Изобретение относится к механизации и автоматизации сборочных работ в электронной, радиотехнической и приборостроительной промьппленности и может бЕ)ть использовано при одновременной сборке группы деталей, например контактов с колодкой разъема.
Цель изобретения - повышение производительности и надежности работы устройства за счет обеспечения полного заполнения отверстий пластин стержневыми деталями и упрощение конструкции .
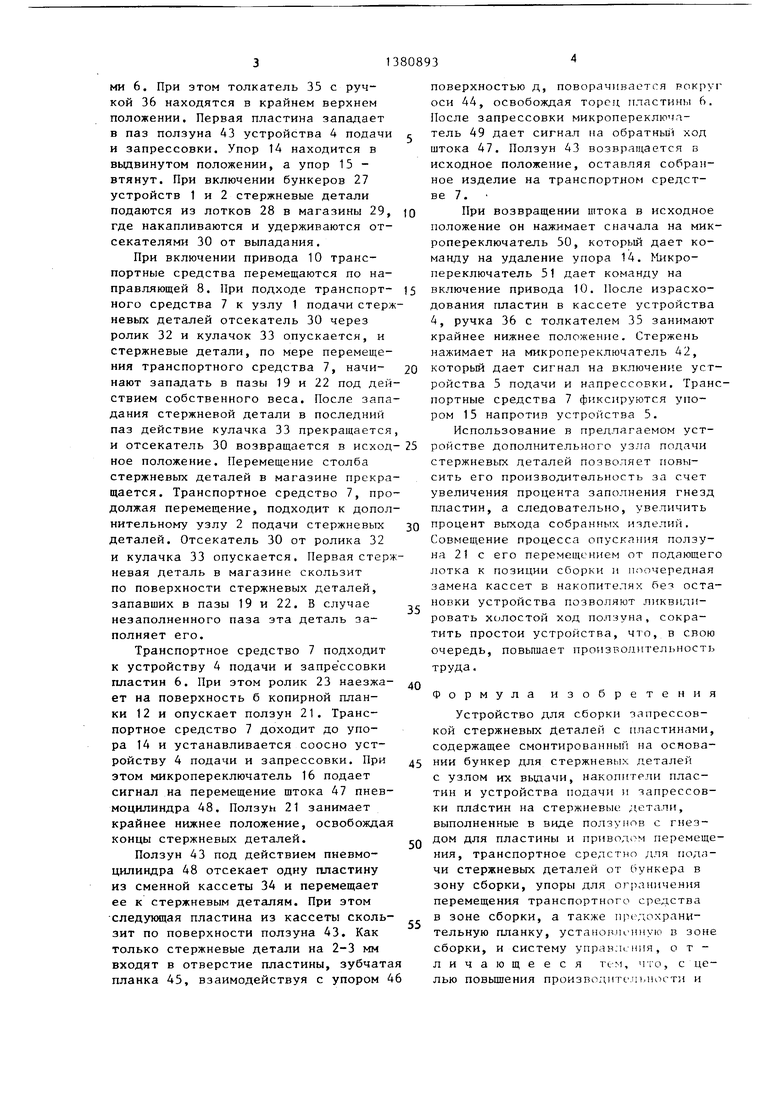
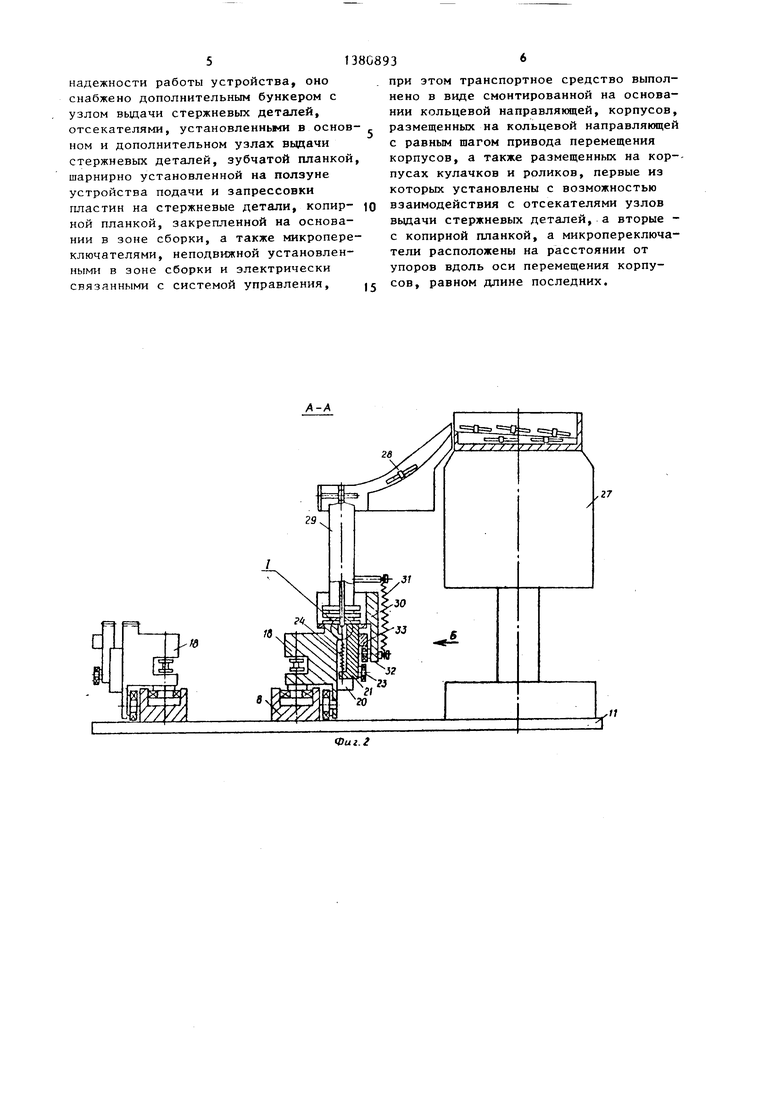
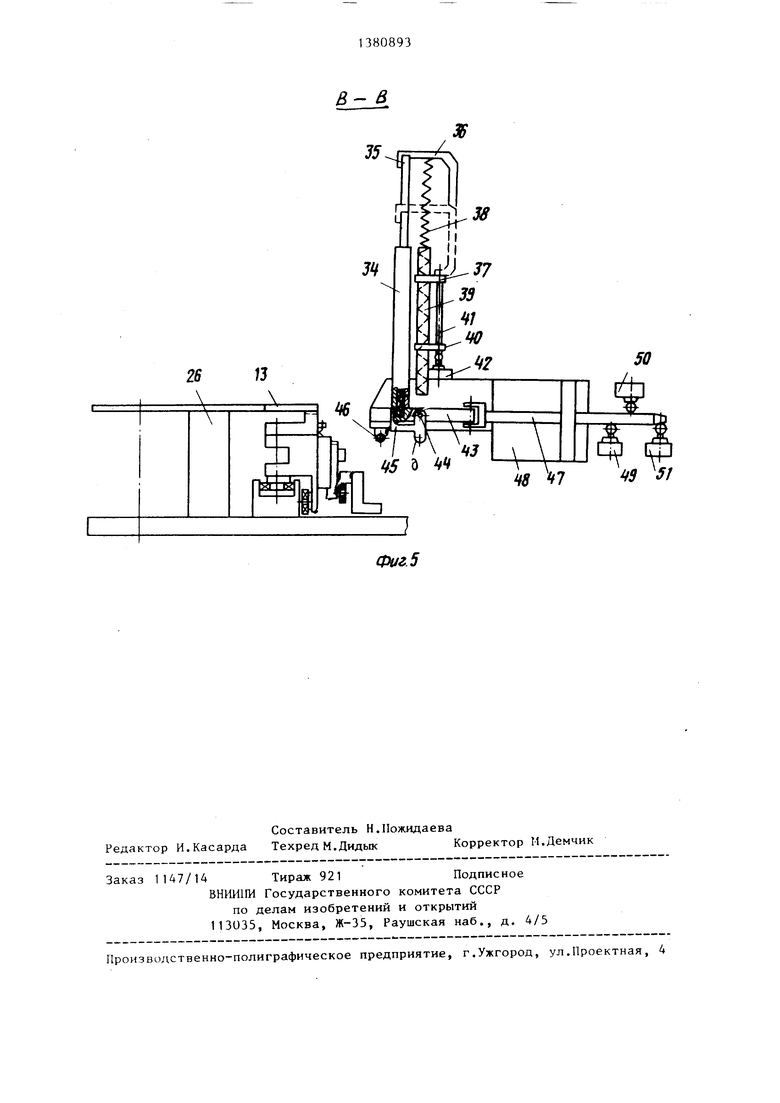
На фиг. 1 представлено устройство вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2; на фиг. А - вид Б на фиг.2; на фиг. 5 - разрез В-В на фиг. 1.
