дейспзил с упомянутые клапаном регул:к;)уемого упора.
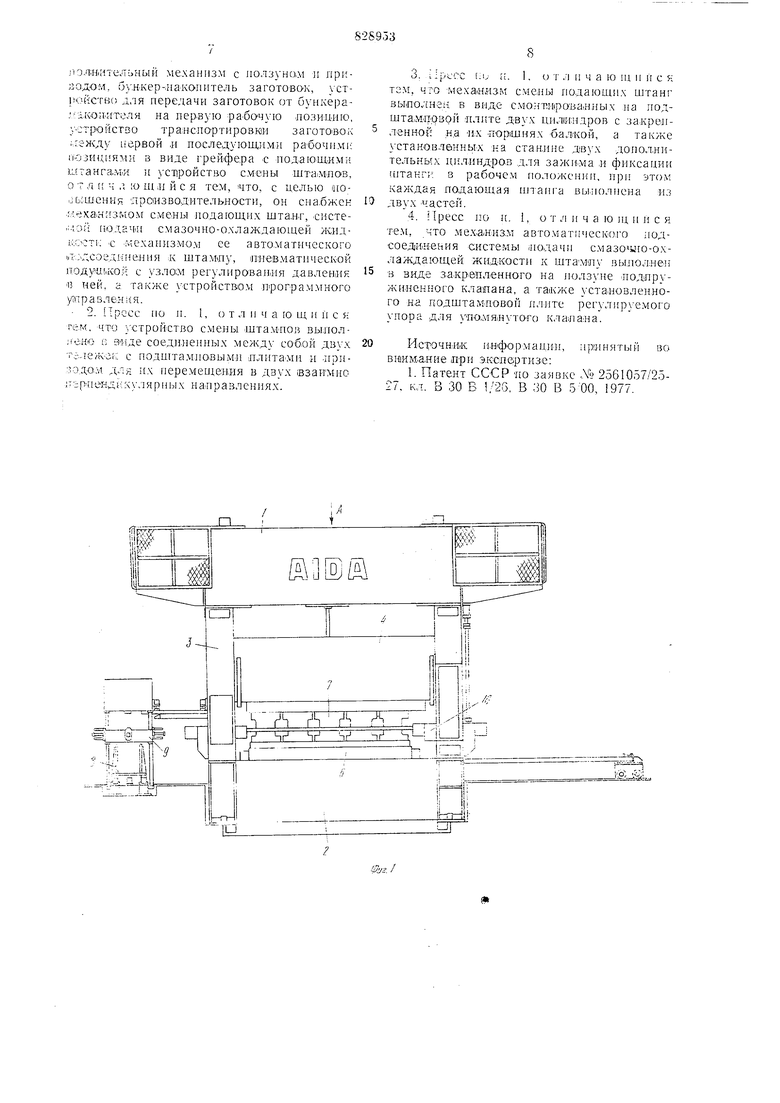
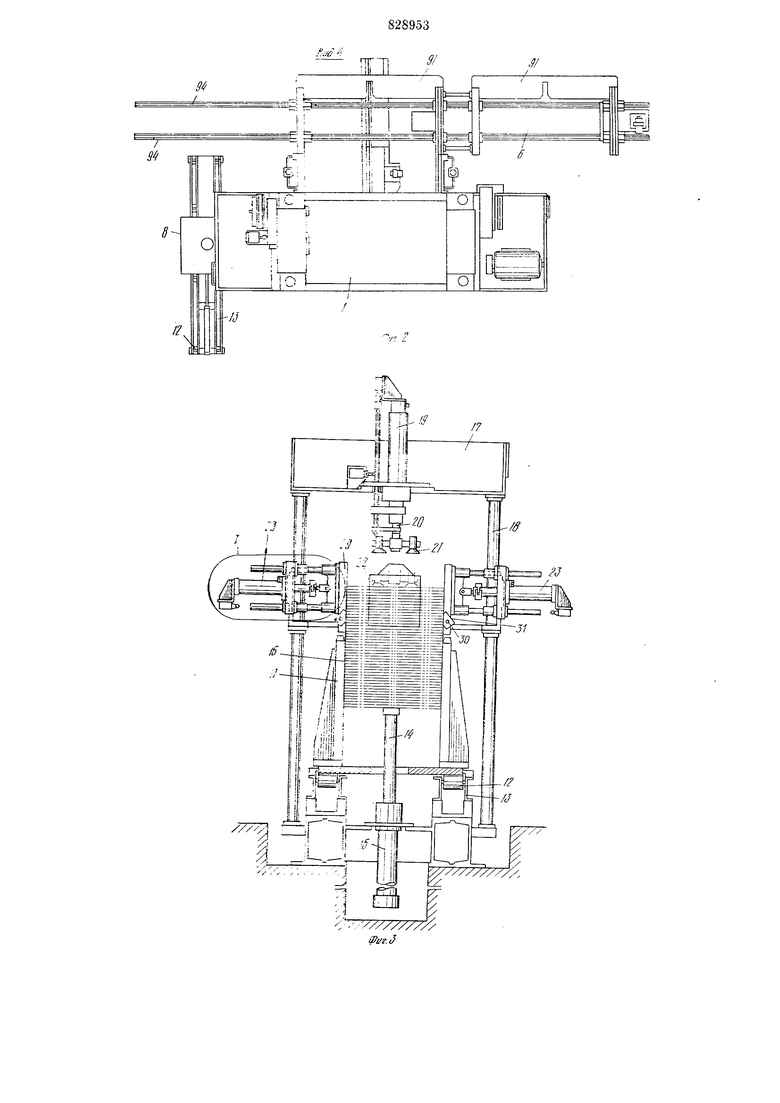
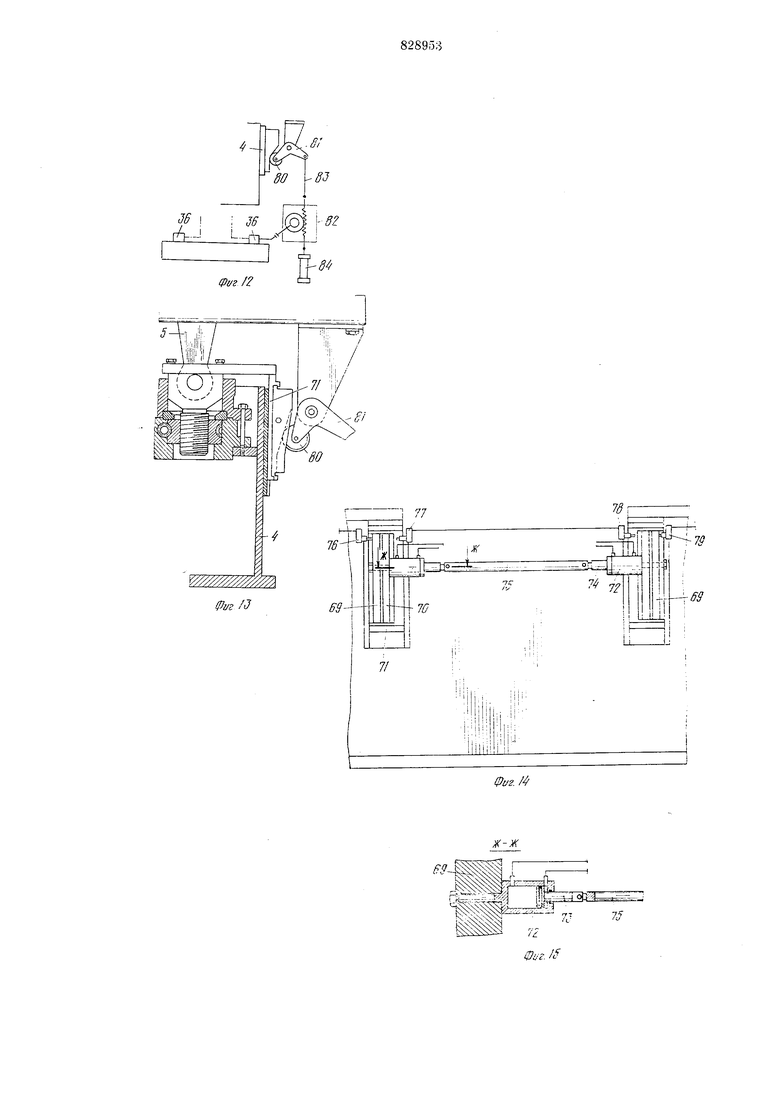
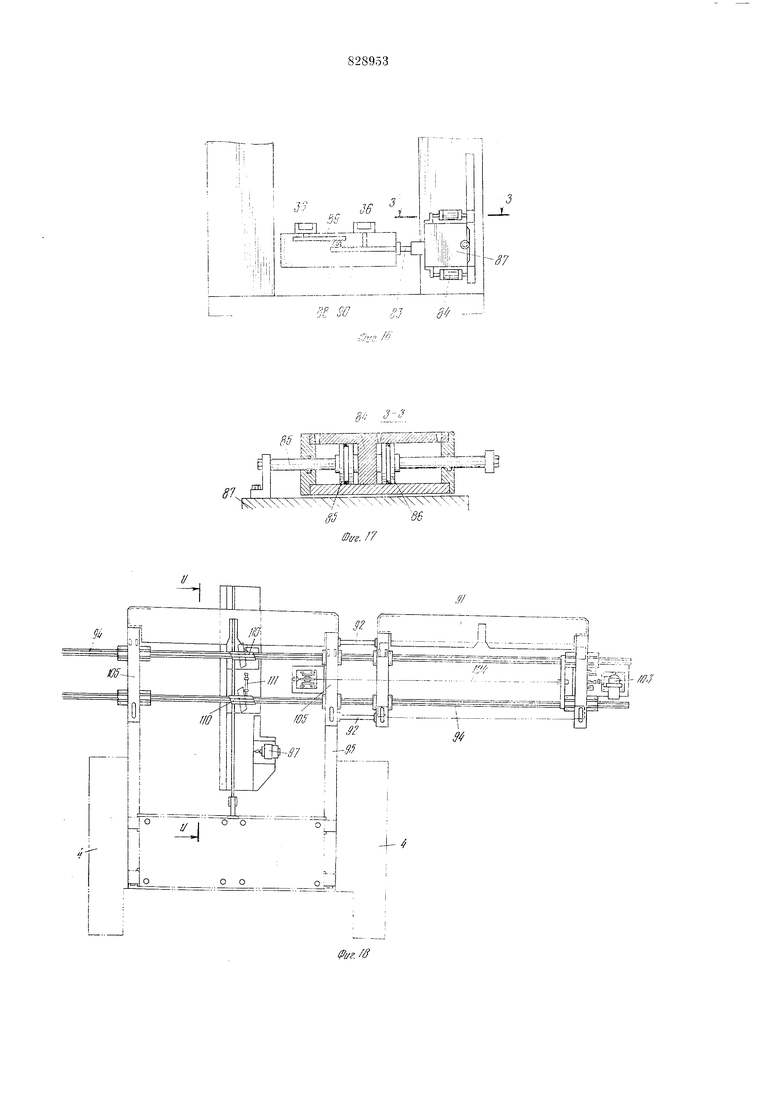
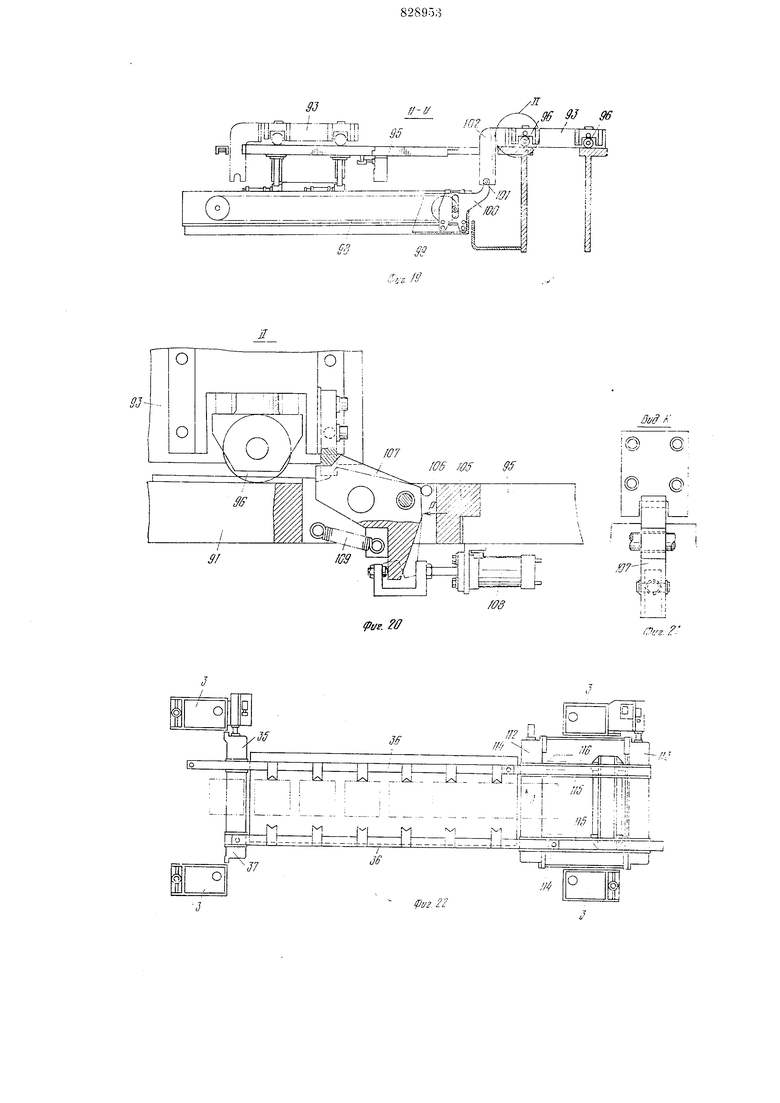
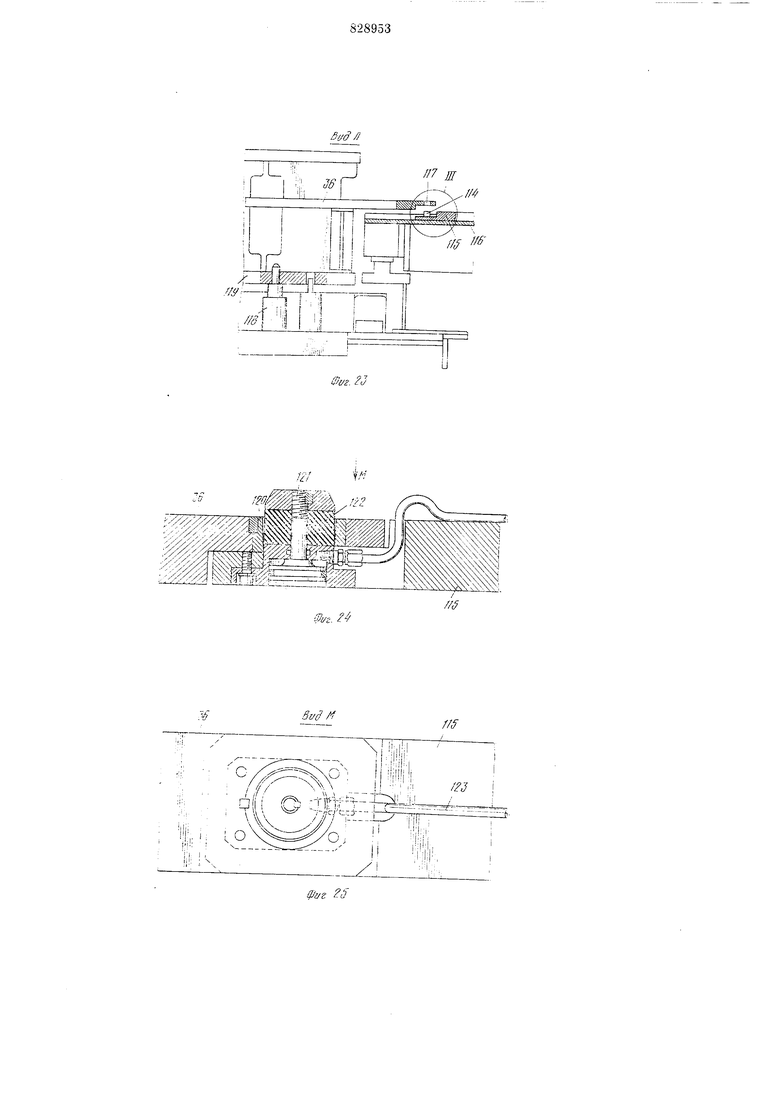
На фиг. I изображен нреДлагаемый гцэесс, общий вид; на фиг. 2 вид Л фнг. i; на ф:-гг. 3 - бункер-па.ко;нитель с устройством для передачн за готовок на первую рабочую нэзииню; ,на фнг. 4 - узел I фиг. 3, разрез; на фиг. 5 - устройство для транспортнрогзкк заготовок между первой и пос тедуЮ) лознцнями, внд в пла1Не; на (Ьиг. 6 - вид Б фит. 5; ка фиг. 7 - разрез В-В фиг. 5; на фпг. 8 - разрез Г-Г фнг. (; lit i.biir. 9 -- конструкция ме.