05
ел ю
со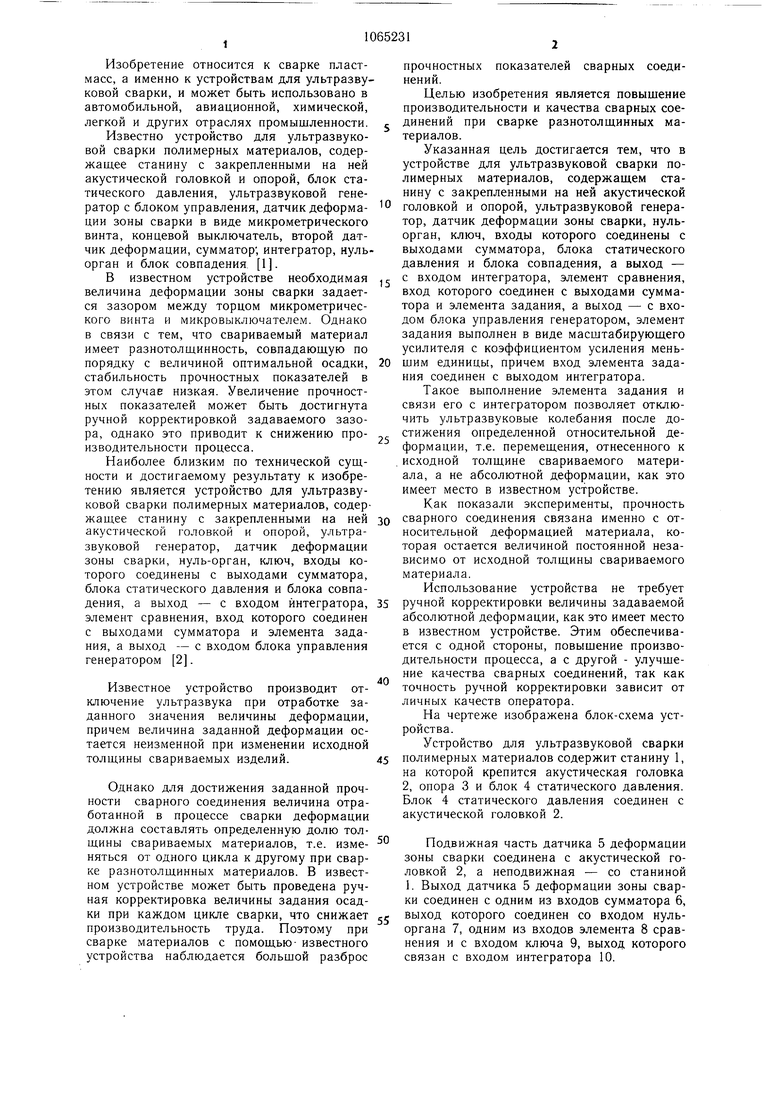
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сваркипОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU829442A1 |
| Устройство для ультразвуковой сварки полимерных материалов | 1978 |
|
SU753664A1 |
| Устройство для сварки давлением | 1983 |
|
SU1184630A1 |
| ГЕНЕРАТОР ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ | 2002 |
|
RU2227087C1 |
| Устройство для сварки | 1985 |
|
SU1313614A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1983 |
|
SU1109292A1 |
| Устройство для ультра- и гиперзвуковой микросварки и пайки | 1977 |
|
SU737165A1 |
| ЦИФРОВОЙ ДОЗАТОР ЭЛЕКТРОЭНЕРГИИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2245236C2 |
| Устройство для регулирования величины деформации проводника при сварке | 1980 |
|
SU969484A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ПЛАСТМАСС | 2003 |
|
RU2240917C2 |
УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащее станину с закрепленными на ней акустической головки и опорой, ультразвуковой генератор, датчик деформации зоны сварки, нуль-орган, ключ, входы которого соединены с выходами сумматора, блока статического давления и блока совпадения, а выход - с входом интегратора, элемент сравнения, вход которого соединен с выходами сумматора и элемента задания, а выход - с входом блока управления генератором, отличающееся тем, что, с целью повышения производительности и качества сварных соединений при сварке разнотолшинных материалов, элемент задания выполнен в виде масштабирующего усилителя с коэффициентом усиления меньшим единицы, причем вход элемента задания соединен с выходом интегратора. (Л
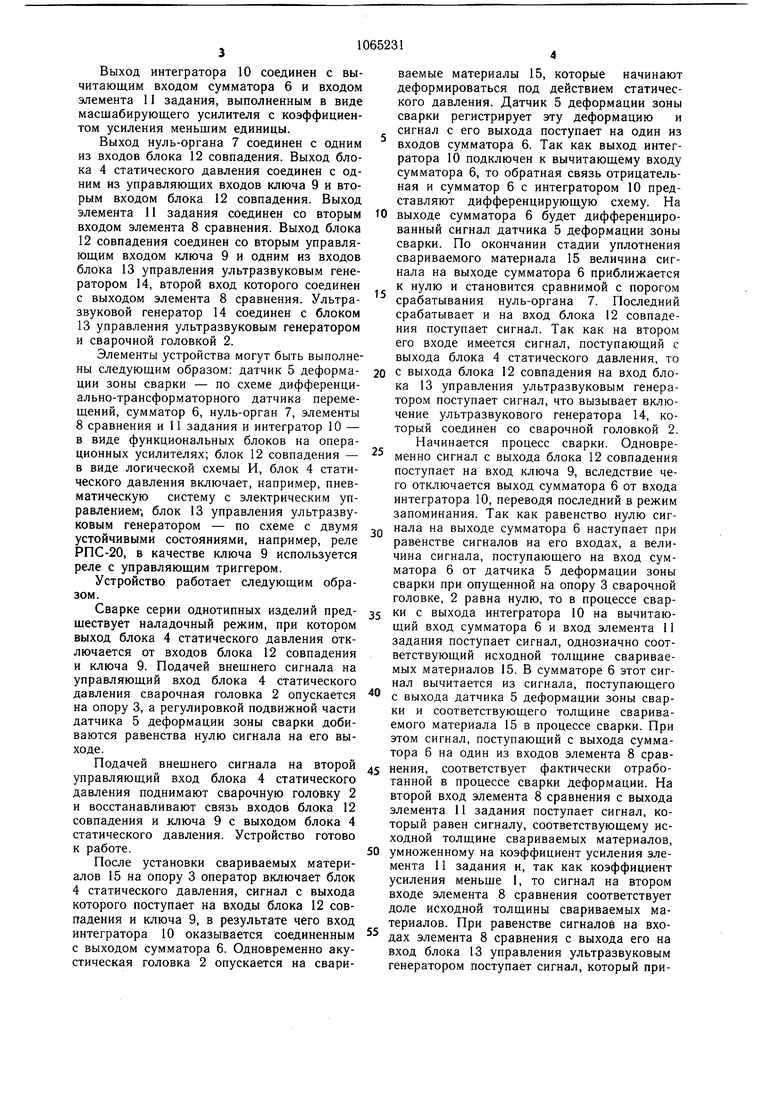
Изобретение относится к сварке пластмасс, а именно к устройствам для ультразвуковой сварки, и может быть использовано в автомобильной, авиационной, химической, легкой и других отраслях промышленности. Известно устройство для ультразвуковой сварки полимерных материалов, содержащее станину с закрепленными на ней акустической головкой и опорой, блок статического давления, ультразвуковой генератор с блоком управления, датчик деформации зоны сварки в виде микрометрического винта, концевой выключатель, второй датчик деформации, сумматор; интегратор, нульорган и блок совпадения 1. В известном устройстве необходимая величина деформации зоны сварки задается зазором между торцом микрометрического винта и микровыключателе1М. Однако в связи с тем, что свариваемый материал имеет разнотолщинность, совпадающую по порядку с величиной оптимальной осадки, стабильность прочностных показателей в этом случае низкая. Увеличение прочностных показателей может быть достигнута ручной корректировкой задаваемого зазора, однако это приводит к снижению производительности процесса. