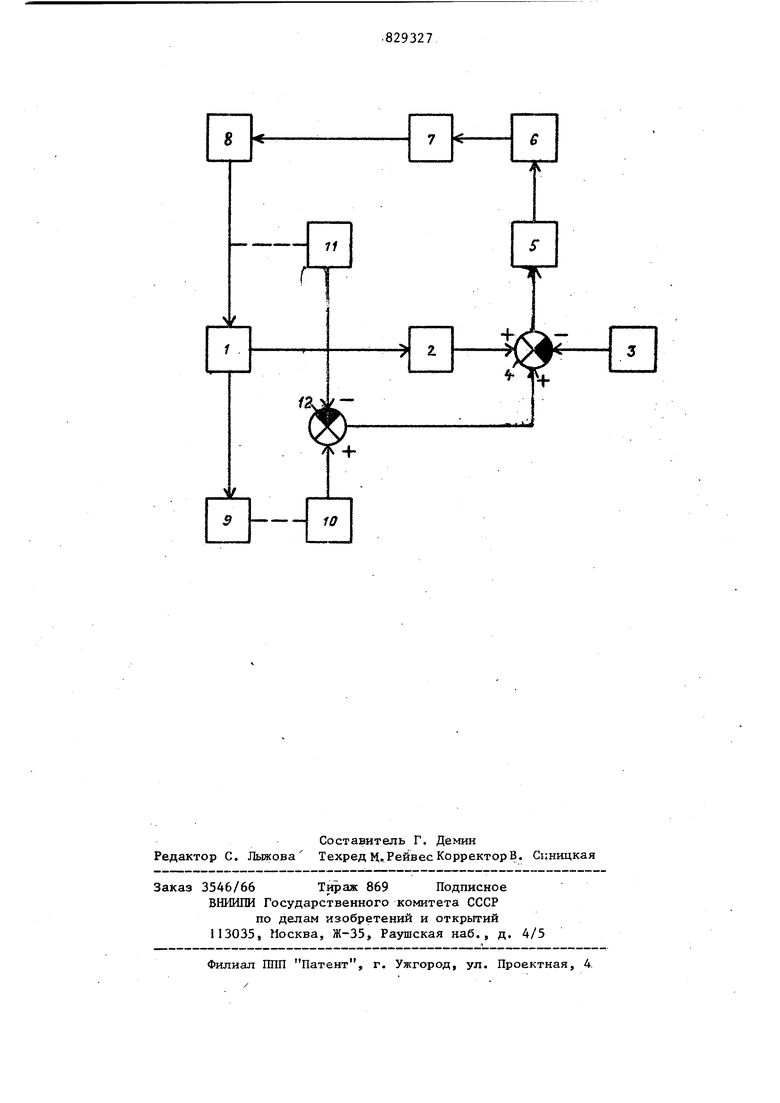
Изобретение относится к способам автоматизации производственных процессов в металлургии и предназначено для регулирования уровня металла в кристаллизаторе установки непрерьш ной разливки металлов. Известен способ регулирования уровня металла в кристаллизаторе путем изменения скорости разливки, в соответствии с которым производят электромагнитный способ контроля скорости потока металла из разливочного ковша при помощи магнитов с катушками возбуждения, расположенных вокруг разливочного стакана l . Недостаток способа - низкая точность регулирования уровня металла в кристаллизаторе, связанная с отсутствием датчика уровня, контро лирукяцего действительньй уровень металла в кристаллизаторе. Наиболее близким к изобретению является способ регулирования уровня металла в кристаллизаторе, осуществляемый на устройстве. Спрсоб предусматривает намерение уровня металла в кристаллизаторе, сравнение его с заданным и регулирование на основании полученного отклонения подачей металла в кристаллизатор, определение скорости вытягивания слитка, сравнение ее с номинальным значение скорости вытягивания, инвариантное преобразование полученного отклонения в преобразователе, сигнал с которого служит для коррекщш подачи металла в кристаллизатор 2 J. Недостатками указанного способа являются низкая то шость управления процессом регулиропания из-за отсут-. ствия данных сравнения скоростей вытягивания слитка и потока металла из разливочного колша. , Цепь изобретения - повышение качества металла к точности поддержания уровня. Цепь достигается тем, что производится определение скорости вытягивания слитка, скорости потока металла в кристаллизаторе, сравнение с заданным уровнем металла в кристаллизаторе и регулирование его на основании полученного отклонения подачей металла в кристаллизатор, производят сравнение скорости вытягивания слитка и скорости потока металла из разливочного ковша и по полученной разности скоростей корректируют подачу металла в кристаллизатор. На чертеже представлена блок-схема для реализации предлагаемого способа. Схема содержит кристаллизатор 1, . ;c aтчик 2 уровняj задатчик 3 уровня, первый сумматор 4 регулятор 5 исполнительньй механизм 6, стопор 7 разливочный ковш 8, привод 9 тянущ клети, датчик 10 скорости вытягивания слитка, датчик 1 скорости пото металла из разливочного ковша, второй сумматор 12. В процессе разливки непрерывно измеряют уровень металла в кристаллизаторе 1 при помощи датчика 2 уровня. Получаемый от датчика 2 уро ня сигнал сравнивается с сигналом задания, поступающим с задатчика 3 уровня, и его подают на первый сумматор. Отклонение, полученное на первом сумматоре 4-, подают на регулятор 5, который формирует ком на исполнительный механизм 6,перемещающий стопор 7 в направлении изменения скорости потока металла . из разливочного ковша 8 в соответствии с изменением скорости привода 9 тянущей клети. Измеряется скорость вытягивания датчиком 10. Непрерывно определяют скорость потока металла из разливочного