Устройство включает узлы 1 и 2 подачи стержневых деталей 3, устройства 4 и 5 подачи и запрессовки пластин 6, транспортное средство 7, установленное с возможностью перемещения по кольцевой направляющей 8 и связан кое цепью 9 с приводом 10 перемещения, смонтированным на основании 11.
В зоне сборки, напротив устройств 4 и 5 подачи и запрессовки пластин установлены копирная планка 12 и пре дохранительная планка 13, расположенные напротив одна другой. Перемещени транспортного средства 7 в зоне сборки ограничено упорами 14 и 15. На основании установлены микропереклю- чатели 16 и 17, предназначенные для подачи команды на остановку привода 10 и включение устройств 4 и 5 подачи и запрессовки.
Транспортное средство 7 состоит из корпуса 18 с пазами 19, направляющей 20, в которой установлен ползун 21 с возможностью вертикального перемещения относительно корпуса 18. Ползун 21 имеет пазы 22, соосные пазам 19 корпуса 18. Микропереключатели 16 и 17 установлены на расстоянии от упоров 14 и 15, равном длине корпуса 18. Для перемещения ползуна 21 вниз служит ролик 23, закрепленньм на ползуне, и копирная планка 12, а вверх - пружина 24.
Копирная планка 12 смонтирована на кронштейне 25 так, что начало поверхности б расположено от торца в планки 13 на расстоянии не менее 1/2 длины г (фиг. 4). Если расстояние г меньше 1/2 длины а, то ролик 23 наезжает на копирную планку 12 рань
ю 15
20
30 35
40 45
50
5
ше, следовательно, ползун 21 начинает опускаться раньше, чем последний паз 19 со стержневой деталью на транспортном средстве оказывается под предохранительной планкой 13, что может привести к выпадению последней стержневой детали из паза 19. Предохранительная планка 13 смонтирована на стойках 26 и предохраняет стержневые детали 3 от выпадания из пазов 19 при перемещении ползуна 21 вниз.
Узел подачи стержневых деталей 1 (2) состоит из вибробункера 27, подающего лотка 28, магазина 29, отсе- кателя 30, подпружиненного пружиной 31 к магазину и снабженного роли- э ком 32. Для перемещения отсекателя 30 служат ролик 32 и кулачок 33, закрепленный на ползуне 21.
Устройство 4 (5) подачи и запрессовки пластин 6 на стержневые детали 3 состоит из сменной кассеты 34, толкателя 35, расположенного одним концом в кассете 34, а другим - в пазу ручки 36, прикрепленной к планке 37 и подпружиненной пружиной 38 к стойке 39, к которой прикреплена планка 40. В планках 37 и 40 выполнены отверстия, в которые вставлен стержень 41 с возможностью взаимодействия с микропереключателем 42. Последний дает сигнал об израсходовании пластин 6 в одной сменной кассете и о включении второго механизма 5 подачи и запрессовки. Пружина 38 служит для создания постоянного давления на толкатель 35.
Устройство для запрессовки пластины 6 состоит из ползуна 43 с гнездом для пластины, в которое западает очередная пластина из кассеты 34. На ползуне 43 при помощи оси 4 .з зкреп- лена зубчатая планка 45 с возможностью поворота относительно торца ползуна при взаимодействии рабочей поверхности д зубчатой планки 45 с упором 4б. Планка 45 предохраняет пластину 6 от выпадания из паза ползуна. Приводом для перемещения ползуна 43 служит шток 47 пневмоцилинд- ра 48, связанного с микропереключателями 49-51.
Устройство работает следующим образом.
Перед -началом работы устройства кассеты в устройствах 4 и 5 подачи и запрессовки заполнены пластинами 6. При этом толкатель 35 с ручкой 36 находятся в крайнем верхнем положении. Первая пластина западает в паз ползуна 43 устройства 4 подачи и запрессовки. Упор 14 находится в выдвинутом положении, а упор 15 - втянут. При включении бункеров 27 устройств 1 и 2 стержневые детали подаются из лотков 28 в магазины 29, где накапливаются и удерживаются от- секателями 30 от выпадания.