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для ультразвуковой сварки полимерных материалов, содержащее станину с закрепленными на ней акустической головкой и опорой, ультразвуковой генератор, датчик деформации зоны сварки, нуль-орган, ключ, входы которого соединены с выходами сумматора, блока статического давления и блока совпадения, а выход - с входом интегратора, элемент сравнения, вход которого соединен с выходами сумматора и элемента задания, а выход - с входом блока управления генератором 2. Известное устройство производит отключение ультразвука при отработке заданного значения величины деформации, причем величина заданной деформации остается неизменной при изменении исходной толщины свариваемых изделий. Однако для достижения заданной прочности сварного соединения величина отработанной в процессе сварки деформации должна составлять определенную долю толщины свариваемых материалов, т.е. изменяться от одного цикла к другому при сварке разнотолщинных материалов. В известном устройстве может быть проведена ручная корректировка величины задания осадки при каждом цикле сварки, что снижает производительность труда. Поэтому при сварке материалов с помощью- известного устройства наблюдается больщой разброс прочностных показателей сварных соединений. Целью изобретения является повыщение производительности и качества сварных соединений при сварке разнотолщинных материалов. Указанная цель достигается тем, что в устройстве для ультразвуковой сварки полимерных материалов, содержащем станину с закрепленными на ней акустической головкой и опорой, ультразвуковой генератор, датчик деформации зоны сварки, нульорган, ключ, входы которого соединены с выходами сумматора, блока статического давления и блока совпадения, а выход - с входом интегратора, элемент сравнения, вход которого соединен с выходами сумматора и элемента задания, а выход - с входом блока управления генератором, элемент задания выполнен в виде масщтабирующего усилителя с коэффициентом усиления меньщим единицы, причем вход элемента задания соединен с выходом интегратора. Такое выполнение элемента задания и связи его с интегратором позволяет отключить ультразвуковые колебания после достижения определенной относительной деформации, т.е. перемещения, отнесенного к исходной толщине свариваемого материала, а не абсолютной деформации, как это имеет место в известном устройстве. Как показали эксперименты, прочность сварного соединения связана именно с относительной деформацией материала, которая остается величиной постоянной независимо от исходной толщины свариваемого материала. Использование устройства не требует ручной корректировки величины задаваемой абсолютной деформации, как это имеет место в известном устройстве. Этим обеспечивается с одной стороны, повыщение производительности процесса, а с другой - улучщение качества сварных соединений, так как точность ручной корректировки зависит от личных качеств оператора. На чертеже изображена блок-схема устройства. Устройство для ультразвуковой сварки полимерных материалов содержит станину 1, на которой крепится акустическая головка 2, опора 3 и блок 4 статического давления. Блок 