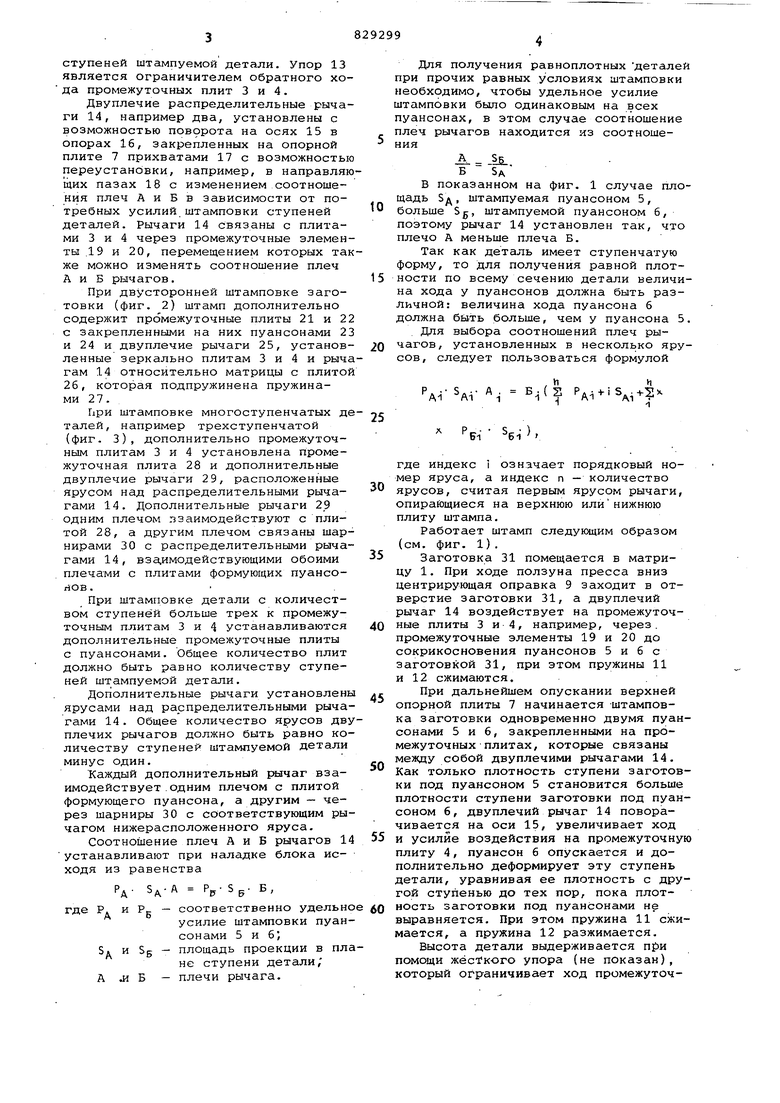
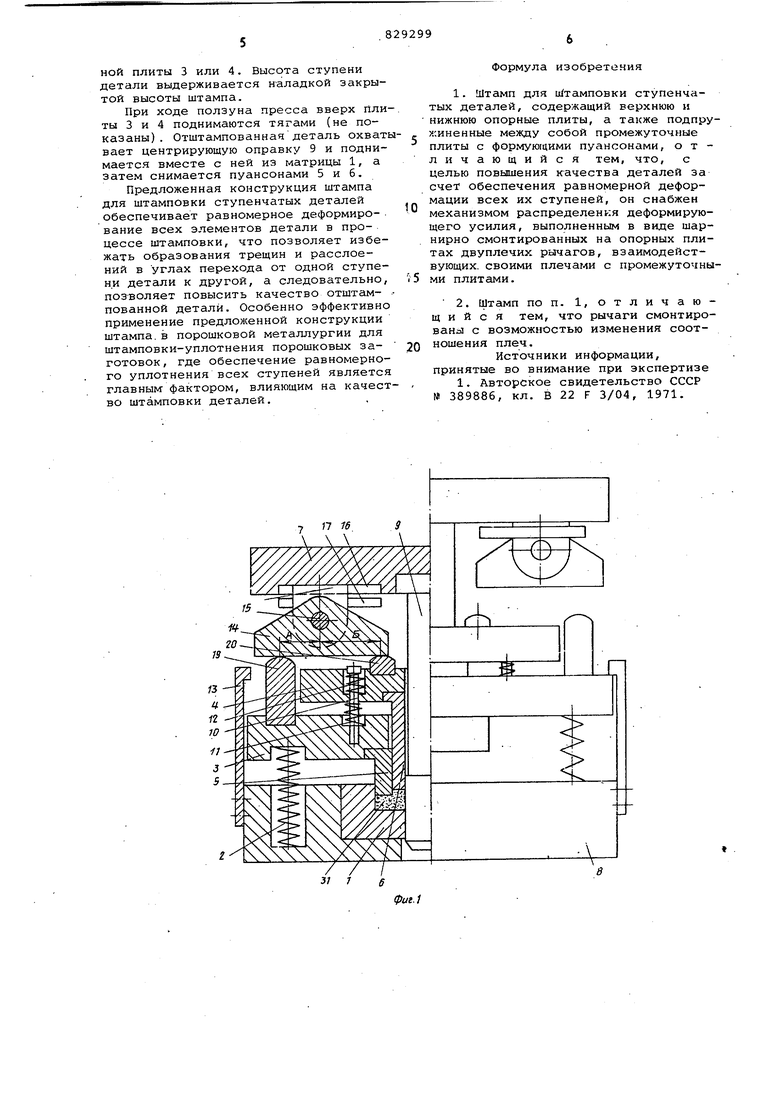
Изобретение относится к обработке металлов давлением, а именно к конст рукциям штампов для штамповки ступен чатых деталей. Известен штамп для штамповки ступенчатых деталей, содержащий верхнюю и нижнюю опорные плиты, а также подпружиненные между собой промежуточные плиты с формующими пуансонами fll. Недостатком данной конструкции штампа является невысокое качество деталей из-за неравномерного распределения деформирующего усилия по сту пеням деталей. Цель изобретения - повышение качества деталей за счет обеспечения равномерной деформации всех их ступеней. Указанная цель достигается тем, что штамп для штамповки ступенчатых деталей, содержащий верхнюю и нижнюю опорные плиты, а также подпружиненные между собой промежуточные пли ты с формующими пуансонами, снабжен механизмом распределения деформирующего усилия, выполненным в виде шарнирно смонтированных на опорных плитах двуплечих рычагов,взаимодействующих своими плечами с промежуточными плитами. При этом рычаги смонтированы с возможностью изменения соотношения плеч. На фиг. 1 схематически изображен штамп (левая половина - в конце штамповки, правая - в исходном положении) для односторонней (сверху) штамповки детали,Общий вид/ на фиг. 2 - то же, для двусторонней (сверху и снизу) штамповки детали , на фиг. 3 - схема установки рычагов в штампе для штамповки многоступенчатых деталей. Штамп для односторонней штамповки (фиг. 1) содержит матрицу 1, в которувз устанавливается заготовка, подпружиненные пружинами 2 промежуточные плиты 3 и 4 с закрепленными на них соответственно наружным 5 и внутренним б формующими пуансонамк, опорные верхнюю 7 и нижнюю 8 плиты и центрирующую оправку 9. Промежуточные плиты 3 и 4 формующих пуансонов установлены между собой с зазором и связаны с нижней опорной плитой 8 колонками (не показаны). Зазор предварительно устанавливается болтами 10. и пружинами 11 и 12 в зависимости от расположения и размеров ступеней штампуемой детали. Упор 13 является ограничителем обратного хода промежуточных плит 3 и 4. Двуплечие распределительные рычаги 14, например два, установлены с возможностью поворота на осях 15 в опорах 16, закрепленных на опорной плите 7 прихватами 17 с возможностью переустановки, например, в направляю щих пазах 18с изменением соотношения плеч А и Б в зависимости от потребных усилий штамповки ступеней деталей. Рычаги 14 связаны с плитами 3 и 4 через промежуточные элемен ты 19 и 20, перемещением которых та же можно изменять соотношение плеч А и Б рычагов. При двусторонней штамповке заготовки (фиг. 2) штамп дополнительно содержит промежуточные плиты 21 и 2 с закрепленными на них пуансонами 2 и 24 и двуплечие рычаги 