ханпзма контрОЛд кол:Ичеет;ва заготовок; на фиг. 10 - вид Я па фиг. 9; на фиг. 11 - разрез -Е фиг. Э; на фагг. 12 - прИ,ННН1Тнальная схема Mcxanii3iMa для зажима и фнкеацик игганти; :-:а фнг. 13 - коиструишня еочлеиення шату.на с лолзхчном; на фиг. 14 - э5ии1Й р,;-гд меха.ннзма для заж-нма н фн. лтзНРи; иа фиг. 15 - разрез Ж---Ж фнг. 14; на фиг. 16 - ко,нструкн:ня .меха,мизма .ня iHiTaJir; |иа фиг. 17 - разрез 3- -3 фи 16; на ф.н;г. 18 - обищй в-нд механизма смены Н1танг; иа фнг. 19 - разрез И-Я ф;нг. 18; на фиг. 20 - узел П фиг. 19; на фиг. 21 - вид /( фиг. 20; на обни1Й внд механиз.ма Ho:uiiOHUi. фпг. 23 -- Й1ИД Л ф«г. 22: aia фш. 24 -- у;1Рл И фиг. 23; иа фит. 25 - вид М ф|ИГ. 24; ;:; ф.иг. 26 - Обиии внд меха.низ.vra азтом::тическо1-о аодеоел.ннения с 1етемы подачи сл;азоч,чООхлажда10Н1ей Ж1;дкости I- илалму; на фнг. 27 - разрез Я-Я фнг. 26; на ;)(. 28 - узел регулирования давлеиин ; Нневматнчеекой иоду;1ике; на фиг. 29 - пГИнц.илиальиая схема узла регулирозан.ия да.влеиия; иа фиг. 30 иринииииальнрограммного €троЙ1Ства. Много.(103:идио;нный Пресе содержит станииу, содержащую вер.хгпою / и илж.нюю 2 тра;зе;).;. стойки н :нолзун 4, соетннс -;hbui Tuar;/ii;oM 5 с Нснолнителвным мехаii 3MOM, устройство ДЛЯ смены 6. нтамлы 7. буикер-иакотпггель 8 с устройстаом 5 тля передачи заготовок на первую ;)аГ:очу; ; iii03iHUHio, а также уетройст;-:о /i/ лЛя гг. а1::сиортирот1кн заготовок межд; uepiBofi и последуюигими рабочими доз:-;UiHAiHI.