4 статического давления соединен с акустической головкой 2. Подвижная часть датчика 5 деформации зоны сварки соединена с акустической головкой 2, а неподвижная - со станиной 1. Выход датчика 5 деформации зоны сварки соединен с одним из входов сумматора 6, выход которого соединен со входом нульоргана 7, одним из входов элемента 8 сравнения и с входом ключа 9, выход которого связан с входом интегратора 10. Выход интегратора 10 соединен с вычитающим входом сумматора 6 и входом элемента 11 задания, выполненным в виде масшабирующего усилителя с коэффициентом усиления меньшим единицы. Выход нуль-органа 7 соединен с одним из входов блока 12 совпадения. Выход блока 4 статического давления соединен с одним из управляющих входов ключа 9 и вторым входом блока 12 совпадения. Выход элемента 11 задания соединен со вторым входом элемента 8 сравнения. Выход блока 12совпадения соединен со вторым управляющим входом ключа 9 и одним из входов блока 13 управления ультразвуковым генератором 14, второй вход которого соединен с выходом элемента 8 сравнения. Ультразвуковой генератор 14 соединен с блоком 13управления ультразвуковым генератором и сварочной головкой 2. Элементы устройства могут быть выполнены следующим образом: датчик 5 деформации зоны сварки - по схеме дифференциально-трансформаторного датчика перемещений, сумматор 6, нуль-орган 7, элементы 8 сравнения и 11 задания и интегратор 10 - в виде функциональных блоков на операционных усилителях; блок 12 совпадения - в виде логической схемы И, блок 4 статического давления включает, например, пневматическую систему с электрическим управлением-, блок 13 управления ультразвуковым генератором - по схеме с двумя устойчивыми состояниями, например, реле РПС-20, в качестве ключа 9 используется реле с управляющим триггером. Устройство работает следующим образом. Сварке серии однотипных изделий предществует наладочный режим, при котором выход блока 4 статического давления отключается от входов блока 12 совпадения и ключа 9. Подачей внешнего сигнала на управляющий вход блока 4 статического давления сварочная головка 2 опускается на опору 3, а регулировкой подвижной части датчика 5 деформации зоны сварки добиваются равенства нулю сигнала на его выходе. Подачей внешнего сигнала на второй управляющий вход блока 4 статического давления поднимают сварочную головку 2 и восстанавливают связь входов блока 12 совпадения и ключа 9 с выходом блока 4 статического давления. Устройство готово к работе. После установки свариваемых материалов 15 на опору 3 оператор включает блок 4 статического давления, сигнал с выхода которого поступает на входы блока 12 совпадения и ключа 9, в результате чего вход интегратора 10 оказывается соединенным с выходом сумматора 6. Одновременно акустическая головка 2 опускается на свариваемые материалы 15, которые начинают деформироваться под действием статического давления. Датчик 5 деформации зоны сварки регистрирует эту деформацию и сигнал с его