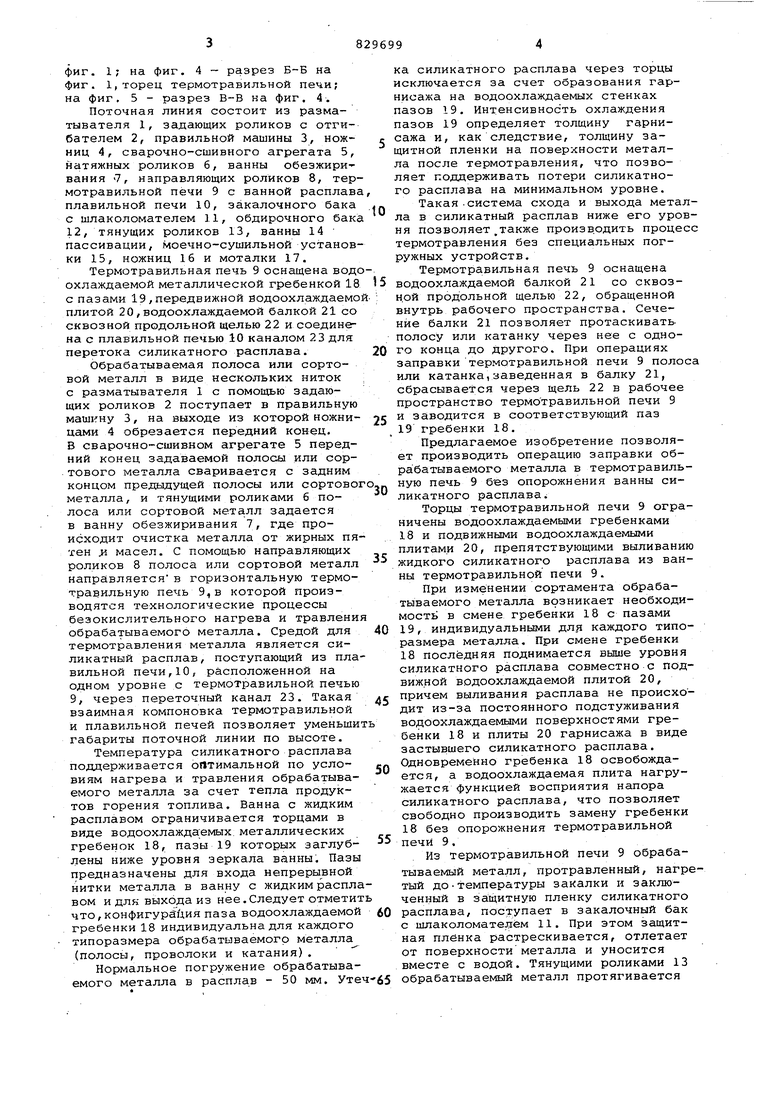
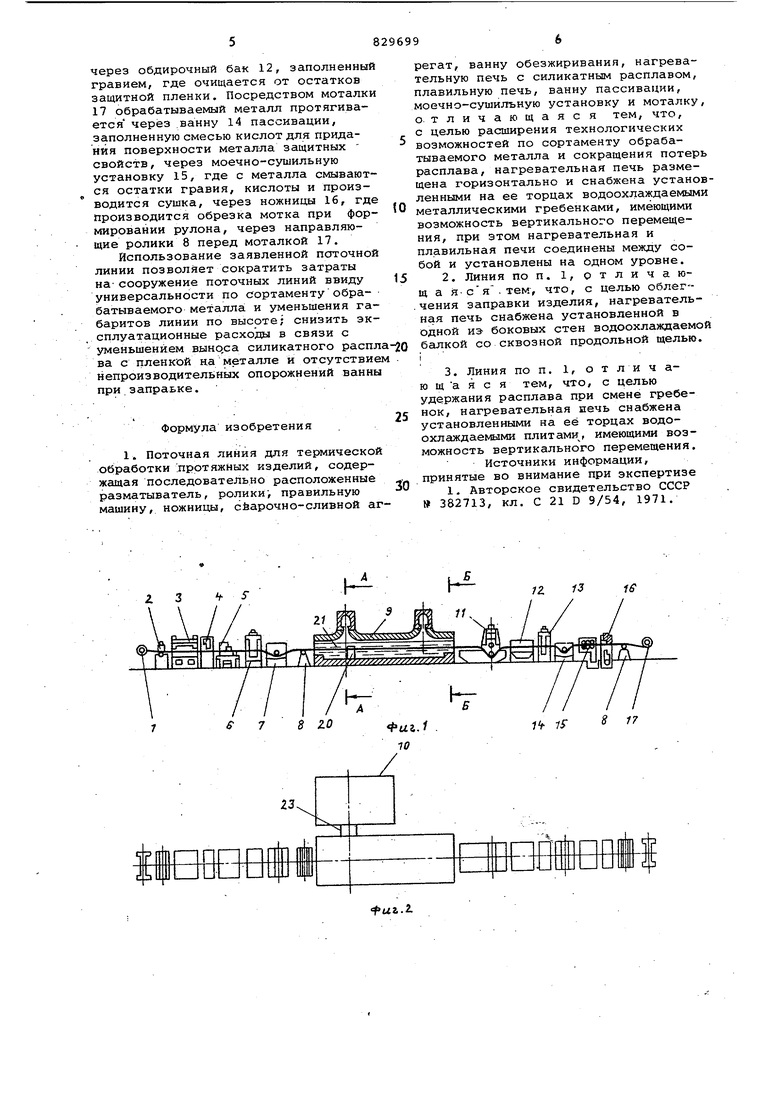
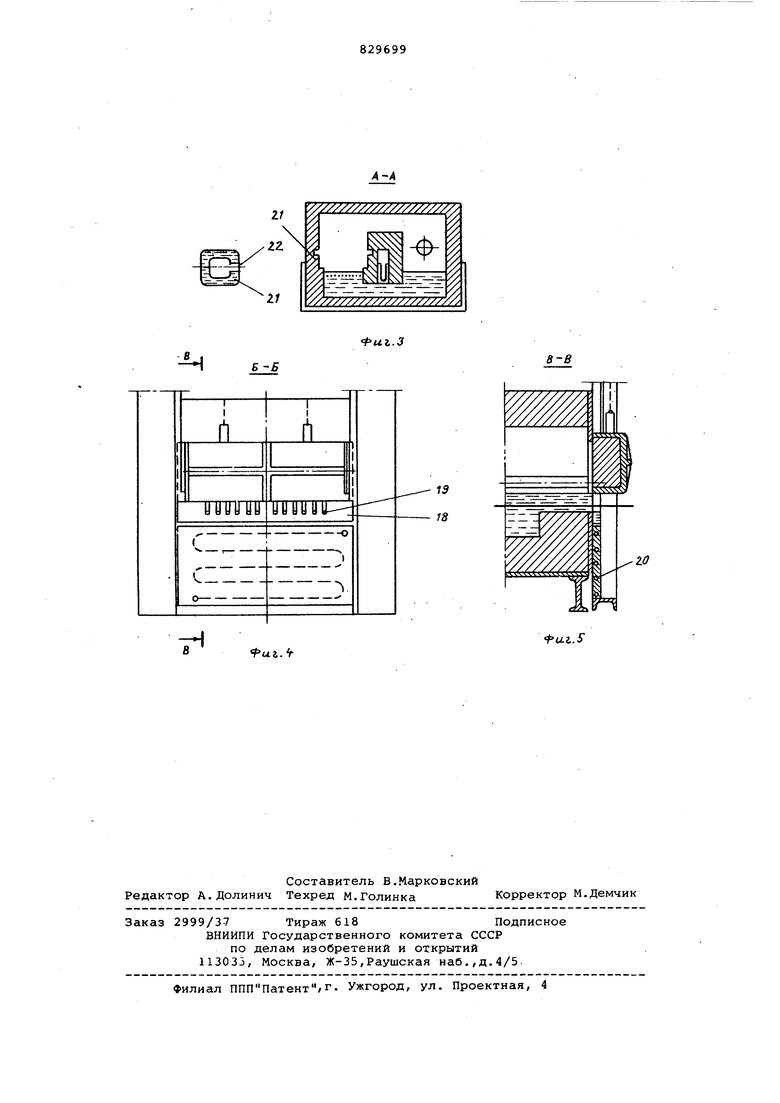
(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОТЯЖНЫХ ИЗДЕЛИЙ фиг. 1; на фиг, 4 разрез Б-Б на фиг. 1, торец термотравильной печи; на фиг. 5 - разрез В-В на фиг. 4. Поточная линия состоит из разматывателя 1, задающих роликов с отгибателем 2, правильной машины 3, ножниц 4, сварочно-сшивного агрегата 5, натяжных роликов б, ванны обезжиривания -7, направляющих роликов 8, тер мотравильной печи 9 с ванной расплав плавильной печи 10, закалочного бака с шлаколомателем И, обдирочного бак 12, тянущих роликов 13, ванны 14 пассивации, моечно-сушильной установ ки 15, ножниц 16 и моталки 17. Термотравйльная печь 9 оснащена вод охлаждаемой металлической гребенкой 18 с пазами 19,передвижной йодооклаждаемо плитой 20,водоохлаждаемой балкой 21 со сквозной продольной щелью 22 и соединена с плавильной печью 10 каналом 23 для перетока силикатного расплава. Обрабатываемая полоса или сортовой металл в виде нескольких ниток с разматывателя 1 с помощью задающих роликов 2 поступает в правильную машину 3, на выходе из которой ножницами 4 обрезается передний конец. В сварочно-сшивном агрегате 5 передний конец задаваемой полосы или сортового металла сваривается с задним концом предыдущей полосы или сортово металла, и тянущими роликами 6 полоса или сортовой металл задается в ванну обезжиривания 7, где происходит очистка металла от жирных пя тен масел. С помощью направляющих роликов 8 полоса или сортовой металл направляется в горизонтальную термотравильную печь 9,в которой производятся технологические процессы беэокислительного нагрева и травлени обрабатываемого металла. Средой для термотравления металла является силикатный расплав, поступающий из пла вильной печи,10, расположенной на одном уровне с термотравильной печью 9, через переточный канал 23. Такая взаимная компоновка термотравильной и плавильной печей