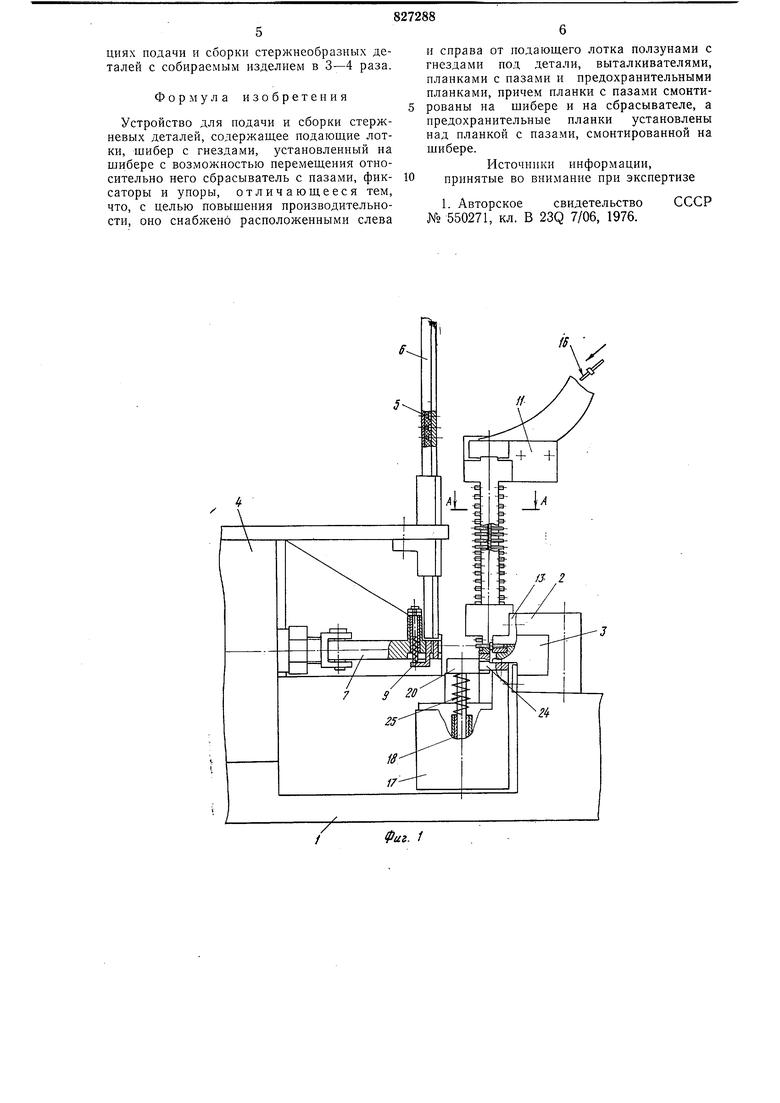
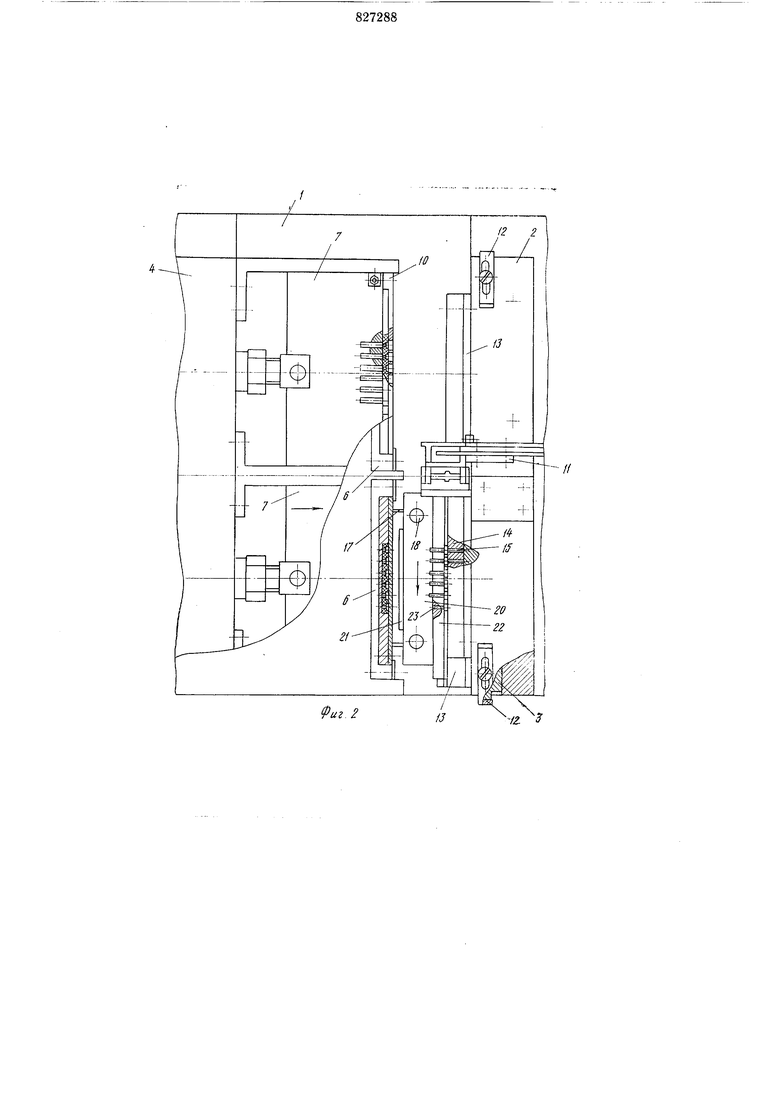
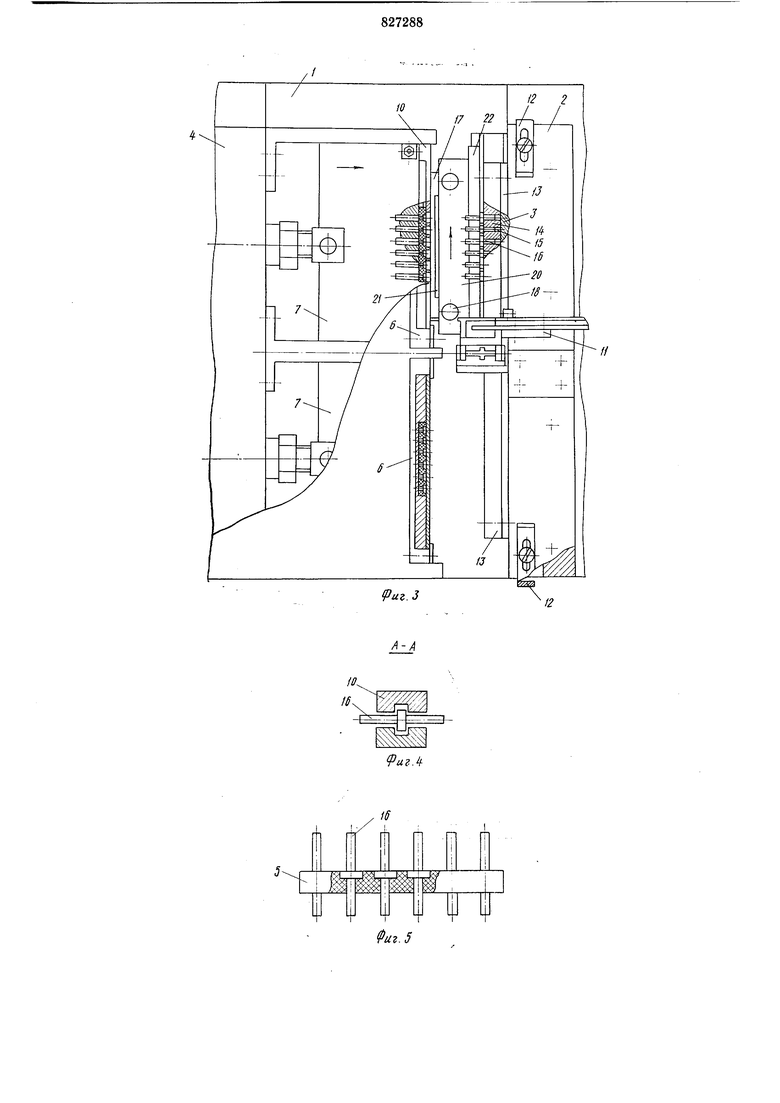
посредством колонок 18 и направляющих 19 смонтирован сбрасыватель 20, кинематически связанный с приводом 21 его возвратно-поступательного перемещения в вертикальной плоскости. На сбрасывателе 20 закреплены сменная планка 22 с рядом пазов 23 (фиг. 2) под стержневые детали 16 и фиксаторы 24.
Пазы 15 в сменной планке 14 шибера 3 и лазы 23 в сменной планке 22 сбрасывателя расположены соосно друг другу и отверстиям базовой детали 5 собираемого изделия и совместно образуют гнездо под стержневые детали 16. Число пазов 15 и 23 и шаг между ними равны числу отверстий детали 5 и шагу между ними.