выхода поступает на один из входов сумматора 6. Так как выход интегратора 10 подключен к вычитающему входу сумматора 6, то обратная связь отрицательная и сумматор 6 с интегратором 10 представляют дифференцирующую схему. На выходе сумматора 6 будет дифференцированный сигнал датчика 5 деформации зоны сварки. По окончании стадии уплотнения свариваемого материала 15 величина сигнала на выходе сумматора 6 приближается к нулю и становится сравнимой с порогом срабатывания нуль-органа 7. Последний срабатывает и на вход блока 12 совпадения поступает сигнал. Так как на втором его входе имеется сигнал, поступающий с выхода блока 4 статического давления, то с выхода блока 12 совпадения на вход блока 13 управления ультразвуковым генератором поступает сигнал, что вызывает включение ультразвукового генератора 14, который соединен со сварочной головкой 2. Начинается процесс сварки. Одновременно сигнал с выхода блока 12 совпадения поступает на вход ключа 9, вследствие чего отключается выход сумматора 6 от входа интегратора 10, переводя последний в режим запоминания. Так как равенство нулю сигнала на выходе сумматора 6 наступает при равенстве сигналов на его входах, а величина сигнала, поступающего на вход сумматора 6 от датчика 5 деформации зоны сварки при опущенной на опору 3 сварочной головке, 2 равна нулю, то в процессе сварки с выхода интегратора 10 на вычитающий вход сумматора 6 и вход элемента 11 задания поступает сигнал, однозначно соответствующий исходной толщине свариваемых материалов 15. В сумматоре 6 этот сигнал вычитается из сигнала, поступающего с выхода датчика 5 деформации зоны сварки и соответствуюшего толщине свариваемого материала 15 в процессе сварки. При этом сигнал, поступаюший с выхода сумматора 6 на один из входов элемента 8 сравнения, соответствует фактически отработанной в процессе сварки деформации. На второй вход элемента 8 сравнения с выхода элемента 11 задания поступает сигнал, который равен сигналу, соответствующему исходной толщине свариваемых материалов, умноженному на коэффициент усиления элемента 11 задания и, так как коэффициент усиления меньше 1, то сигнал на втором входе элемента 8 сравнения соответствует доле исходной толщины свариваемых материалов. При равенстве сигналов на входах элемента 8 сравнения с выхода его на вход блока 13 управления ультразвуковым генератором поступает сигнал, который приj10652314
водит к отключению ультразвука. ОператорПредлагаемое устройство обеспечивает
отключает блок 4 статического давления,высокую производительность процесса сварчто приводит к поднятию сварочной голов-ки и изготовления качественных сварных
ки 2 и окончанию цикла сварки.соединений.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для ультразвуковой сварки полимерных материалов | 1978 |
|
SU753664A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для ультразвуковой сваркипОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU829442A1 |
| Солесос | 1922 |
|
SU29A1 |
