1
Изобретение относится к обработке металлов давлением и предназначено для использования при производстве винтовой арматуры, а также прокатных профилей с периодически повторяющимися двухсторонними поперечными выступами и повьлиенными требованиями к точности их совмещения.
Известен способ настройки рабочей клети стана периодической прокатки, в соответствии с которым настройка черновых и предчистовых клетей стана не отличается от настройки клетей обычного сортового стана. Особенност этого способа настройки клети периодической прокатки - совмещение периодов валков в осевом и угловом направлениях при прокатке пробных
Наиболее близким по технической сущности к изобретению является способ настройки рабочей клети, при котором производят разворот одного валка относительно другого, прокатывают пробную заготовку, измеряют величину смещения периода на профиле и производят точную регулировку 2.
К недостаткам известных способов можно отнести то, что совмещение периодов при точной настройке обеспечивается путем проворота одного валка относительно другого, а применение этого метода в силовых передачах с низкой точностью их исполнения снижает и точность совмещения периодов на профиле.
Цель изобретения - повышение точности настройки рабочей клети стана для прокатки периодических профилей.
0
Поставленная цель достигается тем, что точную регулировку осуществляют путем поступательного перемещения по крайней мере одного из валков в направлении, противоположном направлению смещения периодо-в на профиле,
5 при этом расстояние между геометрическими осями валков сохраняют постоянным, а величину перемещения валка . определяют из соотношения
0
+ S) ( 1 где С - смещение периода на профиле,
С- - необходимое поступательное
5 перемещение валка;
S усредненная величина опереженияh - высота профиля по выступам;
R - радиус валков по впадинам
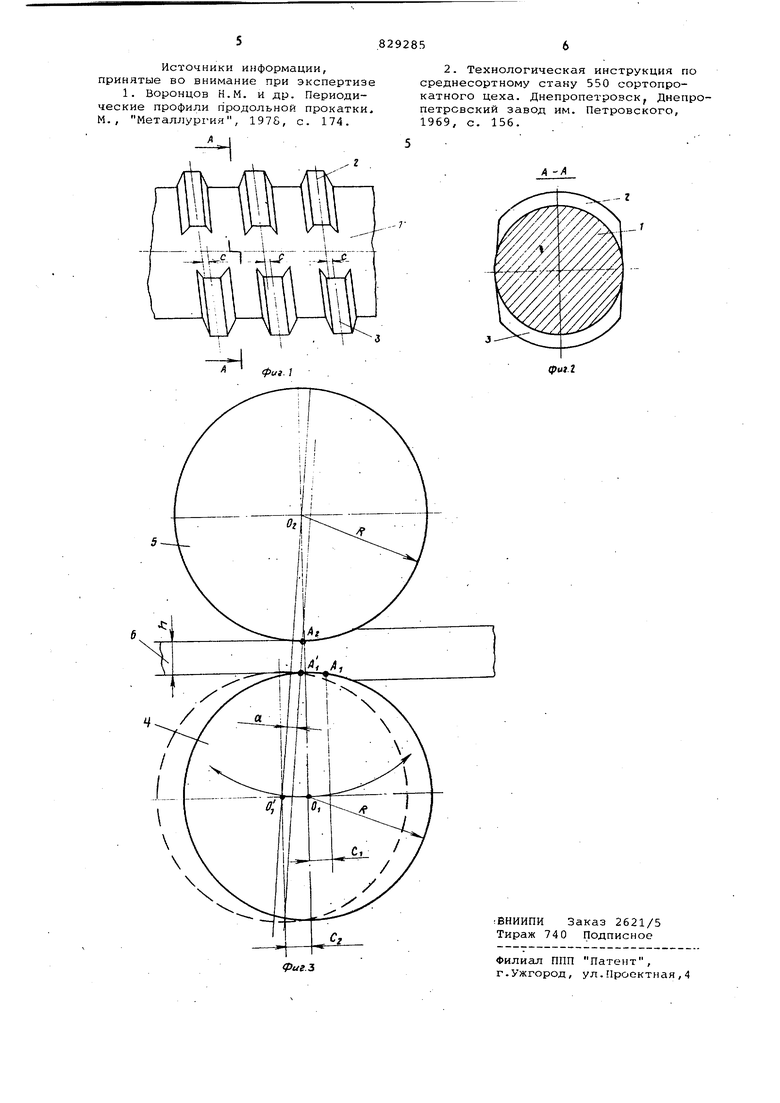
0 в ручьях. На фиг. 1 и 2 представлен профиль винтовой арматуры со смещением верхних полувитков относительно нижних , на фиг. 3 - схема настройки клети пу тем перемещения нижнего валка относительно верхнего. Профиль винтовой арматуры 1 имеет верхние 2 и нижние 3 периодические выступы в виде полувитков, которых при настройке клети необходимо распо ложить так, чтобы их смещение С было ми н имел ь ным. По предложенному способу в процес се точной настройки с валками радиусом Р целесообразно нижний валок 4 переместить поступательно, т.е. без проворота относительно верхнего 5 таким образом, чтобы величина этого перемещения была равна С. При этом погрешность -совпадения периодов профиля, прокатанного в валках, один из KOTOpbix перемещен на указанную ве личину, не будет превышать 0,2 мм. Существует, однако, возможность дальнейшего повьшения точности настройки, которая может быть реализована при сохранении постоянным расстояния между геометрическими осями валков при поступательном перемещении одного из них. Поступательное перемещение валка без изменения межцентрового расстояния позволяет обес печить более высокую точность, а также расширить диапазон регулировки положения валков. Конкретную величину перемещения валка определяют из соотношения 4- (1 + S) ( 2R + h Рассматривая смещение относительн друг друга точки А и Ag на рабочих поверхностях валка и их взаимное пол жение после перемещения нижнего валк на величину , можно видеть, что точка А должна занять положение А и находиться на