1
Изобретение относится к автоматизации сборочных работ, в частности к накопителям для цилиндрических деталей, и может быть использовано для набора комплекта труб при изготовлении многорядных теплообменников .
Известен накопитель для цилиндрических деталей, содержащий установленный в вертикальнь х направляющих основания магазин, снабженный приводом шагового перемещения и выполненный в виде смонтированных одна над другой полок с призмами для деталей, а также механизм подачи,выполненный в виде загрузочного устройства и ползуна с приводом его горизонтального перемещения,установленного с возможностью захода между .полками магазина
Однако данный накопитель не обеспечивает накопление деталей в магазине с различным шагом, например в шахматном порядке, который необходим для набора комплекта труб при изготовлении теплообменников, так как в нем расположение деталей в магазине на каждой полке обусловлено шагом, призм ползуна :
механизма подачи, загружающего последовательно все полки.
Цель изобретения - обеспечение накопления деталей в магазине с различным шагом преимущественно для набора комплекта труб теплообменников .
Эта цель достигается тем., что в накопителе, содержащем смонтирован0ные на основании механизм подачи с ползуном и приводом его перемещения в горизонтальной плоскости и магазин, соединенный с приводом шагового перемещения вертикальной
5 плоскости и выполненный в виде пакета полок с гнездами для деталей, ползун механизма подачи имеет разъемный замок для последовательного соединения с каждой из полок пакета, при
0 этом полки свободно установлены в пакете одна на другой и выполнены каждая с дополнительными гнездами, образуняцими замкнутый контур с имеющимися гнездами соседних полок, а
5 магазин снабжен подпружиненными фиксаторами с выступами для захода в пазы ,выполненные в каждой полке.
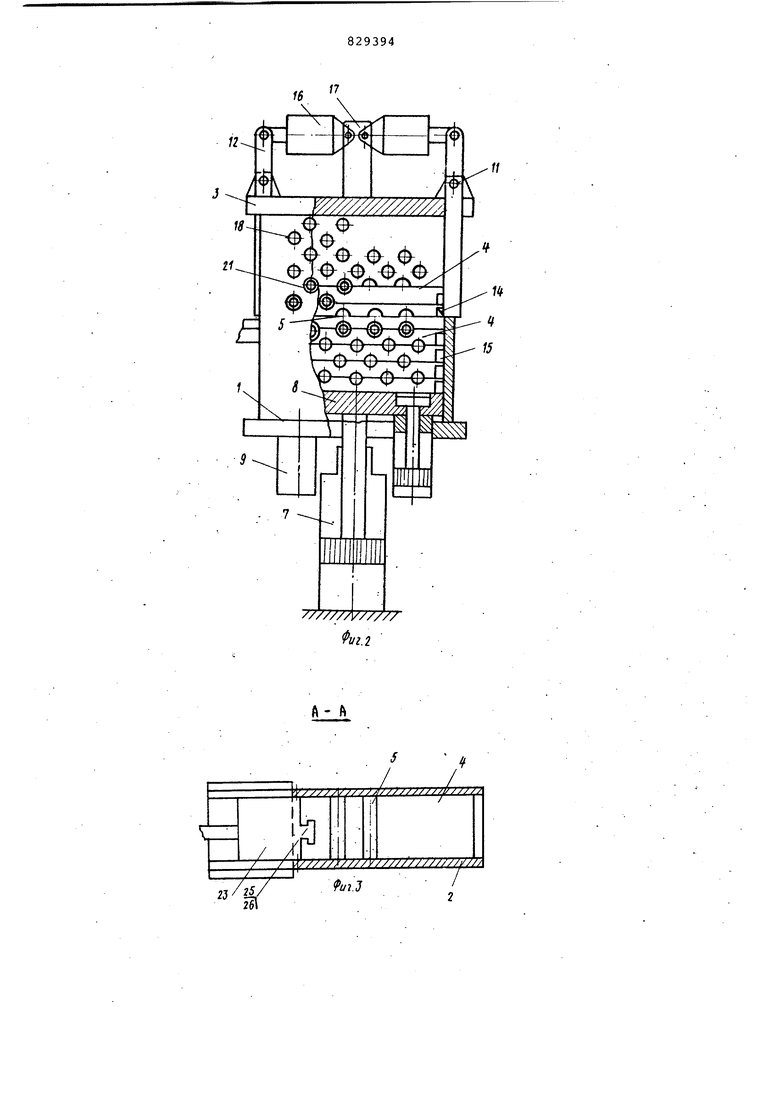
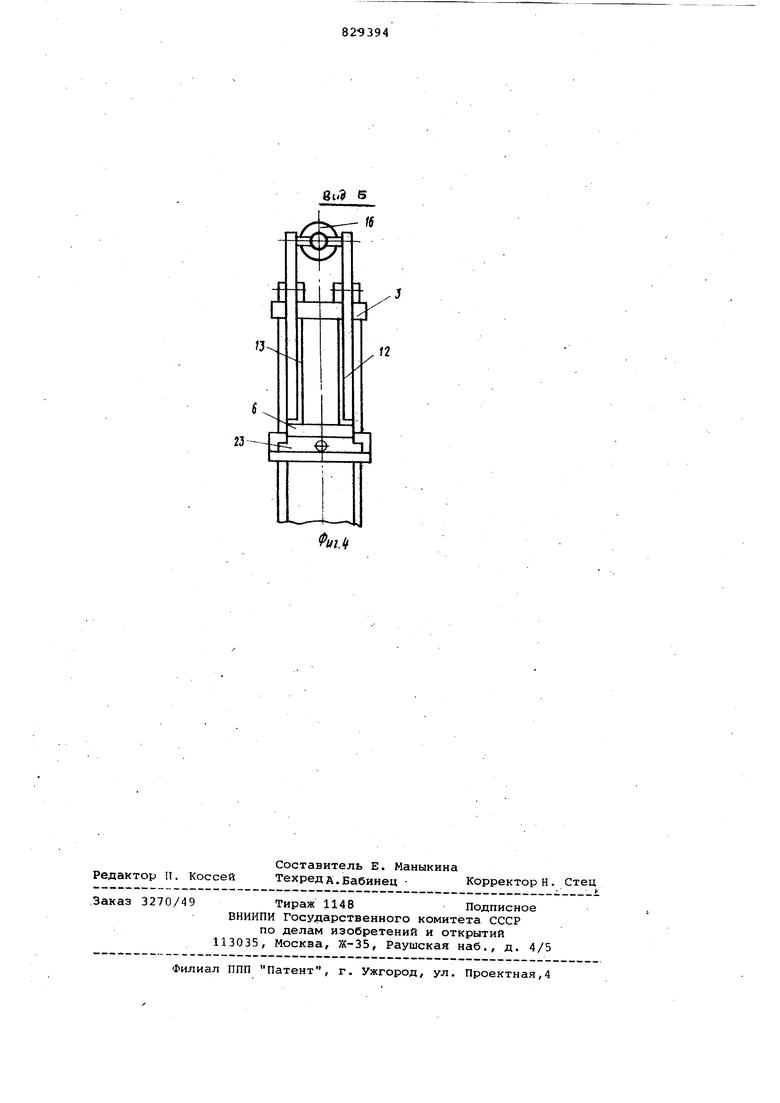
На фиг. 1 показан накопитель, общий вид; на фиг, 2 - то же, в процессе работы; на фиг. 3 - разрез
-А на фиг.1; на фиг.4 - вид Б на иг,1.
