(54) СПОСОБ КОНТРОЛЯ ОСЕВОЙ НАСТРОЙКИ
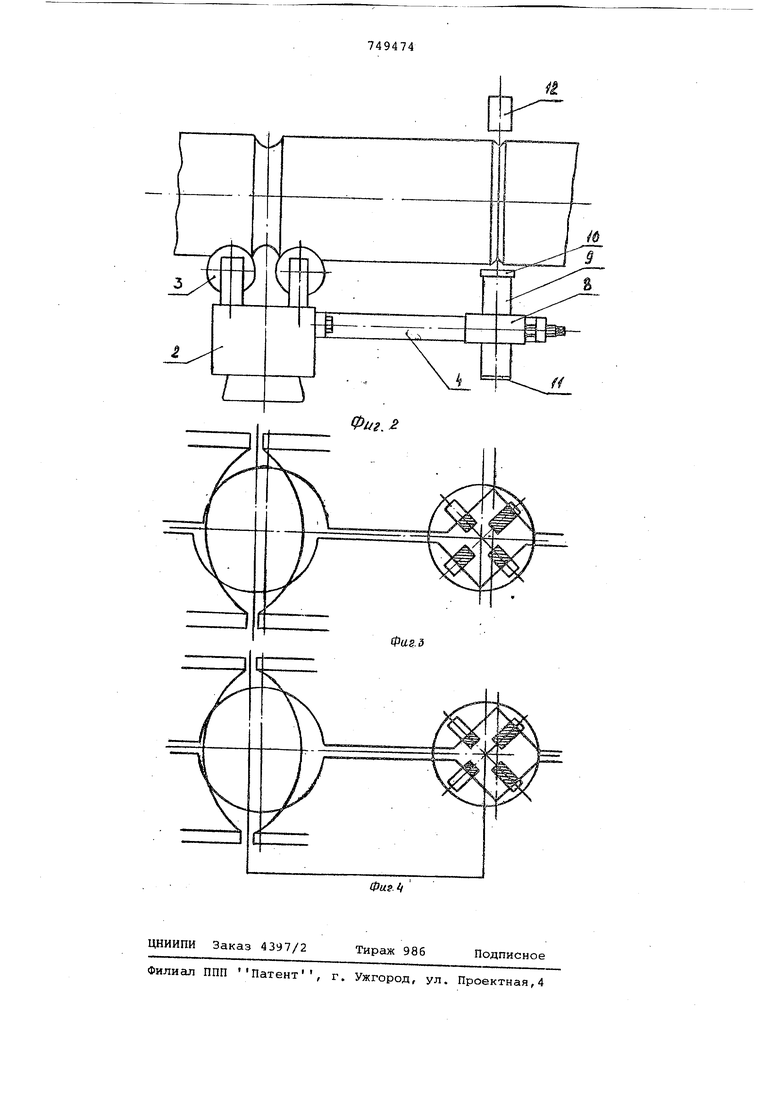
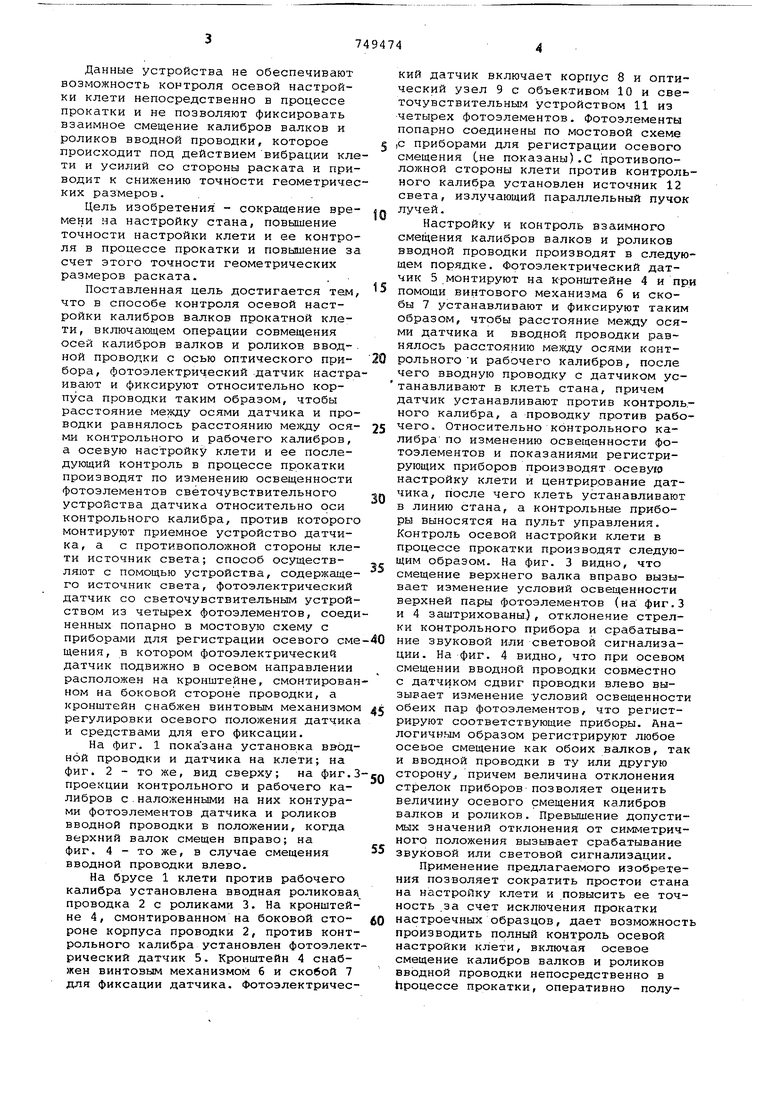
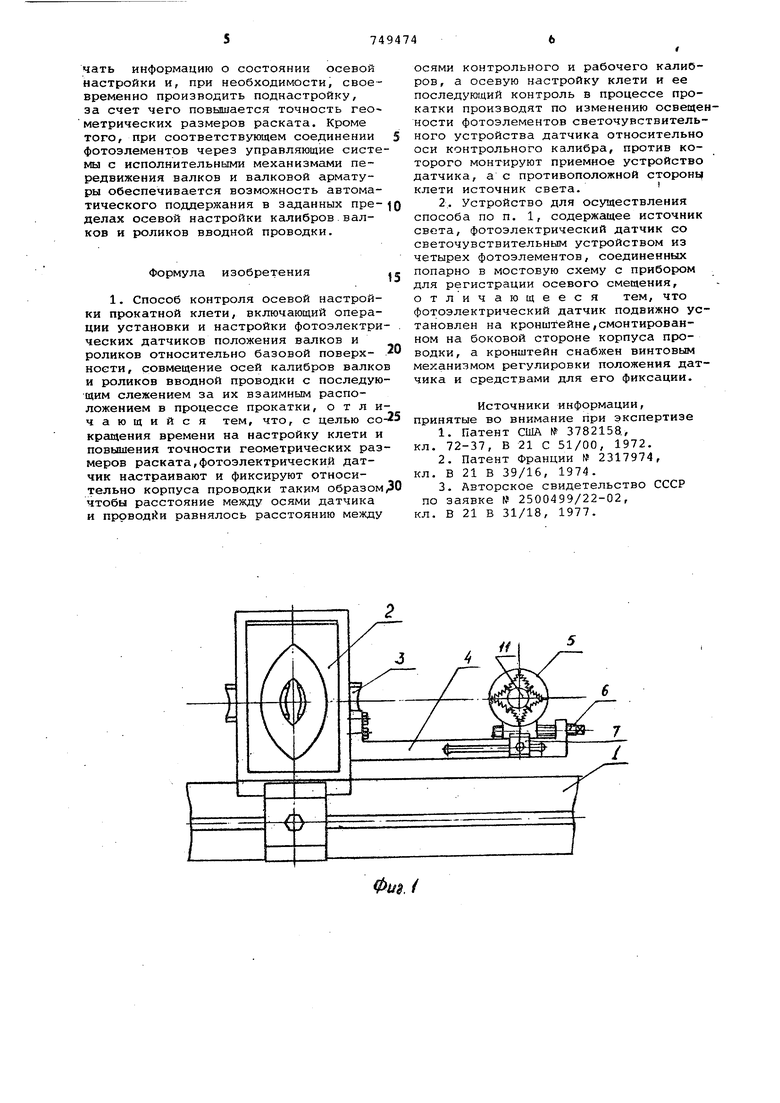
ПРОКАТНОЙ КЛЕТИ И УСТРОЙСТВО ДЛЯ ЕГО Изобретение относится к области вспомогательного оборудования для прокатного производства, в частности к способам и устройствам для кон роля осевой прокатной клети, и може быть использовано на сортовых и про волочных прокатных станах при прокатке профилей преимущественно прос той формы. Известны способ и устройство для центрирования вводной роликовой проводки прокатного стана l . Способ включает операции совмещения оси прокатки с осью оптического прибора осевую настройку валков и роликов вводной проводки относительно оси оп тического прибора и последующий ее контроль в процессе прокатки посредством отбора, замера и оценки качест ва образцов, причем осевую настройку клети производят с помощью прибора, содержа,щего оптическое устройство с системой линз, рефлектором и ок ляром, и размещаемого при настройке корпусе проводки. В этом способе контроль осевой на стройки клети может производиться только периодически, что не позволяе своевременно обнаруживать взаимное .смещение валков и роликов проводки ОСУЩЕСТВЛЕНИЯ относительно оси прокатки и приводит к снижению точности размеров прутков. Известно также устройство для регулировки валков, включающее оптический узел, снабженный зеркалами и линзами, увеличивающими изображение, и экраном с сеткой, относительно которой производится осевая регулировка валков и настройка положения направляющей арматуры относительно калибра 2. Наиболее близким по технической сущности и достигаемому результату является устройство для осевой настройки прокатной клети, включающее источник света и оптический узел со светочувствительным устройством из четырех фотоэлементов,соединенных попарно в мостовую схему с приборами для регистрации осевого смещения 3J. При настройке оптическое устройство устанавливают в корпусе вводной проводки против настраиваемого калибра, с