СП
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223336C2 |
| Способ производства ленты из малоуглеродистой стали | 1990 |
|
SU1735396A1 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223335C2 |
| Способ производства прецизионной ленты из малоуглеродистой стали для теневых масок кинескопов | 1991 |
|
SU1787604A1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС ДЛЯ МАГНИТНЫХ ЭКРАНОВ | 2002 |
|
RU2223334C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА | 2008 |
|
RU2361933C1 |
| Способ производства тонких полос | 1987 |
|
SU1447890A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС ДЛЯ ЭМАЛИРОВАНИЯ | 2008 |
|
RU2392072C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2012 |
|
RU2479641C1 |
Изобретение относится к прокатному производству и может быть использовано при получении тонкой холоднокатаной ленты из малоуглеродистых сталей, используемой для изготовления магнитных экранов кинескопов цветных телевизионных приемников. Сущность изобретения: способ включает холодную прокатку за несколько проходов и рекристаллизационный отжиг. С целью повышения качества проката путем получения требуемых физико-механических свойств и увеличения выхода годного прокатку в последнем проходе осуществляют в валках с шероховатостью 0,30-0,35 мкм со степенью деформации 9-20% при отношении длины очага деформации к средней толщине ленты 4,8-7,8, а отжиг ведут при 670-710°С. 2 табл.
Изобретение относится к прокатному производству и может быть использовано при получении тонкой холоднокатаной ленты из малоуглеродистых сталей, используемой для изготовления магнитных экранов кинескопов цветных телевизионных приемников.
Цель изобретения состоит в повышении качества проката путем получения требуемых физико-механических свойств и увеличении выхода годного.
Сущность предложенного технического решения заключается в следующем. -Физико-механические свойства ленты для магнитных экранов окончательно формируются на заключительной стадии холодной прокатки и последующего рекристйллизационного отжига. Экспериментально определенные оптимальные режимы получения ленты обуславливают получение заданного комплекса свойств, и, следовательно, повышение выхода годного.
Примеры реализации способа. Холоднокатаные отожженные полосы сечением 0,5x610 мм из малоуглеродистой стали 08Ю с минимальным, средним и максимально допустимым содержанием легирующих элементов прокатывают за 5 проходов на реверсивном 20-валковом стане 720 до толщины 0,115 мм с суммарным обжатием . В первых четырех проходах прокатку ленты ведут до толщины 0,135 мм в рабочих валках диаметром 48 мм с шероховатостью 0,12 мкм Ra. Перед 5-м проходом в клеть заваливают рабочие валки диаметром 72 мм с шероховатостью 0,32 мкм Ra и ведут прокатку ленты с толщины
а
ел ю
Ч
-N
0,135 Мм на толщину 0,115 мм с обжатием
.8%.
Засчет замены перед последним проходом рабочих валков с диаметра 48 мм на диаметр 72 мм обеспечивают оптимальное отношение 1д/НСр, равное
lg -|R Дп- «0,,8485 мм, где R - радиус валка, равный 36 мм:
&h - абсолютное обжатие в 5-м проходе: ,135 мм - 0,115 мм 0,02 мм.
Нср
0,125;
Ho+Hi 0.135мм+0.115мм 22
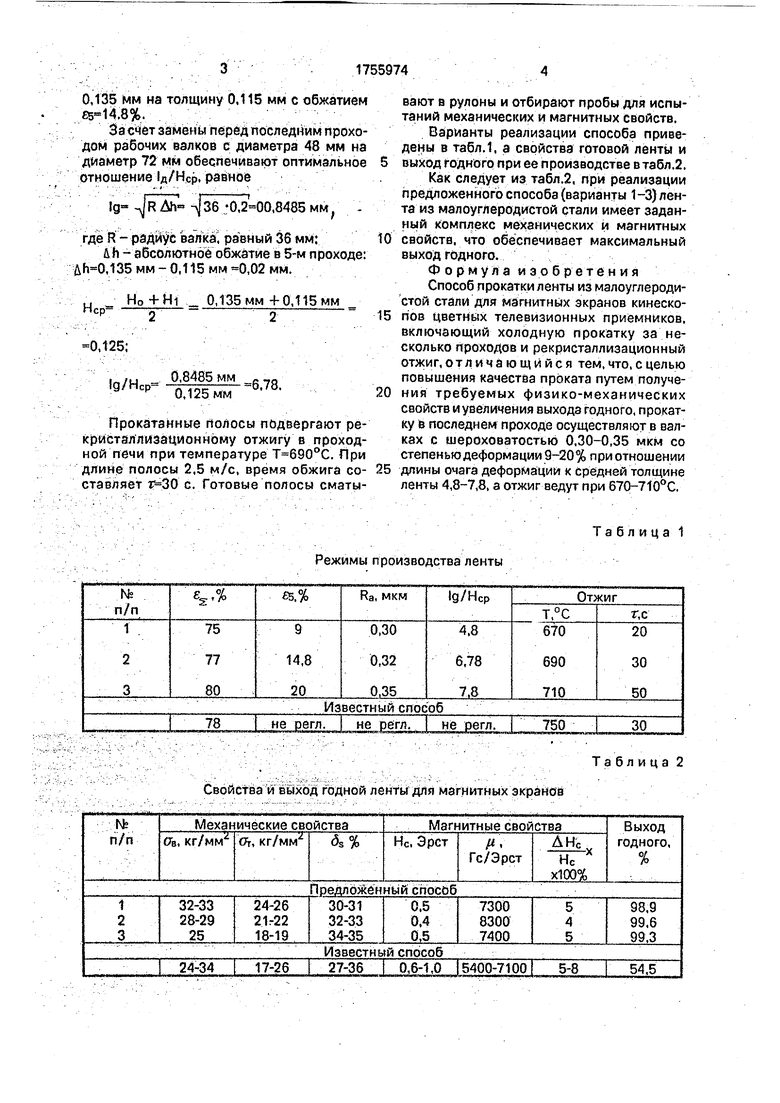
V -1Ж г 8Прокатанные полосы подвергают ре- кристаллизационному отжигу в проходной печи при температуре Т 690°С. При длине полосы 2,5 м/с, время обжига составляет с. Готовые полосы сматыРежимы производства ленты
Свойства и выход годной ленты для магнитных экранов
вают в рулоны и отбирают пробы для испытаний механических и магнитных свойств.
Варианты реализации способа приведены в табл.1, а свойства готовой ленты и
выход годного при ее производстве в табл.2. Как следует из табл.2, при реализации предложенного способа (варианты 1-3) лента из малоуглеродистой стали имеет заданный комплекс механических и магнитных
свойств, что обеспечивает максимальный выход годного.
Формула изобретения Способ прокатки ленты из малоуглеродистой стали для магнитных экранов кинескопов цветных телевизионных приемников, включающий холодную прокатку за несколько проходов и рекристаллизационный отжиг, отличающийся тем, что, с целью повышения качества проката путем получения требуемых физико-механических свойств иувеличения выхода годного, прокатку в последнем проходе осуществляют в валках с шероховатостью 0,30-0,35 мкм со степенью деформации 9-20% при отношении
длины очага деформации к средней толщине ленты 4,8-7,8, а отжиг ведут при 670-7tO°C.
Таблица 1
Таблица 2
| Патент США Ns 4309886 | |||
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ производства холоднокатаной полосы из низкоуглеродистой стали | 1986 |
|
SU1382511A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
