Известны устройства для изготовления из бумажной массы бочек и тому подобных изделий, включающие ротор, пос;1едовательио проводящий матрицы с заготовками изделий через ванну и ириспособлеиия, в которых при выстое ротора осуществляется сеиарация влаги из стенки заготовки изделия, ее уплотнение валиками и просушка. Эти устройства не обеспечивают необходимую степень уплотнения стенок и особенно дна изготовляемых изделий.
Особенность предлагаемого устройства состоит в том, что приспособление для уплотнения заготовки изделия выполнено в виде смонтированных на принудительно врапшемой головке двух горизонтальных валиков для уплотнения дна заготовки и двух поворотных вертикальных валиков, охватывающих снаружи заготовку при опускании на нее головки.
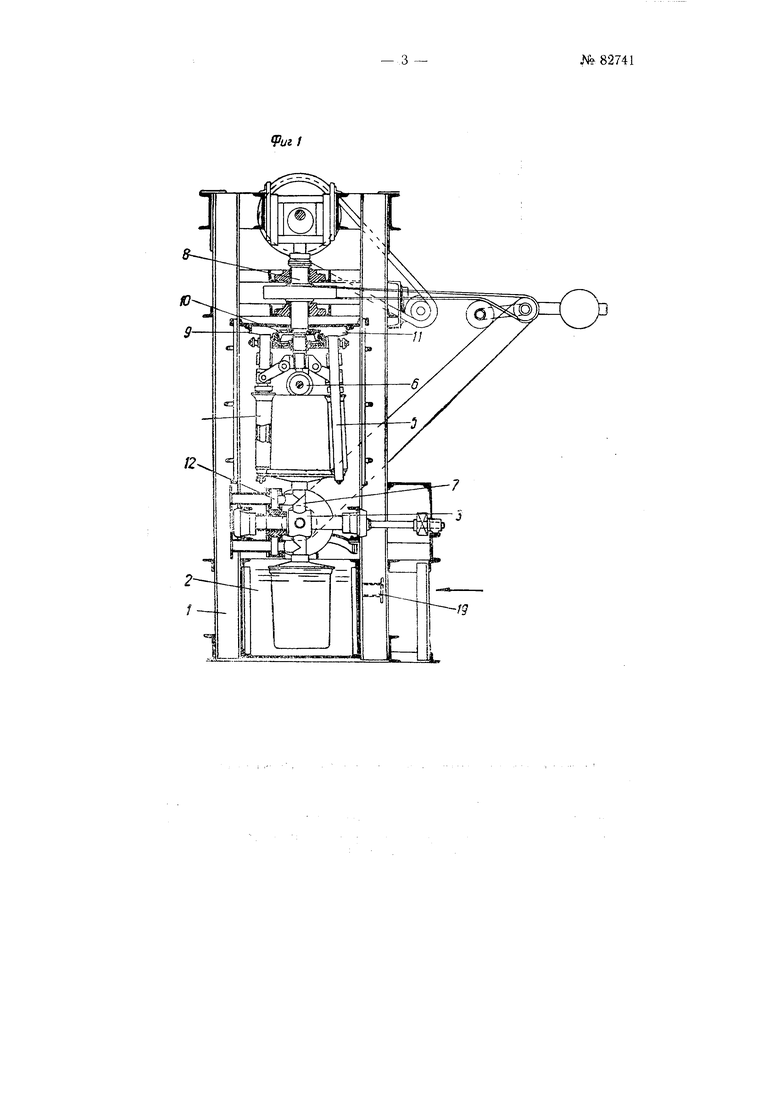
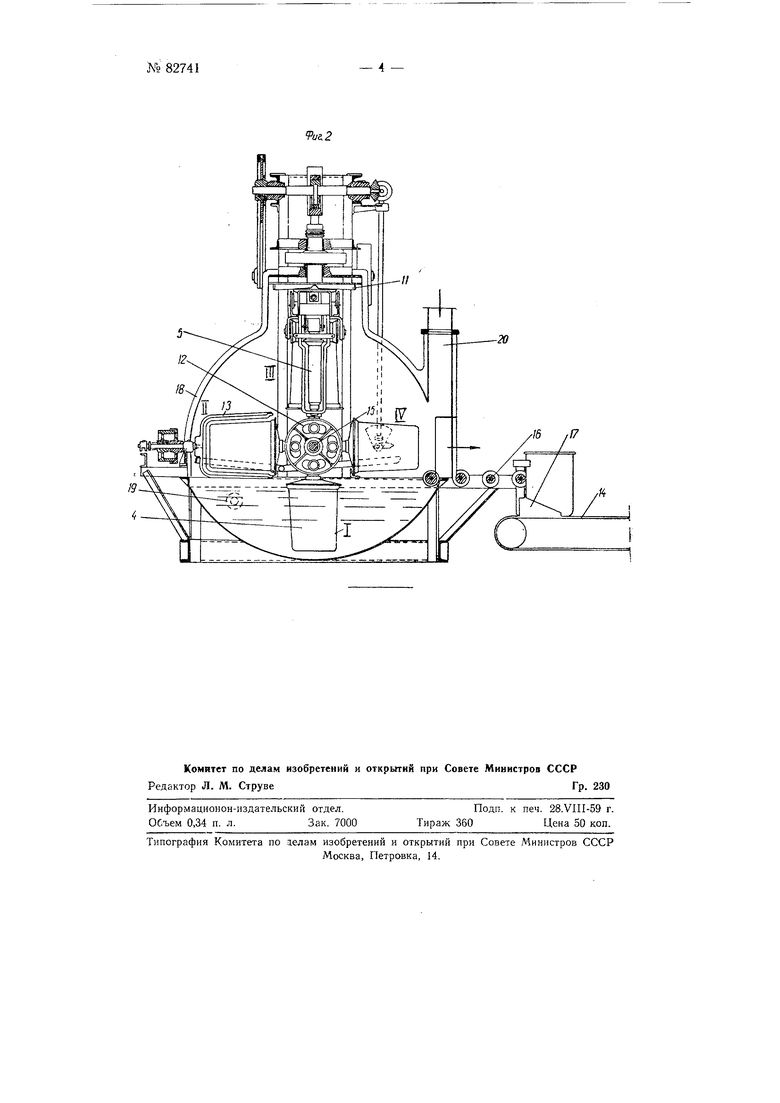
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2-устройство в разрезе.