Бу11{.кс|.)-иако:интель с устройствч).м :реда л заготово содержит :стаиель //, .лен,ный иа ра.мках 12, закрепленных м:а CTOiiKe 13. В Д|Н1ице стапеля // 1И|Меется отверстие, через которое нроход1ит нггок 4 цилиндра 15 для подъема пакета с затото; кам:И /6. На поперечине /7, устанозлек .::оГ; ка колоннах 18, закреплен .ииллпдр 19, на .е 20 которого смонтнрова.ны ваку} гиые и.рисоски 21. На верхней плоскости заготово.к 16 расположено магнитное тюдлазкоиое устройство 22. На КолоНиах IS закреплены |Ц|Илнидрв1 23. Каждый из которых содержит поршень 24 с полым штоком 25, Б огверсташ которого смонтирован
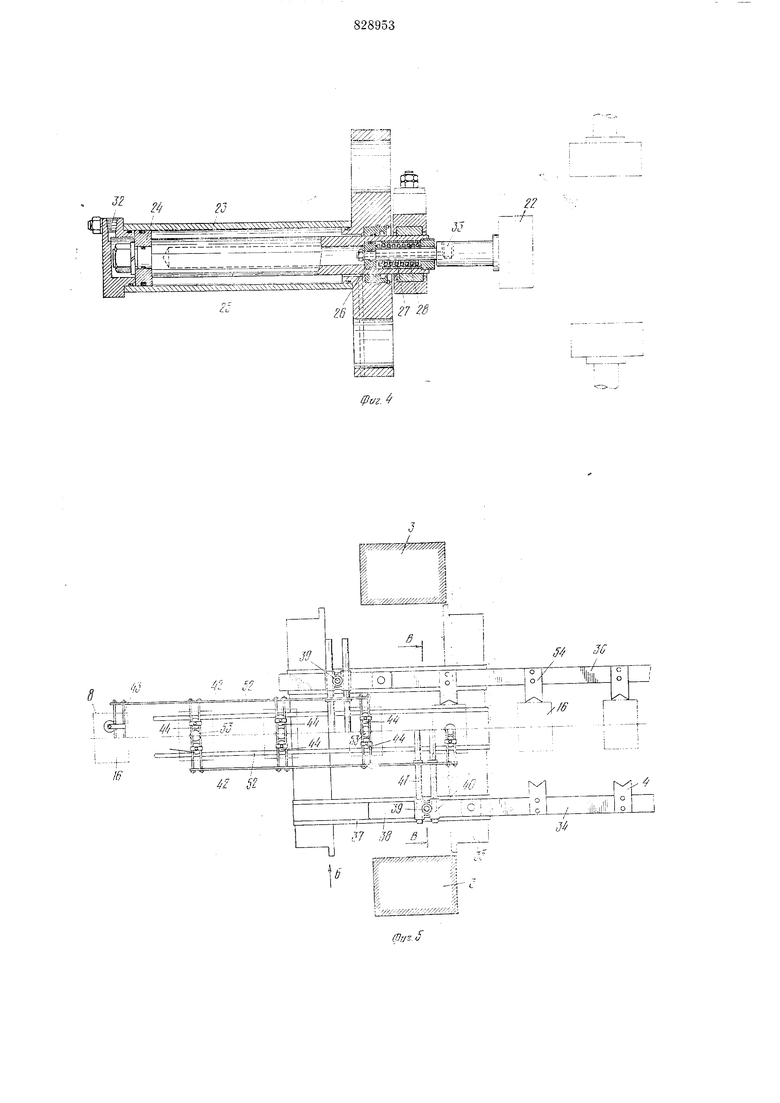
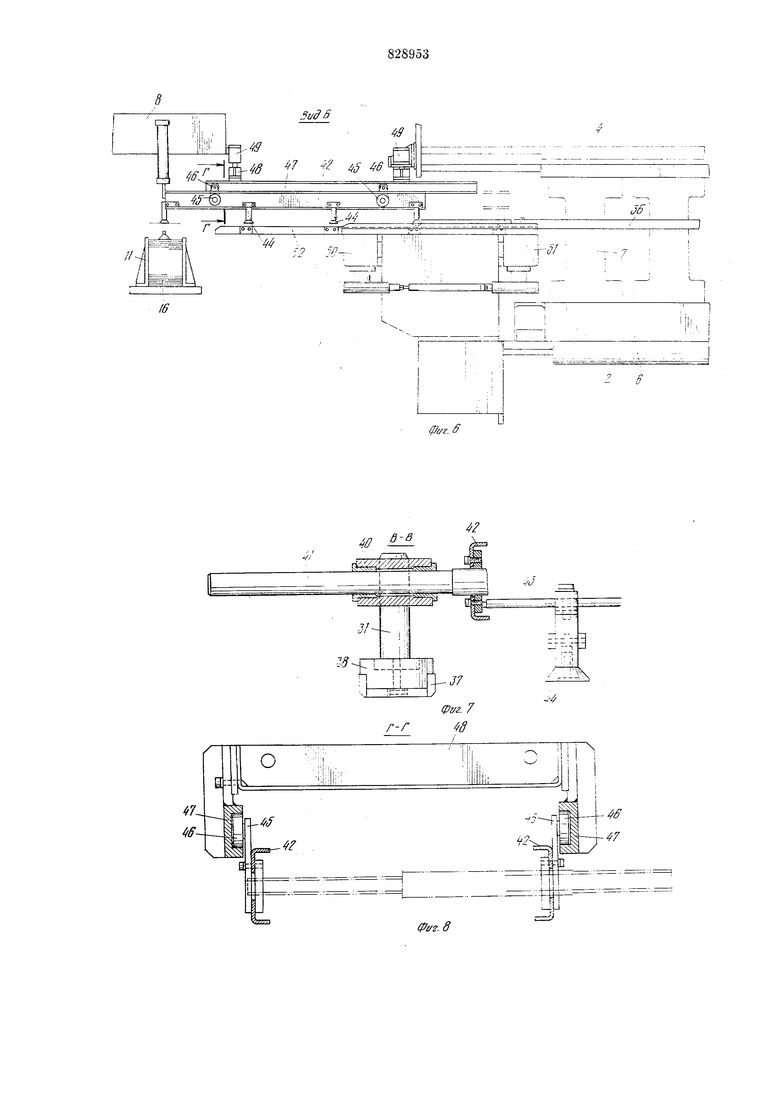
дололкительный 1пор:шеиь 26, пружина 2/ if огра-инчителкная втул.ка 28. На ачоние штока за.л реилена траверса 29, на которой ста;№аалены на осях 30 захваты 31. НодаЧа жад.костн в иилиидре 29 осуществляется через отверстия 32 н 33. Устройства 34 ,и 35 зажима и ра-сненлеиия подаюнгнл штанг 36 установлены на направляюпшх 37, располоч1-сеш ых между стой«а;ми 3. В лазу у ПО|МЯИутых налра вляюищх раЗМещеиы до(полнительны.е nixaiHrn 38, соед1И1еи ые со ц;тангама- 36 с -но.мощью скрепляющего э.яемента 39, установленного в 40. Корпус 40 посредством колонок 4/ 5 соедйкаи с рамой 42, } которой wa соеднщ тельных ил.аиках 43 по осям щтамиов установлены 1ват:уумиые подъем,н;июп 44. На рамах 42 смонтированы рычаги 45, соедннеиные роликами 46 с иаатравляющими 47, скреплеидчых 48, взанмодействук цнх с цили1ндрами 49. Наралледьио щта.ига.м J6,над зажнмнымИ устройствами 50 i; 51 установлены .балки 52 с на1Нравляемымн оверк .вакуум;ны:мн иодъеми:ика ми 53. На 5 Щталгах 36 закреплены захваты 54.