противоположной стороны устанавливают источник света, а осевую настройку клети производят по изменению освещенности фотоэлементов, возникающему при взаимных смещениях осей калибров валков и роликоввводной проводки. Данные устройства не обеспечивают возможность контроля осевой настройки клети непосредственно в процессе прокатки и не позволяют фиксировать взаимное смещение калибров валков и роликов вводной проводки, которое происходит под действием вибрации кле ти и усилий со стороны раската и приводит к снижению точности геометричес ких размеров. .. Цель изобретения - сокращение времени на настройку стана, повышение точности настройки клети и ее контроля в процессе прокатки и повышение за счет этого точности геометрических размеров раската. Поставленная цель достигается тем, что в способе контроля осевой настройки калибров валков прокатной клети, включающем операции совмещения осей калибров валков и роликов вводной проводки с осью оптического прибора, фотоэлектрический датчик настра ивают и фиксируют относительно корпуса проводки таким образом, чтобы расстояние между осями датчика и проводки равнялось расстоянию между осями контрольного и рабочего калибров, а осевую настройку клети и ее последующий контроль в процессе прокатки производят по изменению освещенности фотоэлементов светочувствительного устройства датчика относительно оси контрольного калибра, против которого монтируют приемное устройство датчика, а с противоположной стороны клети источник света; способ осуществляют с помощью устройства, содержащего источник света, фотоэлектрический датчик со светочувствительным устройством из четырех фотоэлементов, соед ненных попарно в мостовую схему с приборами для регистрации осевого сме щения, в котором фотоэлектрический датчик подвижно в осевом направлении расположен на кронштейне, смонтирова ном на боковой стороне проводки, а кронштейн снабжен винтовым механизмо регулировки осевого положения датчик и средствами для его фиксации. На фиг. 1 показана установка ввод ной проводки и датчика на клети; на фиг. 2 - то же, вид сверху; на фиг. проекции контрольного и рабочего калибров с.