Накопитель содержит смонтированные на основании 1 вертикальные направляющие в виде прямоугольной ахты 2, закрытой плитой 3, Внутри шахты 2 на основании 1 установлен магазин в виде пакета полок 4, каждая из которых имеет на обоих плоскостях полуцилиндрические гнезда 5 с радиусом, равным радиусу собираемых труб. Толщина каждой полки равна расстоянию между рядами труб собираемого комплекта. Количество полок 4 в пакете равно количеству рядов собираемого комплекта труб, а количество и координатное расположение гнезд 5 на обоих плоскостях каждой полки 4 соответствует количеству И координатному расположению труб в данном ряду собираемого комплекта. На одной из -боковых стенок шахты 2 выполнено окно 6, соответствующее поперечному сечению полки 4 уложенной в гнездо 5 трубы. Под основанием 1 смонтирован гидроцилиндр 7, на штоке которого жестко закреплена плита 8. На последней установлены два гидроцилиндра 9, штоки 10 которых проходят сквозь плиту 8 и упираются в пакет полок 4,На плите 3 на осях 11 установлены два подпружиненных фиксатора 12, входящие в окна 13 боковых стенок шахты 2. На нижнем конце каждого фиксатора 12 выполнен выступ 14 со скосом, взаимодействующий с пазом 15 каждой полки 4. Верхний конец каждого фиксатора 12 шарнирно соединен с приводом 16 В1 звратно-поступательного перемещения. Внутри каждого привода 16 размещена пружина (не показана), стягивающая фиксаторы 12 друг к другу. Приводы 16 шарнирно установлены на кронштейне 17. В верхней части шахты 2 на ее передней и задней стенках между выступом 14 фиксатора 12 и плитой 3 выполнены отверстия 18, соответствующие диаметру собираемых труб и совПсЩающие с координатами отверстий трубных досок теплообменника. Рядом с шахтой 2 со стороны окна 6 установлен механизм подачи, содержащий бункер 19 с питателем 20. Под последним на расстоянии радиуса собираемых труб 21 в направляющих 22, жестко закрепленных на шахте 2, установлен ползун 23, снабженный приводом 24. Ползун соединяется с каждой полкой посредством замка, выполненного в виде фигурного выступа 25, взаимодействующего с (фигурным пазом 26 каждой полки 4. Длина фиксатора 12 выбрана такой, чтобы расстояние между нижней плоскостью выступа 14 и ползуна 23 было больше радиуса трубы 21.