ков ша В при помощи датчика 1I скорост потока металла на разливочного ков ша, сигнал с которого подают на вх второго сумматора 12, где он вычитается из сигнала датчика 10 скоро ти вытягивания слитка. Отклонение скоростей с выхода второго суммато 12 подают черев первый сумматор 4 регулятор 5, которьй формирует команду на корректирова1ше положения стопора 7 в соответствии с изменением скорости подачи металла в кри сталлизатор 1 или скорости вытягив ния слитка. 4 Датчик I1 скорости потока метала представляет собой корректирующее стройство, а сигнал с него - отриательную обратную связь, охватыающую контур регулирования уровня еталла. Поскольку в стационарном режиме роцесса разливки скорость подачи еталла в кристаллизатор 1 соот- . етствует скорости вытягивания слита, то сигнал с датчика 10 скорости ытягивания слитка компенсирует ошибу, вызванную введением отрицательной обратной связи. Таким образом, предлагаемый способ регулирования уровня металла в кристаллизаторе предусматривает регулирование уровня как по положению, так и по скорости изменения уровня в кристаллизаторе, в связи с чем првышается точность регулирования, а применение корректирующих устройств и связей позволяет повысить устойчивость и качество процесса регулирования. Формула изобретения Способ регулирования уровня металла в кристаллизаторе, предусматривающий определение скорости вытягивания, слиука, скорости потока металла из ковша, измерение уровня металла в кристаллизаторе, сравнение с заданным уровнем металла в кристаллизаторе и регулирование его на основании полученного отклонения подачей металла в кристаллизатор, о т,л и ч а ю щ и йс я тем, что, с целью повьшгения точности поддержания уровня и повьшения качества метЗлла, производят сравнение скорости вытягивания слит и скорости потока металла из разливочного ковша и по полученной разности скоростей изменяют подачу металла в ;крнсталлизатор. Источники информации, принятые во внимание при экспертизе J. Патент Японии № 52-8249, кл. 11В 091, 1968. 2. Краснов Б.И. Оптимальное управление режимами непрерьшной разливки стали. М., Металлургия, 1975, с.108.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Способ непрерывной разливкиМЕТАллОВ | 1979 |
|
SU831292A1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Способ автоматического управления пусковым режимом машины непрерывного литья заготовок | 1976 |
|
SU602293A1 |
| Система автоматического управления машиной непрерывного литья заготовок | 1982 |
|
SU1047584A1 |
| Способ автоматического определения в процессе разливки дефекта поверхности в виде пояса на непрерывно-литом слитке | 1987 |
|
SU1503989A1 |
| Устройство автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU551108A1 |
| Способ регулирования температуры жидкой стали,разливаемой на машине непрерывной разливки,и устройство для его осуществления | 1983 |
|
SU1158286A1 |
| Способ автоматического управления процессом непрерывной разливки металла | 1973 |
|
SU620331A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2393939C1 |