Для обеспечения соосности пазов сменных планок 14 и 22 в вертикальной плоскости служат фиксаторы 24, а для обеспечения соосности гнезд под стержневые детали с осями отверстий базовых деталей 5 собираемых изделий в горизонтальной плоскости служат регулируемые упоры 12.
Для сообщения шиберу 3 возвратно-поступательных перемещений служит привод (на чертежах не показан).
Привод 4 служит для поочередного сообщения ползунам 7 возвратно-поступательного перемещения в горизонтальной плоскости параллельно несущей плоскости сменных планок 14 vi 22.
Предохранительная планка установлена над сменной планкой 14 шибера параллельно ее несущей плоскости.
25 установлены на колонках 18 сбрасывателя 20 и служат для возвращения последнего из крайнего нижнего положения в крайнее верхнее.
Собранные изделия состоят из базовой детали 5 и стержневых деталей 16 (фиг. 5).
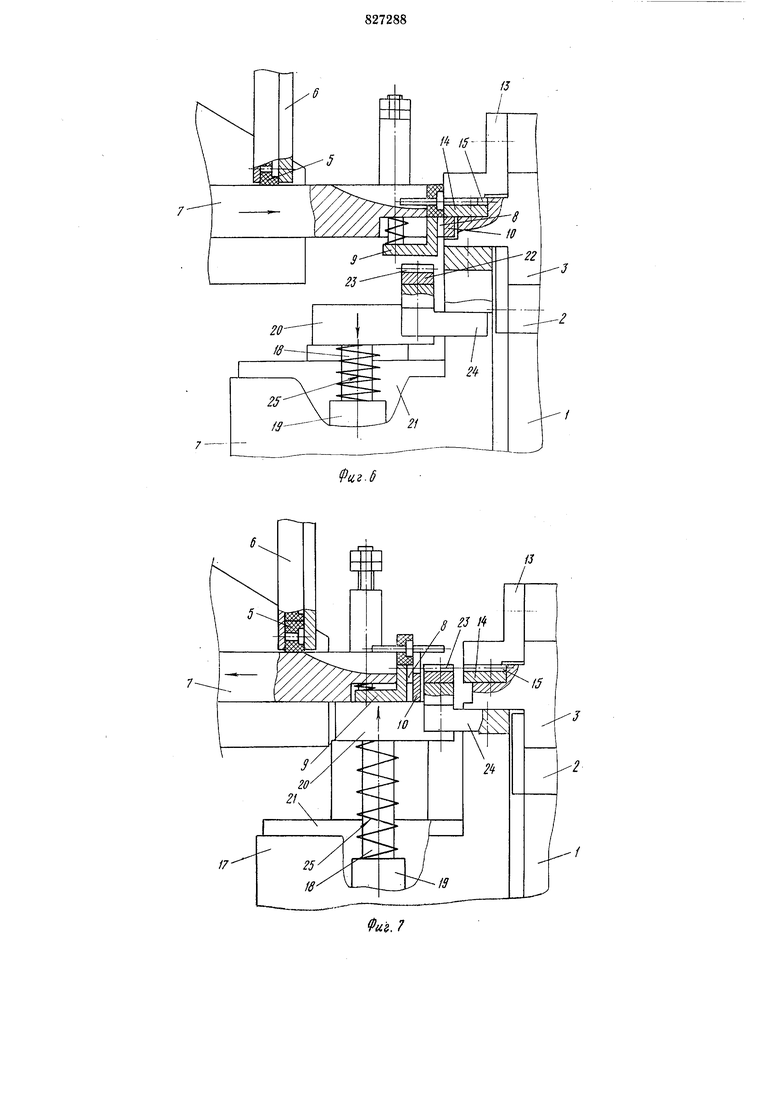
Устройство работает следующим образом. При перемещении шибера 3 вместе со сбрасывателем 20 в одно из крайних положений (например, левое, фиг. 2) стержиевые детали 16, подаваемые из лотка 11, под действием собственного веса западают в пазы 15 и 23 сменных планок 14 и 22 шибера 3 и сбрасывателя 20, соответственно, и перемещаются в них параллельно самим себе в горизонтальном положении. По достижении шибером 3 левого упора 12 включается привод 21, под действием которого сбрасыватель 20 вместе со сменной планкой 22 и колонками 18 перемещается в вертикальной плоскости в направляющих 19 в крайнее нижнее положение, в результате чего левые концы стержневых деталей 16 выходят из пазов 23 сменной планки 22 и удерживаются от выпадания из пазов 15 сменной планки 14 левой предохранительной планкой 13, а ползун 7 (левый), перемещаясь в горизонтальной плоскости параллельно несущей плоскости сменных планок 14 и 22 в крайнее правое положение, захватывает из левого накопителя 6 базовые детали 5 собираемого изделия и производит сборку (например, запрессовку) стержневых деталей 16 с деталями 5. После этого, двигаясь в обратном направле5 НИИ в крайнее левое положение, ползун 7 удаляет планкой 10 собранные изделия (фиг. 7) из зоны сборки, т. е. освобождает правый конец стержнеобразных деталей 16 из пазов 15 сменной планки 14.