Накопитель работает следующим образом.
В исходном положении ползун 23 находится под питателем 20. Пакет полок 4 расположен в шахте 2 на плите 8, при этом верхняя плоскость верхней полки 4 совпадает с плоскостью ползуна 23, а сама полка 5 4 находится в зацеплении с ползуном 23 посредством расходуемого замка фигурного выступа 25 и фигурного паза 26. Из бункера 19 трубы 21 поступают в питатель 20 и заполняют его
полностью. Нижняя труба 21, находящаяся в питателе 20, опирается на плоскость ползуна 23 и фиксируется в питателе 20 от выпадания (не показано) . Включается привод 24, и
5 ползун 23 перемещает верхнюю полку 4 в крайнее левое положение. По сигналу нижняя труба 21, находящаяся в питателе 20, освобождается от фиксации, привод 24 включается на
Q реверс, и ползун 23 начинает перемещать полку 4 в крайнее правое положение. Через окно б при возвратном движении полки 4 трубы 21 из питателя 20 последовательно укладываются в гнезда 5. По достижении полкой 4 крайнего правого положения, т.е. при полном движении 4 через окно б в шахту 2 подается сигнал на фиксацию очередной нижней трубы 21 в питателе 20 и на включение
0 гидроцилиндров 9. Штоки 10 поднимают магазин, верхняя полка 4 достигает выступов 14 фиксаторов 12 и нажимает на скос выступа 14. Фиксаторы 12, поворачиваясь вокруг оси
5 11, раздвигаются, и как только верхняя полка 4, поднимаясь вверх, освободит выступы 14, пружины (не показаны), размещенные в приводе 16, стягивают фиксаторы 12 друг к
0 другу, и выступы 14 входят в пазы 15 полок 4. Гидроцилиндры 3 получают сигнал на реверс, и штоки 10 опускают оставшийся пакет полок 4 на плиту. В момент подъема и опускания пакета фигурный паз 26
второй полки 4 проходит свободно линию фигурного выступа 25. Затем включается гидроцилиндр 7, шток которого 1Однимает плиту 8 вместе С оставшимся пакетом полок 4 на
0 высоту, равную толщине полки 4. Очередная верхняя полка 4 при подъеме всего пакета входит в зацепление с ползуном 23. При совмещении плоскости второй полки 4, с плоскостью 55,ползуна 23 подается сигнал на отключение гидроцилиндра 7, и движение пакета вверх, прекращается. Включается привод 24, и ползун 23, перемещает вторую полку 4 в крайнее Q левое положение. Цикл повторяется.
После укладки очередных труб на последнюю полку 4 и подъема ее до зацепления с фиксаторами 12 комплект труб 21 набран и готов к последующей запрессовке в трубные доски пу-,
тем одновременного выталкивания всего комплекта через отверстия 18 в передней и задней стенках шахты 2 (не показано) . После запрессовки труб пакет полок 4 освобождается, и включается гидроцилиндр 7. Плита 8 поднимается до касаний с нижней полкой 4, Затем включаются приводы 16, фиксаторы 12 разводятся и освобождают пакет. Гидроцилиндр 7 получает сигнал на реверс и опускает пакет полок до крайнего нижнего положения. Приводы 16 отключаются, и фиксаторы 12 сводятся пружинами (не показаны) друг к другу. Устройство готово к набору следукндегр пакета. . .
Накопитель многорядного комплекта труб теплообменника позволяет автоматизировать технологический процесс производства теплообменников .