наложенными на них контурами фотоэлементов датчика и роликов вводной проводки в положении, когда верхний валок смещен вправо; на фиг. 4 - то же, в случае смещения вводной проводки влево. На брусе 1 клети против рабочего калибра установлена вводная роликова проводка 2 с роликами 3. На кронштей не 4, смонтированном на боковой стороне корпуса проводки 2, против конт рольного калибра установлен фотоэлек рический датчик 5. Кронштейн 4 снабжен винтовым механизмом 6 и скобой 7 для фиксации датчика. Фотоэлектричес кий датчик включает корпус 8 и оптический узел 9 с объективом 10 и светочувствительны устройством 11 из четырех фотоэлементов. Фотоэлементы попарно соединены по мостовой схеме С приборами для регистрации осевого смещения Сне показаны).С противоположной стороны клети против контрольного калибра установлен источник 12 света, излучающий параллельный пучок лучей. Настройку и контроль взаимного смещения калибров валков и роликов вводной проводки производят в следующем порядке. Фотоэлектрический датчик 5 монтируют на кронштейне 4 и при помощи винтового механизма 6 и скобы 7 устанавливают и фиксируют таким образом, чтобы расстояние между осями датчика и вводной проводки равнялось расстоянию между осями контрольногоИ рабочего калибров, после чего вводную проводку с датчиком устанавливают в клеть стана, причем датчик устанавливают против контрольного калибра, а проводку против рабочего. Относительно контрольного калибра по изменению освещенности фотоэлементов и показаниями регистрирующих приборов производят осевую настройку клети и центрирование датчика, после чего клеть устанавливают в линию стана, а контрольные приборы выносятся на пульт управления. Контроль осевой настройки клети в процессе прокатки производят следующим образом. На фиг. 3 видно, что смещение верхнего валка вправо вызывает изменение условий освещенности верхней пары фотоэлементов (на фиг.