10 Как только правый конец стержневых деталей 16 выйдет из пазов 15, привод 21 отключается, и сбрасыватель 20, перемещаясь в крайнее верхнее положение под действием пружин 25, ударяет своей верхней пло15 скостью по нижней части плоскости подпружиненного выталкивателя 9 и, перемещаясь вверх, удаляет собранные изделия. Как только нижняя плоскость подпружи ценного выталкивателя 9 освободится от
0 сбрасывателя 20, выталкиватель 9 занимает крайнее нижнее положение, и в освободившиеся гнезда ползунов 7 при их подходе под левый накопитель 6 западают новые детали 5. Шибер 3 от привода начинает
5 перемещаться в правое крайнее положение (фиг. 3),.и стержневые детали 16, подаваемые из лотка 11, снова западают в пазы 15 и 23 сменных планок 14 и 22, перемещаясь в них параллельно самим себе в горизонтальном положении. При подходе к правому упору 11 опять срабатывает привод 21, и сбрасыватель 20 со сменной планкой 22, перемещаясь в вертикальной плоскости, занимает крайнее нижнее положение. В результате этого левые концы стержневых деталей 16 освобождаются от пазов 23 сменной планки 22 и удерживаются от выпадания из пазов 15 смеиной планки 14 правой предохранительной планкой 13, а
0 ползун 7 (правый), перемещаясь в горизонтальной плоскости параллельно несущей плоскости сменных планок 14 и 22 в правое крайнее положение, захватывает из второго (правого) накопителя 6 базовые детали 5
5 и производит сборку стержневых деталей 16 с ними.
После этого ползун 7, двигаясь в крайнее левое положение, удаляет собранные изделия из зоны сборки, т. е. освобождает правый конец стержневых деталей 16 из пазов 15 сменной планки 14. Как только правый конец детали 16 вышел из паза 15, привод 21 опять отключается, сбрасыватель 20, перемещаясь в крайнее верхнее положение
5 под действием пружин 25, ударяет верхней плоскостью по нижней части подпружиненного выталкивателя 9, который, перемещаясь вверх, удаляет из гнезд собранные изделия. Правый ползун 7 занимает край0 нее левое, а выталкиватель 9 - крайнее
нижнее положение, а в освободившиеся
гнезда опять западают новые детали. Цикл
повторяется.
Предлагаемое устройство позволит повысить производительность труда на операциях подачи и сборки стержиеобразных деталей с собираемым изделием в 3-4 раза.
Формула изобретения
Устройство для иодачи и сборки стержневых деталей, содержащее подающие лотки, шибер с гнездами, установленный на щибере с возможностью перемещения относительно него сбрасыватель с пазами, фиксаторы и упоры, отличающееся тем, что, с целью повышения производительности, оно снабл :ен6 расположенными слева
и справа от подающего лотка ползунами с гнездами под детали, выталкивателями, планками с пазами и предохранительными планками, причем планки с пазами смонтированы на шибере и на сбрасывателе, а предохранительные планки установлены над планкой с пазами, смонтированной на шибере.
Источники информации, принятые во внимание при экспертизе
СССР
1. Авторское свидетельство № 550271, кл. В 23Q 7/06, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой стержневых деталей с пластинами | 1986 |
|
SU1380893A1 |
| Устройство для обработки деталей | 1973 |
|
SU468666A1 |
| Загрузочное устройство | 1990 |
|
SU1745514A1 |
| Устройство для подачи деталей типа стержней с головкой | 1986 |
|
SU1399067A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| АВТОМАТ ДЛЯ СБОРКИ | 1992 |
|
RU2005586C1 |
| Устройство для ориентации и загрузки контактов в гнезде колодки соединителя | 1978 |
|
SU748601A1 |
| Полуавтомат для сборки деталей электротехнических изделий | 1985 |
|
SU1398002A1 |
Фиг. 1
Фиг 2
//
4i V
//
