со входом блока управления генератором.
На чертеже представлена блок-схема предлагаемого устройства.
Устройство для ультразвуковой сварки полимерных материалов содержит станину 1, на которой крепится акустическая головка 2, опора 3 и блок 4 статического давления. Блок 4 статического давления скреплен с акустической головкой 2. Подвижная часть датчика 5 деформации зоны сварки соединяется с акустической головкой 2, а неподвижная - со станиной 1 Электрический выход датчика 5 деформации зоны сварки соединен с одним из входов сумматора 6, вычитающий вход которого соединен с выходом интегратора 7. Выход сумматора б соединен со входом нуль-органа 8, одним из входов элемента 9 сравнения и через ключ 10 - со входом интегратора 7. Выход нуль-органа 8 соединяетс с одним из входов блока 11 совпадения. Электрический выход блока 4 статического давления соединен с одним из управляющих входов ключа 10 и вторым входом блока 11 совпадения. Выход задатчика 12 соединен со вторым входом элемента 9 сравнения. Выход блока 11 совпадения соединен со вторым управляющим входом ключа 10 и с одним из входов блока 13 управления генератором. Ультразвуковой генератор 14 соедине с блоком 13 управления и акустической головкой 2, воздействующей на свариеваемый материал 15.
Элементы устройства мо1ут быть выполнены следующим образом. Датчик 5 деформации - по схеме дифференциального датчика перемещений, сумматор б,интегратор 7, нуль-орган 8, элемент 9 сравнения, задатчик 12 в виде функциональных блоков на операционных усилителях, блоком 11 совпадения является логический- элемент И, блок 4 статического давления включает в себя пневматическую систему с электрическим управлением, блок 13 управления - по схеме с двумя устойчивыми состояниями, в качестве ключа 10 используется реле с управляюдим триггером.
Устройство работает следующим образом.
Оператор включает блок 4 статического давления, откуда поступает сигнал на блок 11 совпадения, подготавливая его к работе, и на управляющий вход ключа 10, переводя его в состояние, при котором вход интегратора 7 соединен с выходом сумматора 6. одновременно акустическая головка 2 опускается на материал 15, который начинает деформироваться. Датчик 5.регистрирует эту деформацию и в виде электрического сигнала постоянно подает в сумматор б. Так как выход .интегратора 7 подключен к вычитакндему входу сумматора б, то обратная связь отрицательная, поэтому сумматор б с интегратором 7 образуют дифференцирующую схему и сигнал от датчика 5 дифференцируется. Дифференцированный сигнал поступает в нуль-орган 8. По окончании стадии уплотнения дифференцированный сигна приближается к нулю и становится с равным с порогом срабатывания нуль-органа 8. Нульорган 8 срабатывает и подает сигнал на блок 11 совпадения.. Сигнал на выходе блока 11 совпадения появляется только тогда, когда имеются сигналы на его обоих входах. От блока 11 совпадения сигнал поступает на блок 13 управления на включение ультразвукового генератора 14, котор связан с акустической головкой 2. Начинается процесс сварки.. Одновременно сигнал с выхода блока 11 совпадения поступает на один из управляющих входов ключа 10, который разрывает связь сумматора б с интегратором 7. Вследствие этого интегратор 7 начинает работать в режиме запоминания, непрерывно подавая на вычитающий вход сумматора б сигнал, соответствующий положению акустической головки 2 в момент начала сварки, который вычитается из сигнала, соответствующего текущему положению акустической головки 2, поступакадего с электрического выхода датчика 5 на другой вход сумматора б.
Таким образом, независимо от толщины свариваемого материала 15, достигается измерение деформации его в процессе сварки. Сигнал, соответствующий этой деформации, поступает затем на вход элемента 9 сравнени где сравнивается с сигналом,соответсвующим заданной деформации,поступающ от задатчика 12 задания.При достижен заданной деформации зоны сварки с выхода элемента 9 сравнения на вход блока 13 управления поступает сигнал на выл лючение ультразвукового гене.ратора 14, Оператор отключает блок 4 статического давления, акустическая головка 2 поднимается. После этогосигнал от блока 4 на вход блока 11 не поступает, что препятствует самопроизвольному включению ультразвукового генератора 14.
Предлагаемое устройство обеспечивает не только включение ультразвука после окончания стадии уплотнения свариваемого материала 15 под действием статического давления., и измерение деформации материала в процессе сварки независимо от разнотолщинности материала, а также автомтическое окончание сварки в момент, когда отработанная величина деформации будет равна заданной, что приводит к уменьшению разброса прочностных характеристик сварных соединений .