позволяет уменьщи габариты поточной линии по высоте. Температура силикатного расплава поддерживается оптимальной по услоВИЯМ нагрева и травления обрабатываемого металла за счет тепла продуктов горения топлива. Ванна с жидким расплавом ограничивается торцами в виде водоохлаждаемых металлических гребенок 18, пазы 19 которых заглублены ниже уровня зеркала ванны. Пазы предназначены для входа непрерывной нитки металла в ванну с жидким распла вом и для выхода из нее.Следует отметит что,конфигурация паза водоохлаждаемой гребенки 18 индивидуальна для каждого типоразмера обрабатываемого металла (полосы, проволоки и катания). Нормальное погружение обрабатываемого металла в расплав - 50 мм. Уте ка силикатного расплава через торцы исключается за счет образования гарнисажа на водоохлаждаемых стенках пазов 19. Интенсивность охлаждения пазов 19 определяет толщину гарнисажа и, как следствие, толщину защитной пленки на поверхности металла после термотравления, что позволяет поддерживать потери силикатного расплава на минимальном уровне. Такая -система схода и выхода металла в силикатный расплав ниже его уровня позволяет также производить процесс термотравления без специальных погружных устройств. Термотравильная печь 9 оснащена водоохлаждаемой балкой 21 со сквозн.ой продольной щелью 22, обращенной внутрь рабочего пространства. Сечение балки 21 позволяет протаскивать полосу или катанку через нее с одного конца до другого. При операциях заправки термотравильной печи 9 полоса или катанка,заведенная в балку 21, сбрасывается через щель 22 в рабочее пространство термотравильной печи 9 и заводится в соответствующий паз 19 гребенки 18. Предлагаемое изобретение позволяет производить операцию заправки обрабатываемого металла в термотравильную печь 9 без опорожнения ванны силикатного расплаваi Торцы термотравильной печи 9 ограничены водоохлаждаемыми гребенками 18 и подвижными водоохлаждаемыми плитами 20, препятствующими выливанию жидкого