инструментами, матрицей, установленной на одной из оснований и роликами, установленными на втором основании 1 . Недостатком инструмента является ограниченные технологические возможности инструмента и невысокая его .производительность. Известно также устройство для поперечной прокатки, содержащее две па раллельные плиты, установленные с возможностью относительного возвратно-поступательного перемещения с закрепленными на них клиновыми инструментами 2 Цель изобретения - получение деталей типа ступенчатых валов с криволинейной осью. Поставленная цель достигается тем что устройство для поперечно-клиново прокатки, содержащее две пара.Ш1ельные плиты, установленные с возможностью относительного возвратнопоступательного перемещения с закрепленными на них клиновыми инструментами , снабжено с рабочей частью, установленные на одной из плит, у основания клина и правильными роликами , расположенными на второй плите и имеющими рабочие поверхности с профилирующими канавками, причем рабочая часть пуансона установлена в зоне расположения рабочих поверхностей правильных роликов. На фиг. 1 показано устройство, общийвид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - показана исходная заготовка; на фиг. 4 - прокатанная заготовка; на фиг. 5 - готовая деталь с криволинейной осью симметрии. Устройство для поперечно-клиновой прокатки содержит параллельно установленные с возможностью взаимного перемещения плиты 1 и 2. На плите 1 закреплен клиновой инструмент 3, правильные валки 4 на осях 5. Правильные валки 4 имеют на боковой поверхности канавку 6, профиль которой соответствует поперечному сечению прокатанной заготовки. Правильные валки 4 имеют возможность свободно вращаться на осях 5.На плите 2 закреплены клиновой инструмент 3, пуансон 7, расположенный за клиновым инструментом, причем рабочая часть пуансона расположена ниже калибрующей плоскости клинового инструмента, закрепленного на плите 1. Исходная заготовка 8, прокатанная заготовка 9, готовая деталь 10.
Устройство работает следующим образом.
Нагретую заготовку 8 подают в зону прокатки. Плиты 1 и 2 перемещаются навстречу друг другу. Клиновые инструменты 3 внедряются в заготовку 8 , придают ей вращательное движение. Заготовку 8 уменьшают в диаметре и увеличивают в длине - происходит процесс формообразования. После этого прокатную заготовку 9 накатывают на правильные валки 4, установленные на плите 1. Заготовка 9 ложится в канавки 6 правильных валков 4. При дальнейшем перемещении плит 1 и 2 за заготовку 9, начинает действовать пуансон 7. Он изгибает заготовку 9, протягивая ее между правильными валками 4. В этот момент правильные валки 4 и пуансон 7 образуют гибочный ручей. Вращение валков 4 позволяет избежать сминания поверхности и образования заусенца. В конце рабочего хода деталь 10 сбрасывают с- пуансона.
Предлагаемое устройство по сравнению с известным обеспечивает расширение технологических возможностей путем совмещения операций прокатки и гибки.
Формула изобретения
Устройство для поперечно-клиновой 0 прокатки, содержащее две параллельные плиты, установленные с возможностью относительного возвратно-поступательного перемещения с закрепленными на них клиновыми инструмен5 тами отличающееся тем, что, с целью получения деталей типа ступенчатых валов с криволинейной осью, оно снабжено пуансоном с рабочей частью, установленным на одной Q из плит у основания клина и правильными рюликами, расположенными на второй плите и имеющими рабочие поверхности с профилирующими канавками, причем рабочая часть пуансона установлена в зоне расположения рабочих поверхностей правильных роликов.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 30 № 827299, кл. В 21 Н 1/18,18.07.78.
2.Макулюк Е.М. Поперечно-клиновая прокатка. Минск, Наука и техника , 1974, с. 143, рис. 47 (прототип).
8
/
Фиг.З
/
Фиг.Ч10
r
UlJ
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| Устройство для поперечно-клиновой прокатки | 1981 |
|
SU969391A1 |
| Стан для поперечно-клиновой прокатки | 1986 |
|
SU1488037A1 |
| Стан для поперечно-клиновой прокатки | 1977 |
|
SU657898A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ | 1990 |
|
RU2028855C1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2115500C1 |