При включении привода 10 транспортные средства перемещаются по направляющей 8. При подходе транспортного средства 7 к узлу 1 подачи стержневых деталей отсекатель 30 через ролик 32 и кулачок 33 опускается, и стержневые детали, по мере перемещения транспортного средства 7, начинают западать в пазы 19 и 22 под действием собственного веса. После запа- дания стержневой детали в последний паз действие кулачка 33 прекращается и отсекатель 30 возвращается в исходное положение. Перемещение столба стержневых деталей в магазине прекращается. Транспортное средство 7, продолжая перемещение, подходит к дополнительному узлу 2 подачи стержневых деталей. Отсекатель 30 от ролика 32 и кулачка 33 опускается. Первая стержневая деталь в магазине скользит по поверхности стержневых деталей, запавщих в пазы 19 и 22. В случае незаполненного паза эта деталь заполняет его.
Транспортное средство 7 подходит к устройству 4 подачи и запре ссовки пластин 6. При этом ролик 23 наезжает на поверхность б копирной планки 12 и опускает ползун 21. Транспортное средство 7 доходит до упора 14 и устанавливается соосно устройству 4 подачи и запрессовки. При этом микропереключатель 16 подает сигнал на перемещение щтока 47 пнев- моцилиндра 48. Ползун 21 занимает крайнее нижнее положение, освобождая концы стержневых деталей.
Ползун 43 под действием пневмо- цилиндра 48 отсекает одну пластину из сменной кассеты 34 и перемещает ее к стержневым деталям. При этом следующая пластина из кассеты скользит по поверхности ползуна 43. Как только стержневые детали на 2-3 мм входят в отверстие пластины, зубчата планка 45, взаимодействуя с упором 4
5
0
5
0
5
0
5
0
5
поверхностью д, поворачивается вокруг оси 44, освобождая торец гтластины 6. После запрессовки микропереключатель 49 дает сигнал на обратньп1 ход штока 47. Ползун 43 возвращается в исходное положение, оставляя собранное изделие на транспортном средстве 7 .
При возвращении иттока в исходное положение он нажимает сначала на микропереключатель 50, который дает команду на удаление упора 14. Микропереключатель 51 дает команду на включение привода 10. После израсходования пластин в кассете устройства 4, ручка 36 с толкателем 35 занимают крайнее нижнее положение. Стержень нажимает на микропереключатель 42, который дает сигнал на включение устройства 5 подачи и напрессовки. Транспортные средства 7 фиксируются упором 15 напротив устройства 5.
Использование в предлагаемом устройстве дополнительного узла подачи стержневых деталей позволяет повысить его производительность за счет увеличения процента заполнения гнезд пластин, а следовательно, увеличить процент выхода собранных изделий. Совмещение процесса опускания ползуна 21 с его перемещением от подающего лотка к позиции сборки и поочередная замена кассет в накопителях без остановки устройства позволяют ликвидировать холостой ход ползуна, сократить простои устройства, что, в свою очередь, повышает производительность труда.
Формула изобретения