силикатного расплава из ванны термотравильной печи 9. При изменении сортамента обрабатываемого металла возникает необходимость в смене гребенки 18с пазами 19, индивидуальными для каждого типоразмера металла. При смене гребенки 18 последняя поднимается выше уровня силикатного расплава совместно с подвижной водоохлаждаемой плитой 20, причем выливания расплава не происходит из-за постоянного подстуживания водоохлаждаемыми поверхностями гребенки 18 и плиты 20 гарнисажа в виде застывшего силикатного расплава. Одновременно гребенка 18 освобождается, а водоохлаждаемая плита нагружается функцией восприятия напора силикатного расплава, что позволяет свободно производить замену гребенки 18 без опорожнения термотравильной печи 9. Из термотравильной печи 9 обрабатываемый металл, протравленный, нагретый дотемпературы закалки и заключенный в защитную пленку силикатного расплава, поступает в закалочный бак с шлаколомателем 11. При этом защитная пленка растрескивается, отлетает от поверхности металла и уносится вместе с водой. Тянущими роликами 13 обрабатываемый металл протягивается через обдирочный бак 12, заполненный гравием, где очищается от остатков защитной пленки. Посредством моталки 17 обрабатываемый металл протягивается через ванну 14 пассивации, заполненную смесью кислот для придания поверхности металла защитных свойств, через моечно-сушильную установку 15, где с металла смываются остатки гравия, кислоты и производится сушка, через ножницы 16, где производится обрезка мотка при формировании рулона, через направляющие ролики 8 перед моталкой 17. Использование заявленной паточной линии позволяет сократить затраты на- сооружение поточных линий ввиду универсальности по сортаментуобрабатываемого металла: и уменьшения габаритов линии по высоте; снизить эксплуатационные расходы в связи с уменьшением выно.