Применение предлагаемого устройства для сварки капроновых лент удапрочно| о полистирола позволяет повысить производительность труда в 1,2-1,5 раза, при этом среднеквадратическое отклонение прочности соединения уменьшается в 1,4-1,6 раза, а коэффициент вариации - на 2-2,7 %,
Формула изобретения
Устройство для ультразвуковой сварки полимерных материалов, содер жащее станину с закрепленными на ней акустической головкой и опорой блок статического давления, ультразвуковой генератор с блоком управления, датчик деформации зоны сварки, сумматор, интегратор, нуль-орган блок совпадения, отличающеес я тем, что, с целью повышения производительности процесса сварки, оно снабжено ключом и элементом сравнения, прилем входы ключа соединены с выходами сумматора, блока статического давления и блока совпадения, выход ключа соединен со входом интегратора, вход элемента сравнения соединен с выходом сумматора, а выход элемента сравнения соединен со входом блока управления генератором.
Источники информации принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке 1 2640080/23-05, . . кл. В 29 С 27/08, 1978.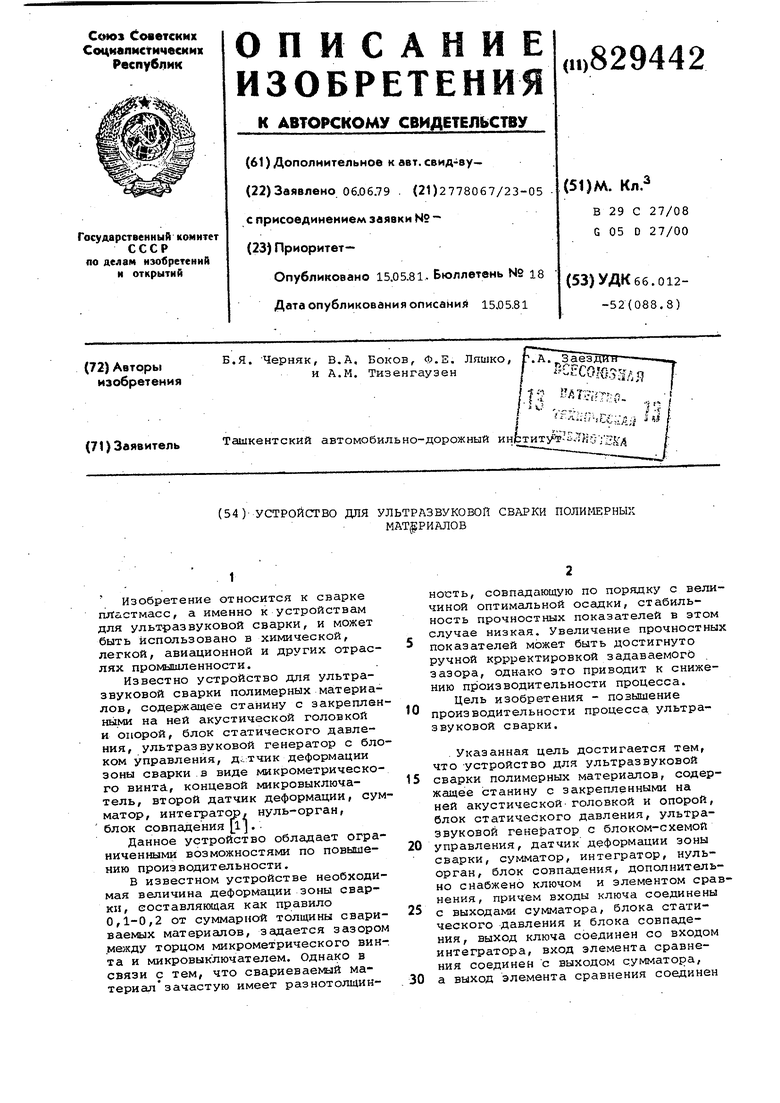


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки полимерных материалов | 1982 |
|
SU1065231A1 |
| Устройство для ультразвуковой сварки полимерных материалов | 1978 |
|
SU753664A1 |
| Способ ультразвуковой сварки термопластов | 1987 |
|
SU1497032A1 |
| Устройство для бесконтактного измерения толщины перемещающихся листовых материалов и пластин | 1990 |
|
SU1739192A1 |
| Устройство для установки валков на параллельность | 1979 |
|
SU789175A1 |
| Устройство для сварки давлением | 1983 |
|
SU1184630A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1983 |
|
SU1109292A1 |
| Система автоматического регулирования | 1978 |
|
SU752221A1 |
| Ультразвуковое устройство для измерения контактных давлений | 1990 |
|
SU1746297A1 |
| ГЕНЕРАТОР ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ | 2002 |
|
RU2227087C1 |
//////////////////7/7/