одинаковом с точкой АО расстоянии от нового положения осевой плоскости валков . Достижение этого условия обеспечивается указанным выше соотношением. Данное соотношение получено с уче том зависимости, отражающей связь см щения периодов на профиле С с величиной, линейного смещения соответствующих точек на валках С и опережениемС С-, (1 + S ). При этом межвалковый зазор h и высо та раската не изменяются, так как н НИИ валок 4 перемещается по кривой, обеспечивающей неизменность межцент рового расстояния валков. Пример. При прокатке винто вой арматуры № 25 на стане с диамет ром рабочих валков 300 мм после гру бой настройки получено на профиле смещение против хода прокатки нижни периодов на 1,5 мм. Величина зарегистрированного опережения при этом составляет 0,04 мм. Необходимая величина поступательного переме1-ения (по ходу прокатки) нижнего валка определяется с учетом вышеприведенного соотношения и составляет 1,56 мм и выполняется при неизменном межцентровом расстоянии валков. После перемещения нижнего валка на величину С несовпадение периодов на профиле соответствует точности установки нижнего валка в нужное положение, которая определяется кинематическими особен- ностями устройств для перемещения валка и может быть оценена величиной ±0,03 мм. Полученная точность совмещения полувитков винтовой арматуры позволяет более равномерно распределить нагрузку как по витку, так и между ними. Это улучшает эксплуатационные характеристики винтовой арматуры, которая работает в конструкциях совместно с гайками по принципу резьбовых соединений. Ожидаемый экономический эффект от использования изобретения составит около 500 тыс. р. Формула изобретения 1.Способ настройки рабочей клети стана периодической прокатки, при котором производят разворот одного валка относительно другого, прокатывают пробную заготовку, измеряют величину смещения периода на профиле и производят точную регулировку, отличающийся тем, .что-, с целью повышения точности настройки, точную регулировку осуществляют пу-гем поступательного перемещения по крайней мере одного из валков в направлении, противоположном направ-лению смещенияпериода на профиле. 2.Способ по п. 1, отличающийся тем, что при поступательном перемещении расстояние между геометрическими осями валков сохраняют постоянным. 3.Способ попп. 1 и 2, отличающийся тем, что величину поступательного перемещения валка определяют из соотношения f . (1 + S)(, - ) где С - смещение периодов на профиле;С - поступательное перемещение валка; S - опережение металла в очаге деформации; h - высота раската по выступам; R - радиус валков по впадинам в ручьях.

| название | год | авторы | номер документа |
|---|---|---|---|
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| ШЕСТЕРЕННАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 1988 |
|
RU1522544C |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ШПИНДЕЛЯ С ПРОКАТНЫМ ВАЛКОМ | 2000 |
|
RU2186644C2 |
| Способ контроля осевой настройки прокатной клети и устройство для его осуществления | 1978 |
|
SU749474A1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| Рабочая клеть стана продольной периодической прокатки | 1978 |
|
SU753522A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| Устройство для осевой настройкипРОКАТНОй КлЕТи | 1979 |
|
SU839640A1 |
| Способ настройки роликовой проводки прокатной клети и устройство для его осуществления | 1981 |
|
SU975132A1 |