са силикатного распл ва с пленкой на металле и отсутствие нeпpoизвoдитeльнkx опорожнений ванны при запраьке. . Формула изобретения 1. Поточная линия для термической обработки протяжных изделий, содержащая последовательно расположенные разматыватель, ролики; правильную машину, ножницы, сйарочно-сливной аг регат, ванну обезжиривания, нагревательную печь с силикатным расплавом, плавильную печь, ванну пассивации, моечно-сушилъную установку и моталку, отличаю щаяс я тем, что, с целью расширения технологических возможностей по сортаменту обрабатываемого металла и сокращения потерь расплава, нагревательная печь размещена горизонтально и снабжена установленными на ее торцах водоохлаждаемыми металлическими гребенками, имеющими возможность вертикального перемещения, при этом нагревательная и плавильная печи соединены между собой и установлены на одном уровне. 2.Линия по п. 1, отличающ а я. , тем, что, с целью облегчения заправки изделия, нагревательная печь снабжена установленной в одной из- боковых стен водоохлаждаемой бсшкой со сквозной продольной щелью. i 3.Линия по п. 1, отличаю щ а я с я тем, что, с целью удержания расплава при смене гребенок, нагревательная печь снабжена установленными на её торцах водоохлаждаемыми плитами, имеющими возможность вертикального перемещения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 382713, кл. С 21 D 9/54, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1973 |
|
SU382713A1 |
| Агрегат непрерывного нанесения покрытий | 1980 |
|
SU1082861A1 |
| Агрегат для непрерывной обработки плоского проката | 1978 |
|
SU749123A1 |
| ПЛАВИЛЬНЫЙ ВОДООХЛАЖДАЕМЫЙ ТИГЕЛЬ | 2007 |
|
RU2358216C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ НЕПРЕРЫВНОГО НАМОРАЖИВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2003 |
|
RU2264276C2 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| Комплекс для получения биметаллических материалов | 1987 |
|
SU1669673A1 |
| Печь для получения силикатного расплава | 1981 |
|
SU996338A1 |
i 3 .г. 12, 13 Iff 1f 1f S 17
У///////////////////////
Фиг.З
19 18
-И
S«fai.V
иг.5