Устройство состоит из станины / с баком 2, поворотного ротора 3, последовательно проводящего матрицы 4 с заготовками изделий через приспособления, в которых при выстое ротора осуществляется сепарация влаги из стенки изделия, обкатка стенки и дна изделия вертикальными валиками 5 и горизонтальными валиками 6 и просушка заготовки горячим воздухом, засасываемым в матрицы снаружи. Горизонтальные валики 6 смонтированы на принудительно вращаемой головке 7. Для управления головкой 7 применен вертикальный, принудительно вращаемый и допускающий реверсирование вращения винт 8, проходящий через неподвижную гайку станины и несущий свободно надетую на его нижнюю часть та эелку 9, периодически взаимодействующую с принудительно вращаемым приводным фрикционным конусом 10, свободно надетым на винт 8. Для управления поворотными вертикальными валиками 6 головки 7 применен кольцевой копир 11. Для сепарации влаги из изделий путем отсоса воздуха из их стенок устройство имеет распределительную камеру 12 с распределительным краном 15 и гладильное приспособлен11е 13.
№ 82741-- 2 -
Сушка на матрицах изделий осуществляется при проходе матриц с изделиями в закрытой камере 18, в которую подается горячий воздух через патрубок 20.
Бумажная масса поступает в бак 2 через патрубок 19. При иахожденин матрицы 4 в положении / из се полости через распределительную камеру 12 вакуум-насосом производится отсос, в результате чего на матрице оседает бумажная масса. При повороте ротора 3 по часовой стрелке на угол 90° матрица 4 занимает положение //, в котором посредством гладильного приспособления 13 производится предварительпое приглаживание стенок изделия. Последующий поворот ротора 3 переведет матрицу 4 в положение ///, в котором заготовка изделия на матрице подвергается обкатке под вакуумом при давлении 2-3 ат.л посредством обкаточного приспособления; при этом обкатке подвергается одновременно и боковая поверхность, и днище изделия. При третьем повороте ротора 3 матрица 4 с обкатанным изде;1ием переходит в положение IV , в котором посредством распределительной камеры 12 п распределительного крана 15 производится перек.иочение вакуума на подачу воздуха от компрессора под давлением 0,5- 1,0 атм. Изделие сдвигается с матрицы па рольганг 16 и при помощи направляющей 17 передается на выводной ленточный транспортер 14.
Изготовление изделий ведется в закрытой камере 18. Нагретый до 180-200° воздух непрерывно подается по патрзбку 20 в камеру. Когда изделия находятся в положениях // и HI, происходит их высущивание горячим воздухом, пропускаемым через бу.мажную массу стенок заготовки.
Повороты ротора с матрицами совершаются через определенные промежутки времени с остановками на время обработки изделия в каждом положении.
Г1 р е д м е т и з о б р е т е н и я
1. Устройство для изготовления из бумажной массы бочек и тому подобных изделий методом литья, включающее ротор, последовательно проводящий матрицы с заготовками изделий через ванну, и приспособлепия, в которых при выстое ротора осуществляется сепарация влаги из стенки заготовки изделия, ее уплотнение валиками и просушка, отличающееся тем, что приспособление для уплотнения заготовки изделий выполнено в виде смонтированных на прпнултительно вращаемой головке двух горизонтальных валиков для уплотнения дна заготовки и двух поворотных вертикальных валиков, охватывающих сиаружи заготовку при опускании в нее головки.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что для управления головкой применен вертикальный принудительно вращаемый и допускаюишй реверсирование вращения винт, проходящий через неподвижную гайку станины и несущий свободно надетую на его нижнюю часть тарелку, периодически взаимодействующую с принудительно вращаемым приводным фрикционным конусом, свободно надетым на виит.
3.Форма выполпення устройства по п. 1, отличающаяся примеиением кольцевого копира для управления поворотными вертикальными валиками головки.
4.Устрор;ство по п. 1, отличающееся тем, что для осуществления сущки заготовки изделия перед съемом ее с матрицы ротора пропуском горячего воздуха через стенку заготовки ротор устройства смонтирован в камере, сообщаемой с источником подаваемого в нее горячего воздуха.