25, установленные зеркально плитам 3 и 4 и рыч гам 14 относительно матрицы с плитой 26, которая подпружинена пружинами 27. При штамповке многоступенчатых д талей, например трехступенчатой (фиг. 3), дополнительно промежуточным плитам 3 и 4 установлена промежуточная плита 28 и дополнительные двуплечие рычаги 29, расположенные ярусом над распределительными рычагами 14. Дополнительные рычаги 29 одним плечом взаимодействуют с плитой 28, а другим плечом связаны шар нирами 30 с распределительными рыча гами 14, вза.имодействующими обоими плечами с плитами формующих пуансонов . При штамповке детали с количеством ступеней больше трех к промежуточным плитам 3 и 4 устанавливаются дополнительные промежуточные плиты с пуансонами. Общее количество плит должно быть равно количеству ступеней штампуемой детали. Дополнительные рычаги установлены ярусами над распределительными рыча гами 14. Общее количество ярусов дву плечих рычагов должно быть равно ко личеству ступеней штампуемой детали минус один. Каждый дополнительный рачаг взаимодействует .одним плечом с плитой формующего пуансона, а другим - через шарниры 30 с соответствующим ры чагом нижерасположенного яруса. Соотношение плеч А и Б рычагов 1 устанавливают при наладке блока исходя из равенства Pp-Sp5д- А Pg - соответственно удельн усилие штамповки пуан сонами 5 и 6; 5д и $Б - площадь проекции в пл не ступени детали; А л Б - плечи рычага. Для получения равноплотных деталей при прочих равных условиях штамповки необходимо, чтобы удельное усилие штамповки было одинаковьом на всех пуансонах, в этом случае соотношение плеч рычагов находится из соотношенияА Sg Б SA В показанном на фиг. 1 случае площадь БД, штампуемая пуансоном 5, больше Sg, штампуемой пуансоном 6, поэтому рычаг 14 установлен так, что плечо А меньше плеча Б. Так как деталь имеет ступенчатую форму, то для получения равной плотности по всему сечению детали величина хода у пуансонов должна быть различной: величина хода пуансона 6 должна быть больше, чем у пуансона 5. Для выбора соотношений плеч рычагов, установленных в несколько ярусов, следует пользоваться формулой Ai Ai где индекс 1 означает порядковый номер яруса, а индекс п - количество ярусов, считая первым ярусом рычаги, опирающиеся на верхнюю илинижнюю плиту штампа. Работает штамп следующим образом (см. фиг. 1). Заготовка 31 помещается в матрицу 1. При ходе ползуна пресса вниз центрирующая оправка 9 заходит в отверстие заготовки 31, а двуплечий рычаг 14 воздействует на промежуточные плиты 3 и 4, например, через, промежуточные элементы 19 и 20 до сокрикосновения пуансонов 5 и 6 с заготовкой 31, при этом пружины 11 и 12 сжимаются. При дальнейшем опускании верхней опорной плиты 7 начинается -штамповка заготовки одновременно