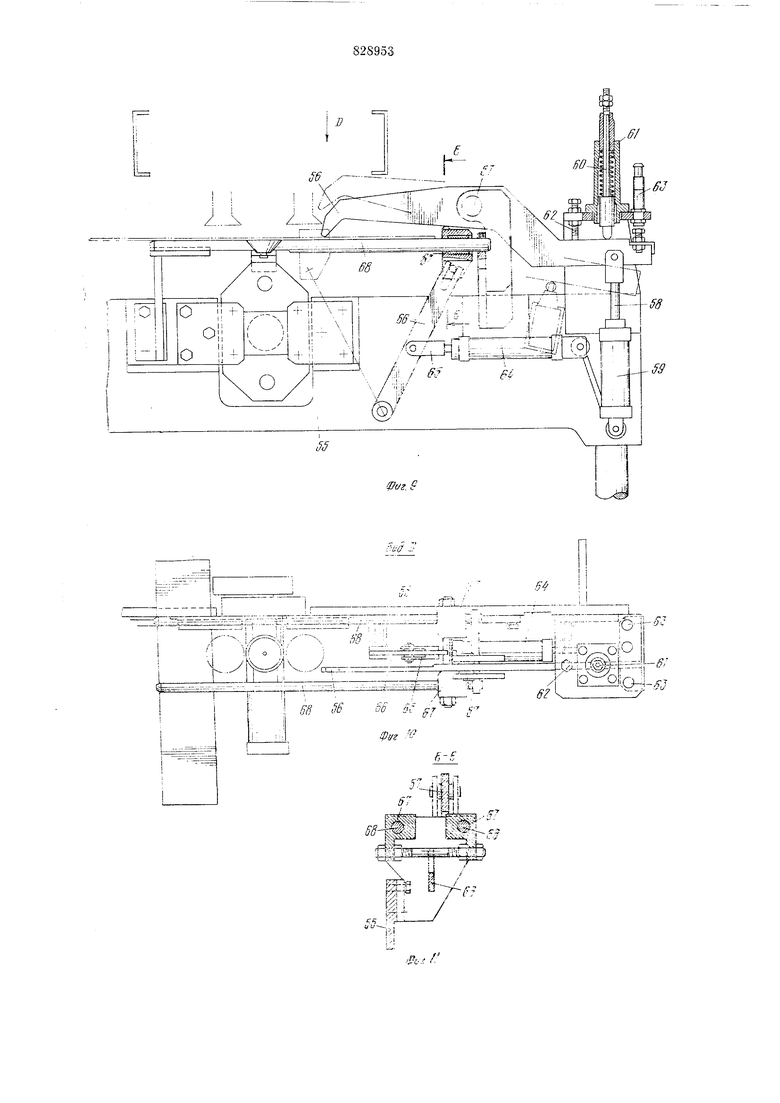
Устройство для предотвращения подача сд.воемных заготовок у-етановл.ен10 иа раме 55 рычага 5К с возможностью поворота вокруг ойн 57. ОдИН из К-Онпов рычага 56 яв0 ляется индикатором, а другой связан со штоком 38 .дра 59 -и контактирует с .тодпружИнениЫМ уиоро.м 60, смоитированиым в KopTjyce 61, на котором зак,ре|Нлены регулировочный винт 62 и контактный ие.5 рекл1О ч;1 гел) б-i, .на pai.Me 55 установлен иидиндр 64, ипнж 65 кото)ого через иоворот 1)ычаг -56 соедн1НС|Н с н олзхчнкой 67, связ .Нны.и, в сзОО очередь, со нггаига.ми 68 л1ехак1-;:.м зажима н ф1ИКсап11.1-1 И1танги со40 держит ку;;ачок 69 н 70, размеи1е;п-1Ь1е ii .1ержателе 71, е.моитирова.нио.м на иолзунс пресса -. Кулачки соеднне 1ы с .кориусамг (дров 72, Н1ТОКИ .которых 73 и 74 связаны Между собой вало.м 75. Д.тя контроля 45 иоложе1;ия кулачков установлены 1коиечные ,не)еключател-и 76, 77, 78 и 79. С кулачка:-.ки .контактирует ролик 80, смо1ггированный на оДИОм K.Hiie новоротного ры-чага 81, друг-ой мон:сц которого соедннен с .механнз50 м( за/К;;.ма 82 через тягу 83. Механизм вкЛОчает в себя два ни.тпидра 84 с но и1ням 85 н 86, нер1зый из которых сое.тиие с KOpiiycoM 87 Механиз1ма 82, а другой /со 3, а также Н1есте.рию 88 н 55 ;1сйкн 89 и .