Устройство для сборки запрессовкой стержневых Деталей с пластинами, содержащее смонтированный на основании бункер для стержневых деталей с узлом их выдачи, накопители пластин и устройства подачи и запрессовки плйстин на стержневые детали, выполненные в виде ползунов с гнездом для пластины и привод(м перемещения, транспортное средстно для подачи стержневых деталей от бункера в зону сборки, упоры для ог11лничения перемещения транспортного средства в зоне сборки, а также предохранительную планку, устано1 Л1 Пную в зоне сборки, и систему управления, отличающееся Tt M, что, с целью повьшения производительности и
513
надежности работы устройства, оно снабжено дополнительным бункером с узлом выдачи стержневых деталей, отсекателями, установленными в основ- ном и дополнительном узлах вьщачи стержневых деталей, зубчатой планкой шарнирно установленной на ползуне устройства подачи и запрессовки пластин на стержневые детали, копир- ной планкой, закрепленной на основании в зоне сборки, а также микропереключателями, неподвижной установленными в зоне сборки и электрически связанны 4И с системой управления,
при этом транспортное средство выполнено в виде смонтированной на основании кольцевой направляющей, корпусов, размещенных на кольцевой направляющей с равным шагом привода перемещения корпусов, а также размещенных на кор-- пусах кулачков и роликов, первые из которых установлены с возможностью взаимодействия с отсекателями узлов вьщачи стержневых деталей, а вторые - с копирной планкой, а микропереключатели расположены на расстоянии от упоров вдоль оси перемещения корпусов, равном длине последних.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для подачи и сборки стержневыхдЕТАлЕй | 1980 |
|
SU827288A1 |
| Устройство для установки контактов в колодку разъема | 1986 |
|
SU1396189A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Устройство для запрессовки пружинных контактов в гнезда колодки | 1985 |
|
SU1405093A2 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| Устройство для запрессовки деталей типа кольцо-чашка | 1990 |
|
SU1759594A1 |
| Устройство для запрессовки втулок в корпусную деталь | 1987 |
|
SU1449308A1 |
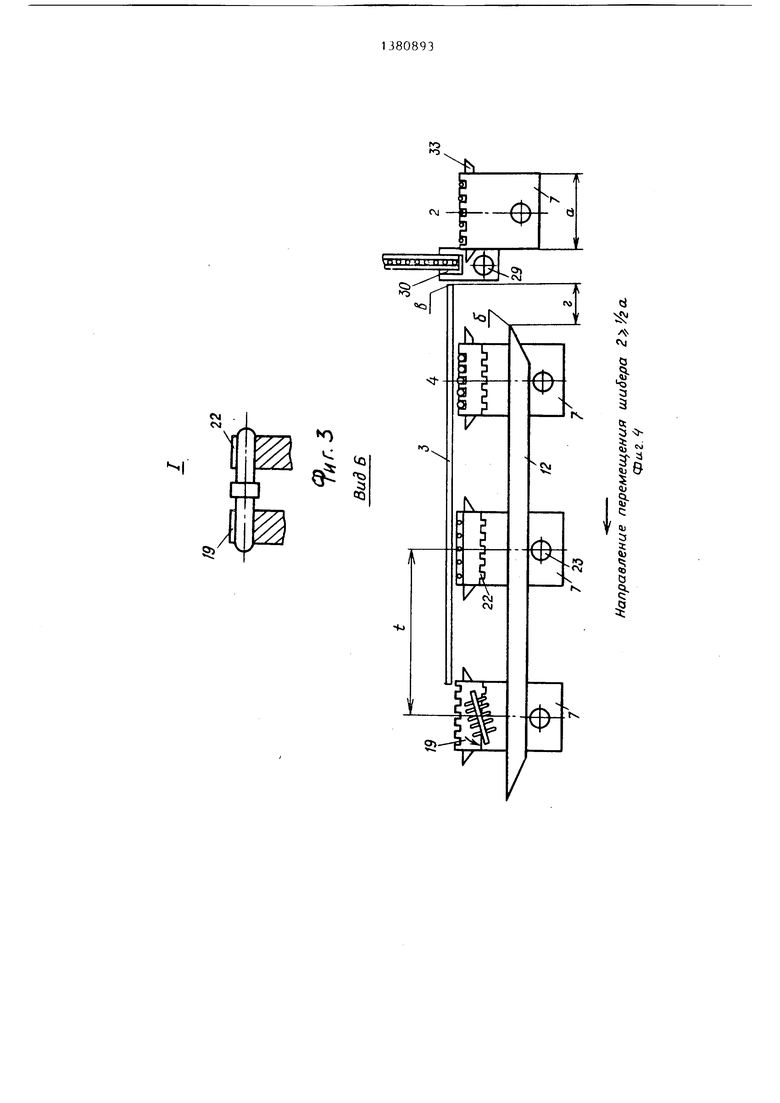
Изобретение относится к области механизации и автоматизации сборочных работ в электронной, радиотехнической и приборостроительной промышленности, в частности к устройствам для сборки запрессовкой стержневых деталей с пластинами. Цель изобретения - повьпиение производительности и надежности работы устройства. Устройство содержит два узла подачи стержневых деталей (УПСД) 1 и 2, два Л ff Г№Н устройства подачи пластин (УПП) 4 и 5 и транспортное средство (ТС) 7. В зоне сборки напротив УПП 4 и 5 установлены копирная планка 12 и предохранительная планка 13, упоры 14 и 15, ограничивающие перемещение ТС 7, и микропереключатели 16 и 17. При включении привода 10 ТС 7 перемещается по направляющей 8. При подходе ТС 7 к УПСД 1 стержневые детали 3 начинают западать в пазы ТС 7 под действием собственного веса. При подходе к УПСД 2, в случае незаполнения пазов ТС 7 в УПСД 1, стержневые детали 3 заполняют пустую1цие пазы. При подходе ТС к УПП 4 освобождаются одни концы стержневых деталей 3 за счет опускания ползуна при взаимодействии с ко- пирной планкой. При подаче пластины к стержневым деталям зубчатая планка освобождает ее торец и ocyD ecтвля- ется напрессовка. 5 ил. Л (С сл 00 00 о 00 х со
/4-Д
1
fo fo
В- &
50
9 yj
Фиг 5
| Устройство для подачи и сборки стержневыхдЕТАлЕй | 1980 |
|
SU827288A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