Формула изобретения
Накопитель для цилиндрических деталей, содержащий смонтированные на
основании механизм подачи с приводным ползуном, установленным с воз.можностью перемещения в горизонтальной плоскости, и магазин, выполненный в виде пакета полок с гнездами для деталей, связанного с приводом шагового перемещения в вертикальной плоскости, отличающийся тем, что, с целью обеспечения набора комплекта цилиндрических деташей типа труб теплообменников с различ0ным шагом их расположения, ползун механизма подачи имеет разъемный замок для последовательного соединения с каждой из полок пакета, при этсАл полки свободно установлены в пакете
5 одна на другой и выполнены каждая с дополнительными гнездами, образующими замкнутый контур с имеющимися гнездами соседних полок, а магазин снабжен подпружиненными фиксаторами с выступами для захода в пазы, вы0полненные в каждой полке.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР ,
5 № 677872, кл. В 23 Q 7/10,1977.
17
16
П
Ш///////////А
л
Ф 018Г ЗФ
-ф- .
ь. 1. /4 /4v YjY .
Я
)
н
- ч
15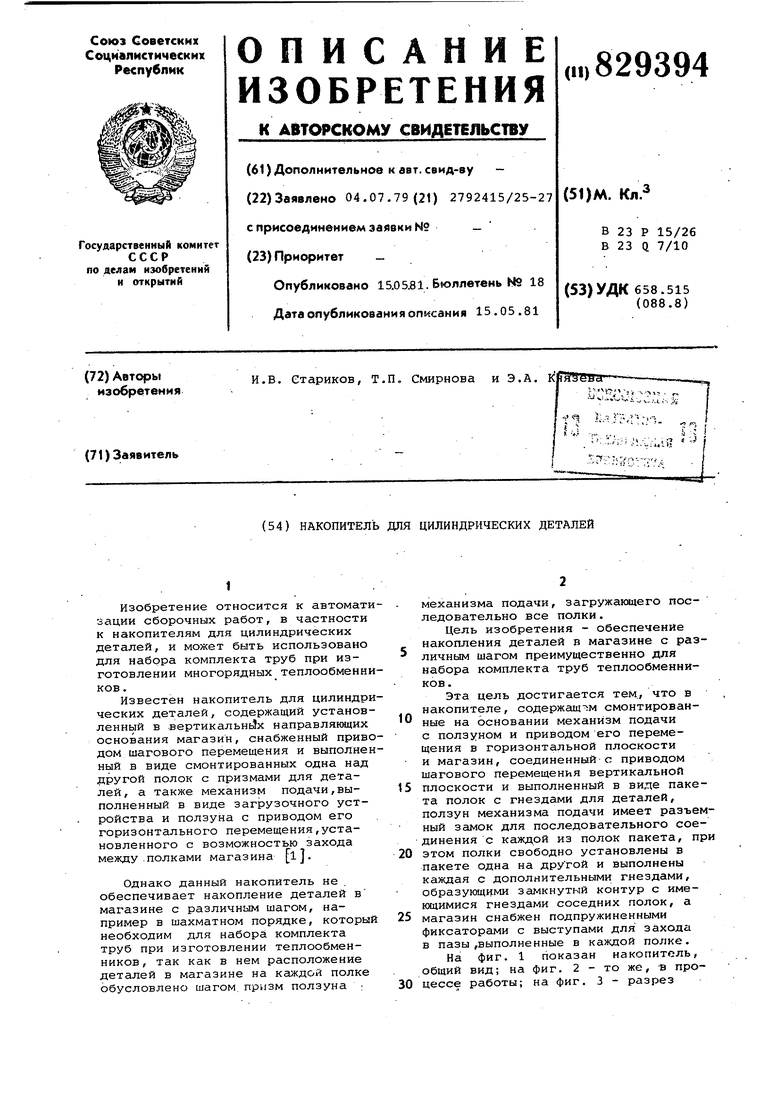
| название | год | авторы | номер документа |
|---|---|---|---|
| Накопитель для цилиндрических деталей | 1981 |
|
SU996164A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Штамп | 1980 |
|
SU984609A1 |
| Роторно-цепная линия | 1983 |
|
SU1151426A1 |
| Зажимное приспособление металлорежущего станка | 1984 |
|
SU1296393A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Штамп для зачистки | 1991 |
|
SU1830298A1 |
| Станок для запрессовки штырей в корпус шарошки бурового долота | 1980 |
|
SU887113A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
///////к/////
t/l.J
23 /Щ/ 2б
г/г.2