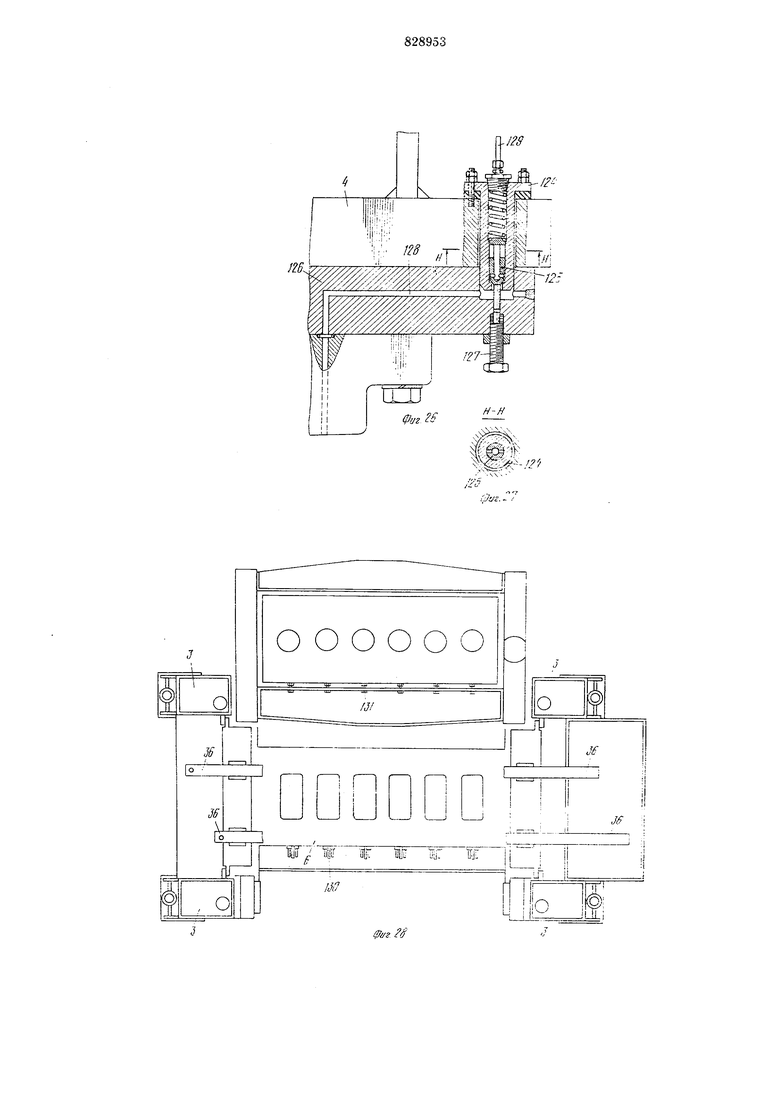
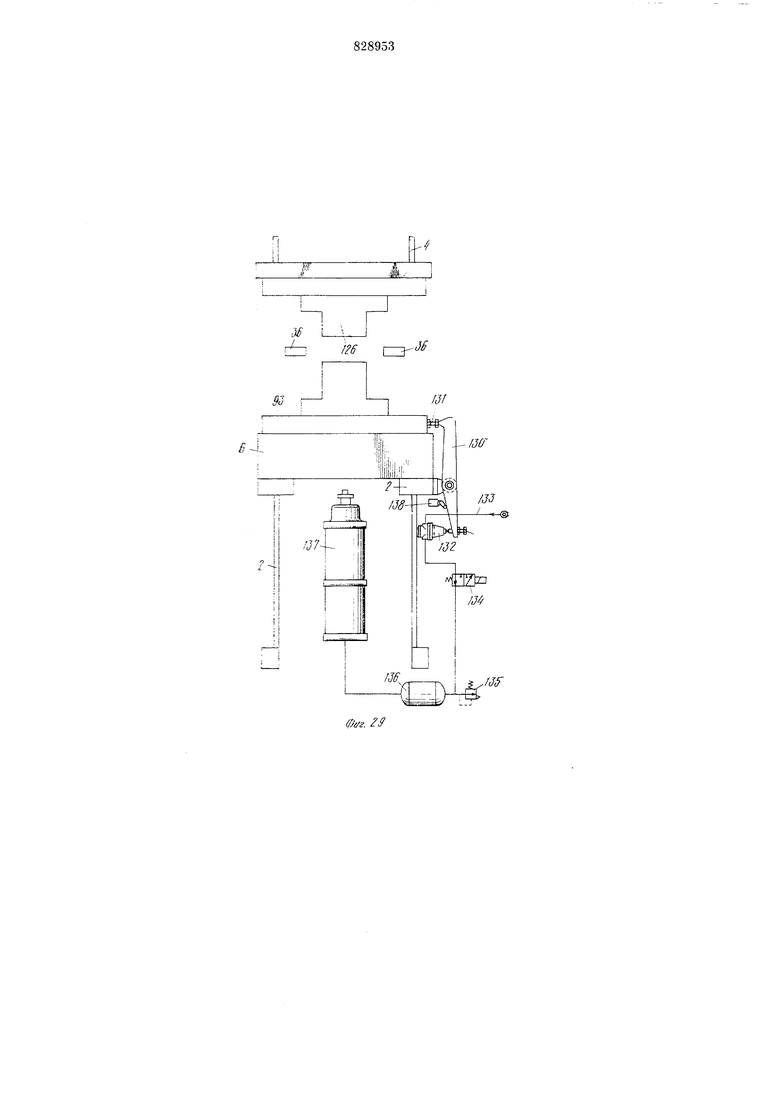
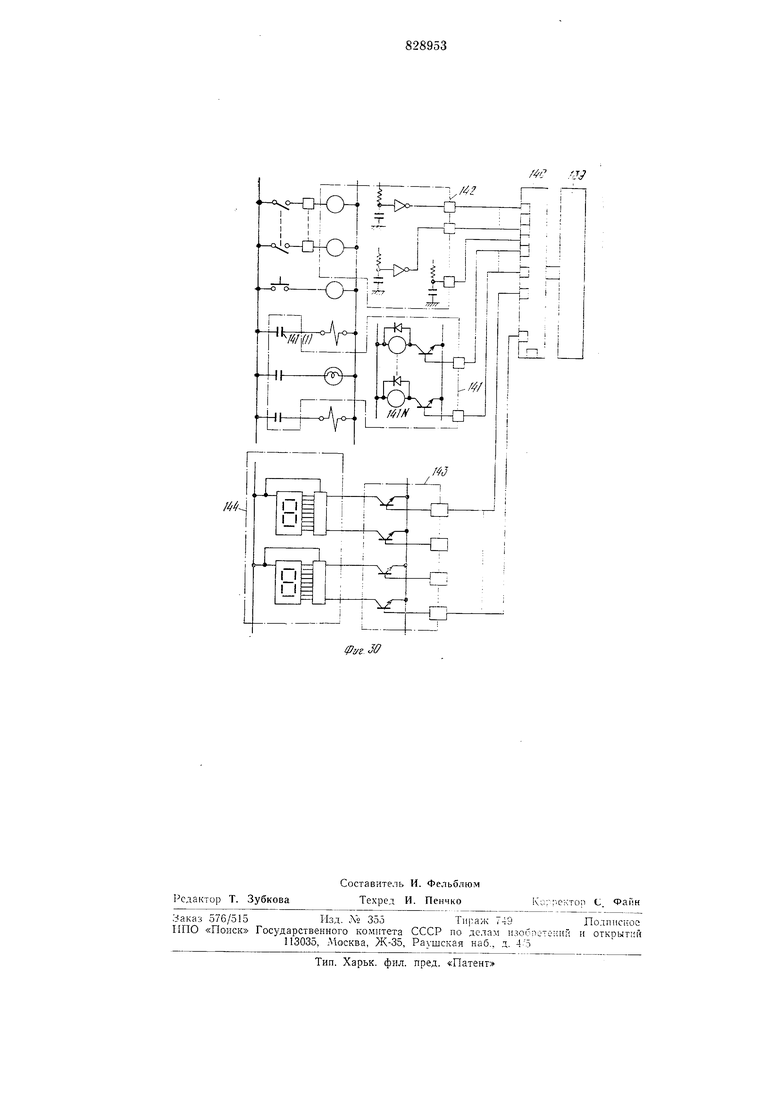
VcTpoiicTBo смены иггамиов состоит из Д1-;у.с т-еле;кек 91, сое.дИНоиных тягами 92. На тележ,ках 91 устанавливаются щтампы с подшта новгэ1:ми плнтамн 93. Для пе60 ремеи ;. тележек 91 установлены .аи,.1яюн11;е 94 и 95, а пе)емещение но.чн:га.мноаых плит- .9.3 осуществляется но ро.Il.Ka.vt 9--; lOT электродвигателя 97 посредством ()й передачи 98, звездочка 99 кото65 р.;)й .сс:дине а посредством каретк.и JOO с ролико.м 101 и кронштейном W2, залрепленным Jia подштампозой плите 93. Привод тележек осуществляется от э.;сктродвигателя 103 через цепную передачу 104. На тележках 91 смоит1фов2ны дололнительные направляющие JOS, в лазу 106 которых емонтирован сгспор iU7 для фиксации подштамповых плит УЗ. Отвод фиксатора осуществляется от цилиндра 108, а его воз-врлт в исходное положевие - лружи.ной 109. В ;месте (пересечения направляющих предусмотрены тюэоротйые направляющие шлавдми 110 с пр1,родол от цилшьдра . Механизл смены подаю.щих штаиг состоит из устройств 35, 112 и 113 для эажрбпленяя и освобождения подающих шталг, а ступенчатые кон.иы подающих щтанг соединены штафтами 114 с дооолнительными Подающм.ми штз.нгами 115, размещенных в направляющг Х У /6. Штифты 114 входят IB отверстия 7/7 на подающих штангах 36. Подъем штанг Зб осуществляется цилиндром 1.18 через плиту П9. Фиксация шта.нг 36 и ИЗ осуществляется цилиндром 120, .на поршне 12 которого закреплен упругий элемент 122. Подвод жидкости ;К цилиндру осуществляется через трубопровод 123. Механизм авто.матического подсоеданения смазочно-охлаждающей жядхости содержит смонтированный на лолзуйе иорлус J24 с 1под;п:ружинеи1ным клапаиом 125. Корпус 24 входит в отверстие верх.ней половины шта.мпа J26, в котором размещен регулируемый улор 127 и канал 12Ь для отвода ЖИДКОСТ1И. Подача жидкост к клапану осуществляется по трубопроводу . Мехавиз.м регулировки давления Б гидротодхшке содержит смонтированный iia ста.ни.не рычаг ioO, взаи.модейству:ощ,ии одним KOHiioM с регулирусмым уиором W/, а другим - с регулятором давления 132, установленным на магистрали J33, содержащей двухходовой золотннк 134 и лредохраннгельный клапа.и 135, соединенной через ресивер 136 с цилиндром гидроподушки J3/. Переключение золотни8{а 134 осуществ.,1яетсл но команде от конечного переключателя 138. Регулируемый упор 131 за,реилен на подштамповой плите 93. Количество -подушек на прессе равно ч)1слу рабочих позиций. Устройство для программного правления прессом содержит запоминающее устройств-о 139, счетное устройство l:tO, блок уиравления 14} с его ьлемеигами, бло.к датчиков 142 с его эле меитами, блок илчди.кади.