З и 4 заштрихованы.) , отклонение стрелки контрольного прибора и срабатывание звуковой или световой сигнализации. На фиг. 4 видно, что при осевом смещении вводной проводки совместно с датчиком сдвиг проводки влево вызывает изменение -условий освещенности обеих пар фотоэлементов, что регистрируют соответствующие приборы. Аналогичным образом регистрируют любое осевое смещение как обоих валков, так и вводной проводки в ту или другую сторону, причем величина отклонения стрелок приборов позволяет оценить величину осевого смещения калибров валков и роликов. Превышение допустимых значений отклонения от симметричного положения вызывает срабатывание звуковой или световой сигнализации. Применение предлагаемого изобретения позволяет сократить простои стана на настройку клети и повысить ее точность за счет исключения прокатки настроечных Образцов, дает возможность производить полный контроль осевой настройки клети, включая осевое смещение калибров валков и роликов вводной проводки непосредственно в Ьроцессе прокатки, оперативно получать информацию о состоянии осевой настройки и, при необходимости, своевременно производить поднастройку, за счет чего повышается точность геометрических размеров раската. Кроме того, при соответствующем соединении фотоэлементов через управляющие систе мы с исполнительнЕлми механизмами передвижения валков и валковой арматуры обеспечивается возможность автоматического поддержания в заданных пределах осевой настройки калибров.валков и роликов вводной проводки. Формула изобретения 1. Способ контроля осевой настройки прокатной клети, включающий операции установки и настройки фотоэлектри ческих датчиков положения валков и роликов относительно базовой поверхности, совмещение осей калибров валко и рюликов вводной проводки с последую щим слежением за их взаимным расположением в процессе прокатки, отличающийся тем, что, с целью сокращения времени на настройку клети и повышения точности геометрических размеров раската,фотоэлектрический датчик настраивают и фиксируют относительно