зионной сварки и узлом 11 выгрузки и ук ладки электродов в кассету.
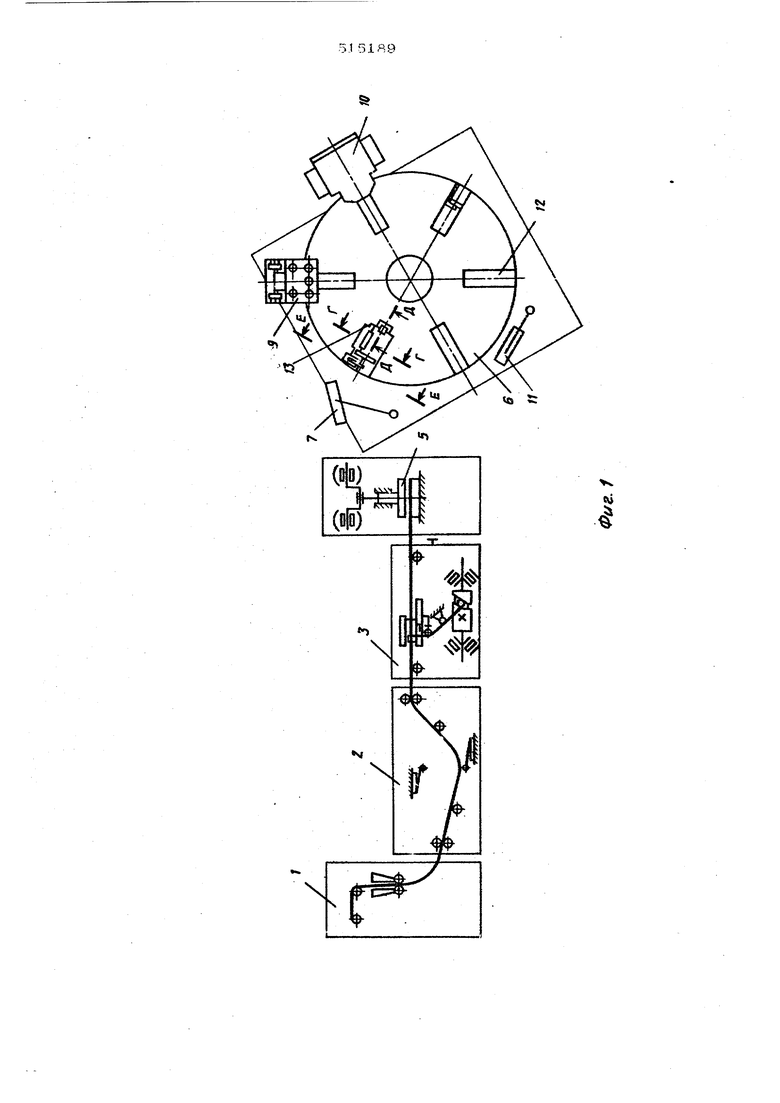
Механизм 6 транспортировки представляет собой дисковый поворотный стол с радиально расположенными гнездами 12. Каждое гнездо имеет ориентирующие механизмы для электродов в поперечном и продольном направлениях, а также ориентирующефиксирующий механизм, 13.
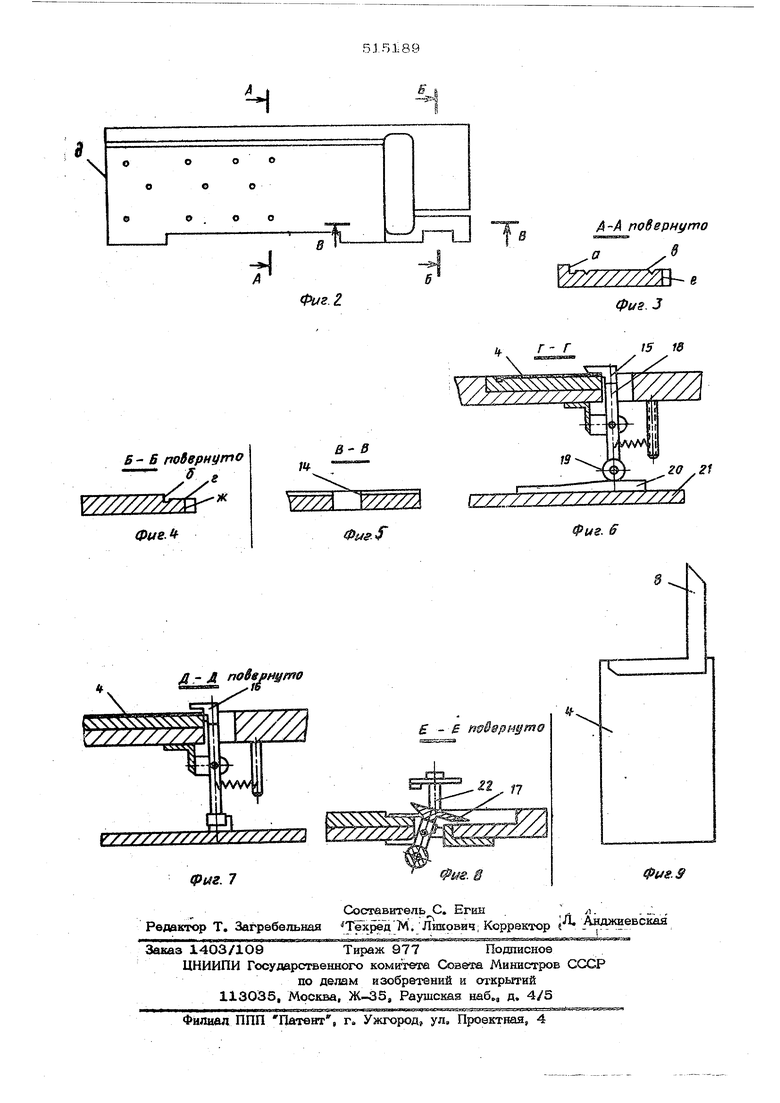
Гнезда 12 имеют вертикальные упорные базовые поверхности О,о и горизонтальные установочные поверхности 6 2- . Поверхностями задается окончательное положение электродов в гнезде
Лиезда выполняются ступенчатой формы, при этом высота ступени 14 по отношению к поверхности .зависит от элек трода. На этой поверхности имеются насечки, выполненные под углом 30 - 5О° к горизонтальной плоскости и с углом наклона к центру вращения стола.