и 143 и блок уп равления 144. Мно1опози:ционный гвресс работает еле д -ющ1И1М образом. Заготовки 16 уклады ваются в сташель 11 и иог-тоянно подаются вверх цилиндром 15, из стапеля iJ заго товки снимаются вакуумными присосками 21 с помощью цилргндра 19 oi подаются на ервую рабочую иозишпо, где при дальнейем ее продвиже1Ы и контролируется колиество одновременно поданных заготовои ычагом 56. При паступлен:и1И одной загоовки в пресс она беспрепятственно продвиается на рабочл е позиции, а пр) поступении двух и более заготовок последние сбрасываются в сторону. В дальнейшел зл отовки захватываются штангами S6 ,и пе редаются с позиции на поз;и1Цию, где производится их нооперашюнная штамповка. Заж.;1м штанг производится кулачками 6.9 и 70 при воздействии их на ролик SO, в результате чего рычаг 81 поворачивается и через тягу 83 передает движение .на рейку 90 и далее через шестер.ню 88 на рейку S9, связанные со штангами 36. Возврат .щтанг в исходное положение осуществляется U)iЛиндром 84. Штамны 6 устанавлнваются на подштамновых илитах 93 и вместе с ними на тележках 91 н имеют 1возможность перемешаться ио на.иравляющим 94 здоль оси пресса и ио нанра-вляющим 55 поперек его оси. Привод тележек осуществляется от электродвигателя 103 через передачу /04, а привод подштамповых плиг - от электродвщ-ателя 97 через цеп.ную передачу 98. Установка штампов на прессе осуществляется е помощью обычных крешежных устройств. При смене шт-амлов одновре.менно производится и смена подающих штанг 36, для чего они при-подн,ил аются цилиндрами 18, снимаются со штифтов J}4, соединяющих их с донолнительнылм) штангам.и 115, отводятся в сторону np,;i перемещении иодштамповых плит. Подача смазочно-охлаждающей жи.дкости к шта.мпам ироизводится через трубопровод 129, через каналы клапана 125 н далее через канал 128. При установленном штампе на ползуне 4 кла:нан 125 постоянно открыт за счет конта.ктирован;ня с регулирует ы.м уиором 127. Прн с.мене штампов клапан 125 закрывается и Ж1идкости в ка-нал 128 шрекрашается. Регулирование да.вленяя Б цилиндрах г.идроподушеж 137 на каждой позиции осуществляется путем регулировия 7юров 131, воздействуюиднх через рычаг J30 на регулятор давления 132. При работе пресса конечный переключатель 13S замкнут, в результате чего жидкость из цилиндра гидроподушек 137 беспрепятстаенно прохол.нт через золотннк 134 в магистраль 133. При выдвижении подштамповой плиты 93 из пресса золотник 134 переключается и ири этом отсекается выход килкост1 из цилиндров гидроподушек 137. Пресс управляется программным устройством. Фор м у .ч я и 3 о б р е т е н и я 1. .Многонозициоиный пресс для листозой шталиюв1 и, содержащий станину, .ительный механизм с лолзунсш и при;юдом, 0)-,н-кер-,накопитель заготовок, стгюйство для передачи заготовок от бункера.:ако;1.