корпуса проводки таким образом чтобы расстояние между осями датчика и проводки равнялось расстоянию между осями контрольного и рабочего калибров, а осевую настройку клети и ее последующий контроль в процессе прокатки производят по изменению освещенности фотоэлементов светочувствительного устройства датчика относительно оси контрольного калибра, против которого монтируют приемное устройство датчика, а с противоположной стороны клети источник света. 2. Устройство для осуществления способа по п. 1, содержащее источник света, фотоэлектрический датчик со светочувствительным устройством из четырех фотоэлементов, соединенных попарно в мостовую схему с прибором для регистрации осевого смещения, отличающееся тем, что фот;оэлектрический датчик подвижно установлен на кронштейне,смонтированном на боковой стороне корпуса проводки, а кронштейн снабжен винтовым механизмом регулировки положения датчика и средствами для его фиксации. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3782158., кл. 72-37, В 21 С 51/00, 1972. 2. Патент Франции № 2317974, В 21 В 39/16, 1974. 3. Авторское свидетельство СССР по заявке № 2500499/22-02, л. В 21 В 31/18, 1977.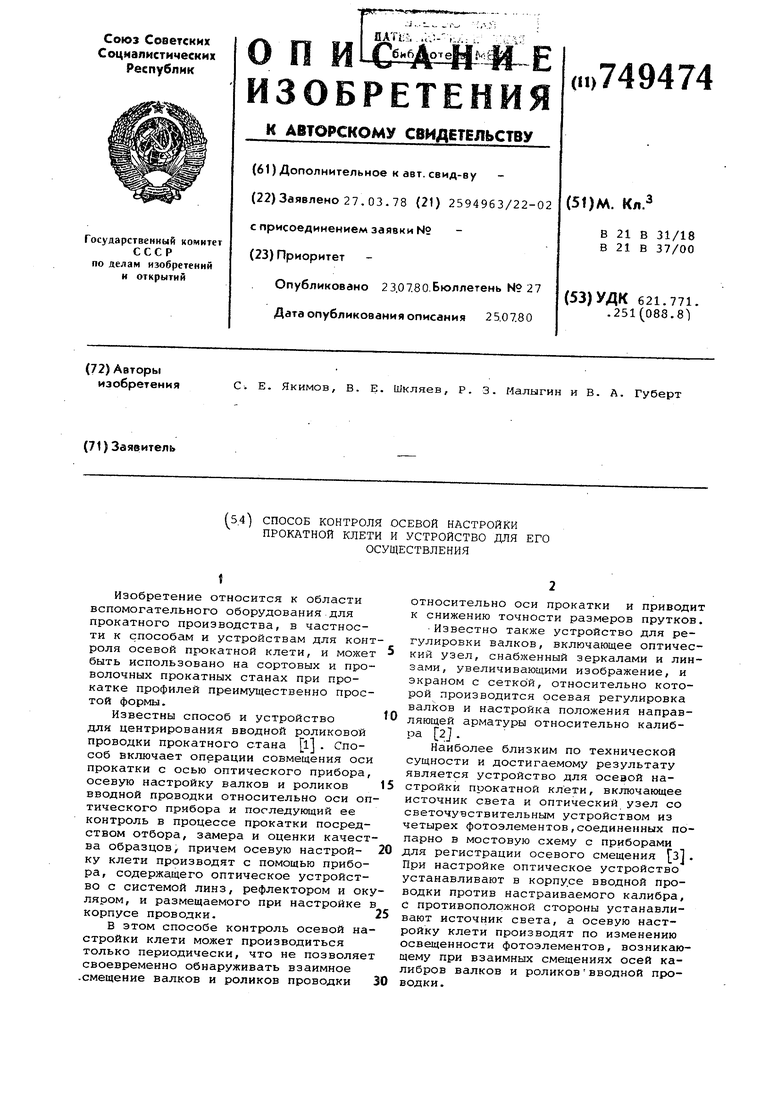
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для осевой настройки прокатной клети | 1978 |
|
SU782899A2 |
| Устройство для осевой настройки прокатной клети | 1977 |
|
SU682296A1 |
| Устройство для осевой настройкипРОКАТНОй КлЕТи | 1979 |
|
SU839640A1 |
| Устройство для настройки клетей сортопрокатного стана | 1982 |
|
SU1049129A1 |
| Способ настройки клетей сортопрокатного стана | 1982 |
|
SU1044354A1 |
| Устройство для настройки валков сортопрокатной клети | 1986 |
|
SU1331599A1 |
| Способ настройки роликовой проводки прокатной клети и устройство для его осуществления | 1981 |
|
SU975132A1 |
| Устройство для осевой настройки валков прокатной клети | 1980 |
|
SU942827A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Устройство для осевой настройки прокатной клети | 1980 |
|
SU933151A2 |