/
Ориентирующие механизмы имеют козырьки 15, 16, 17, закрепленные на подвижньхх рычагах 18, Рычаги оканчиваются роликами 19, перемещающимися по копирам 20, расположенным на плите 21. Козырьки 15 и 17 выполнены со скосом под углом 15 по отношению к горизонтальной плоскости.
Узел 7 переноса представляет собой вакуумный присосок, которому сообщается вертикальное возвратно-поступательное движение. Подобным образом выполнен узел 13 выгрузки и укладки электродов в кассвту. :
Автоматическая линия работает следующим образом.
Электродная лента с прокатного стана 1 поступает в узел 2 синхронизации скоростей прокатки и подачи ленты и узлом 3 подачи подается в .узел 5 вьфубки из ленты электродов 4.
Электрод 4 узлом 7 переноса укладьдаается в гнезд 12 поворотного стола со сма щениём от заданного положения и от базовых поверхностей О 9 поперечном и . продольном направлениях,
В это время козырьки 15, 16 находятсЦ в открытом положении, так как ролики 19 в момент остановки стола находятся на ко-; пирах 20,
. Затем стол поворачивается на следующукх позицию, ролики 19 сходят с копиров 2О, и рычаги 18 поворачиваются. При этом козырьки 15, 16 начинают одновременно перемещать электрод в поперечном и продольном направлениях, козырек 16 доходит до поверх.кости гнезда и первым заканчивает орие}гтацщр электрода в поперечном направлении
Козырек 15, продолжая двигаться, доходит до поверхности 6 , ориентирует электрод по базовой поверхности & . Имеющиеся на этой поверхности насечки гасят инерцию электродов в поперечном направлении во время поворота стола,
На следующей позиции производится укладка токоотвода 8 в гнездо стола со см&- i щениём относительно базовых поверхностей в продольном направлении, Токоотвод выру-; бается из фольги непосредственно над гнездом стола. После окончания вырубки-он переносится далее вакуумным присосом. При движении вниз присос своим упором 22 открывает козырек 17, давая возможность произвести укладку токоотвода. При обратном даижении присоса упор не контактирует с козырьком, И-. последний под действием пружинь доходит до базовой поверхности f где уже уложен электрод, FT фиксирует относительно него токоотвод,;
Собранный электрод подается на позиг цию сварки, где узлом 10 диффузионной сварки производится сварка гокоотвЪда с, электродом. Готовый электрод узлом 11 вьа рузки забирается из гнезда и укладывается в кассету.
Форму.ла изобретения
1.Автоматическая линия изготовления электродов химических источников тока, содержащая прокатный стан, узел подачи ле№ты в зону вырубки, узел вырубки и опреосовки электродов, механизм транспортиров-: ки в виде дискового поворотного стопа с : радиальными гнездами, механизм рубки i фольги на гокоотводы и узел диффузионной сварки, отличающаяся тем, ; что, с целью повыщения производительности, и точности ориентации токоотводов на элек-j тродах, гнезда поворотного стола механиз ма транспортировки выполнены ступенчатой; формы с вертикальными упорными базовь ми поверхностями, горизонтальными
новочными поверхностями и снабжены ори- i ентирующе-фиксирующими механизмами с козырьками,
2.Линия по п. 1, о т л и ч а ю щ а яс я тем, что горизонтальные поверхности гнезд выполнены с насечками под углом
30 - 5О к горизонтальной плоскости и уг лом наклона к центру вращения сгола,;
3.Линия по п. 1, от л.и ч а а яс я тем, что козырьки ориентирующе-фик- ,
сирующего механизма вьшолнены ступенча- тыми с йхогщым скосом под углом 15 по отнощению к горизонтальной плоскости.
«ч
Ч
Б I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления электродов химического источника тока | 1974 |
|
SU520649A1 |
| Устройство для рубки и автоматической фиксированной укладки г-образных токоотводов | 1973 |
|
SU480146A1 |
| Устройство для изготовления электродов химических источников тока | 1977 |
|
SU729697A1 |
| Установка для дуговой конденсаторной сварки оплавлением | 1981 |
|
SU990462A2 |
| Автоматическое устройство для изготовления решеток свинцово-кислотных аккумуляторов | 1977 |
|
SU636718A2 |
| Автомат для изготовления безламельных электродов щелочных аккумуляторов | 1960 |
|
SU134297A1 |
| Установка для дуговой сварки | 1979 |
|
SU837692A1 |
| Устройство для подвода конца токоотвода к клеммной панели первичной батареи галетного типа | 1974 |
|
SU519798A1 |
| Автоматическое устройство для изготовления биполярных электродов химического источника тока | 1975 |
|
SU557439A1 |
| Устройство для электроконтактной сварки двух листовых изделий | 1986 |
|
SU1572403A3 |
Фиг Z
в- в
о
n
Ш.
A-A повернуто
o .
zzzzz s
фиё. 3
г- г
ZZZ f ////У/У77о1
ipifS. 6
Фиг