ителя на пер-вую ра бочую лознш-ио, }стройство тра:Нс-партировк Й заготоадк первой ,и последующими П0;;и( в виде грейфера с подаюишмк шгангам-и it уст1ройство смены шта.млов, о т л ч л 0 иьн и с я ТСМ, ЧТО, С ЦСЛЬЮ 410иышения лрсизводительности, он сна.бжек «екадизмом смеиы подающих шта.нг, .систе,;.1ои иодачи смазочно-охлаждающей жидK:OCTi; .с ч :еханизмом ее авто.матического л:.дсоедкие,ния к штамлу, пневматической подуш,кой с узло:м регулирования давления « ней, а также устройством программного у1правлеН11Я. - 5. 1 ipecc но и. 1, о т л и ч а ю щ и и с к Г&Г4, что устройство СМеИЫ ШтаМПО 5 ВЫЛОЛмено г, Зиде соединенных между еОбой двух .-.еж-гк с поди1тамио|Вым-и плита ми и агоизодом для их перемеи1ен,ия в двух взаимно ;;грч енд1;::: уляриых наиравлениях. о. .и п. 1, о т л и ч а ю Ц и и с Н тзм, ч го -механизм смелы подающих штанг выполнен в виде смон-лврова.нных па потштам-Ц;Озой ллите двух пилиндров с за.креиленной н.а И:х -поршнях бал/кой, а также Зстановленнььч на станине двух донолнительных цилиндров для зажи.ма и фиксации итакг : в рабочем иоложении, при этом каждая подающая штаига выполнена ir двух Частей. 4, по п. 1, от л и ч а ю щ и i с я тел, что мех.а№из.м автоматического иодсоеди«еяия системы иодачи смазошо-очлаждающей жидкости к вылолие)-: в виде закрепленного на ползуне иодпружииенного клапана, а таачже установленного н,а подштамиовой плите регулируемого -nopa для по,мя,нутОГо клалана. Исто чни.к мнфо р . а И1 и i, ир1инятый во виим.а,ние при э.кслертизе: 1. Патент СССР но заявке ,о 2561057/257, кл. В 30 Б I 30 В 5 00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная установка для многономенклатурной штамповки деталей из полосового материала | 1982 |
|
SU1097414A1 |
| Штамп для обработки штучных заготовок | 1981 |
|
SU940937A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| ПЕРЕДАТОЧНОЕ УСТРОЙСТВО И ПРЕДНАЗНАЧЕННАЯ ДЛЯ НЕГО ПРИВОДНАЯ СИСТЕМА ДЛЯ МНОГОПОЗИЦИОННЫХ ПРЕССОВ С АВТОМАТИЧЕСКОЙ ПЕРЕДАЧЕЙ ОБРАБАТЫВАЕМЫХ ЗАГОТОВОК С ОДНОЙ ПОЗИЦИИ НА ДРУГУЮ | 1988 |
|
RU2020073C1 |
| Линия для штамповки деталей из листового материала | 1985 |
|
SU1282946A1 |
| Устройство для изотермического деформирования | 1987 |
|
SU1496890A1 |
| ГИБОЧНАЯ МАШИНА | 1973 |
|
SU367929A1 |
| Устройство для крепления сменных пакетов штампов на прессах | 1987 |
|
SU1447510A1 |
| Способ автоматизированного монтажа сменного пакета штампа в прессе и устройство для его осуществления | 1986 |
|
SU1423232A1 |
V я SH т ЧТ- 1i -:
f-/n Jirf
llll
7J
//
1/
о
/j
32
f//
.Д itrEj . i-T
; 11
И-1-vv 1 ta-г . I
& У1П|; 5р Д
1ВГ
/
iJL
//
Г
J/6
3f/
J7 Ji л 1
4f-@
W
фуг. 8
ШГ
,, S
jnzil jdTL ..., -j- ;, ,|,
I;
. jJ j .
J IZmLM
I™ I //// 4 /A/////////(///// //A
/A/
L.
;
93
I
ТШг
ijiJiQliJLirSliij
f
.«r J 96 /06 т ШМ W v--J ГШ .77f;- риг. ff
, 7; ,
fl7 Ш
О О О О О О
С Ш
с
126
93
дВ
131
fdO
-©
лу