двумя пуансонами 5 и 6, закрепленными на промежуточных плитах, которые связаны между собой двуплечими рычагами 14. Как только плотность ступени заготовки под пуансоном 5 становится больше плотности ступени заготовки под пуансоном 6, двуплечий рычаг 14 поворачивается на оси 15, увеличивает ход и усилие воздействия на промежуточную плиту 4, пуансон 6 опускается и дополнительно деформирует эту ступень детали, уравнивая ее плотность с другой ступенью до тех пор, пока плотность заготовки под пуансонами не выравняется. При этом пружина 11 сжимается, а пружина 12 разжимается. Высота детали выдерживается при помощи жёстСкого упора (не показан), который ограничивает ход промежуточной плиты 3 или 4. Высота ступени детали выдерживается наладкой закрытой высоты штампа.
При ходе ползуна пресса вверх плиты 3 и 4 поднимаются тягами (не показаны) . Отштампованнаядеталь охватвает центрирующую оправку 9 и поднимается вместе с ней из матрицы 1, а затем снимается пуансонами 5 и 6.
Предложенная конструкция штампа для штамповки ступенчатых деталей обеспечивает равномерное деформирование всех элементов детали в процессе штамповки, что позволяет избежать образования трещин и расслоений в углах перехода от одной ступени детали к другой, а следовательно, позволяет повысить качество отштампованной детали. Особенно эффективно применение предложенной конструкции штампа, в порошковой металлургии для штамповки-уплотнения порошковых заготовок, где обеспечение равномерного уплотнения всех ступеней является главным фактором, влияющим на качество штамповки деталей.
Формула изобретения
1.Штамп для ц/тамповки ступенчатых деталей, содержащий верхнюю и
нижнюю опорные плиты, а также подпружиненные между собой промежуточные плиты с формующими пуансонами, отличающийся тем, что, с целью повышения качества деталей за счет обеспечения равномерной деформации всех их ступеней, он снабжен
0 механизмом распределения деформирующего усилия, выполненным в виде шарнирно смонтированных на опорных плитах двуплечих рычагов, взаимодействующих, своими плечами с промежуточными плитами.
2.Штамп по п. 1, отличающийся тем, что рычаги смонтирован.а1 с возможностью изменения соотношения плеч.
0
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 389886, кл. В 22 F 3/04, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный совмещенный штамп | 1983 |
|
SU1138208A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для штамповки порошковых заготовок | 1987 |
|
SU1435401A1 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Механизм фиксации заготовок на рабочей позиции штампа | 1984 |
|
SU1212661A1 |
| Штамп для гибки скоб с горизонтальными полками | 1985 |
|
SU1282938A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
5
г;
