Предметом изобретения является комбинированный штамп л,ля изготовления деталей подшипников диаметром 1,8-2,5 мм высокой точности (допуск 0,01 мм по наружному отверстию и 0-005 Jbvr на овальность) осуш,ествляюш,ий за один ход ползуна пять переходов: вырубку, вытяжку, пробивку отверстий, формовку сферы и маркировку.
Комбинированные штампы для вырубки, вытяжки, пробивки отверстий, формовки сферы и маркировки деталей малых диаметров за один ход ползуна известны. Однако такие штампы весьма сложны п трудоемки в изготовлении и в то же время не обеспечивают необходимой точности де1алей и не исключают образования складок на поверхности деталей.
Отличительной особенностью предлагаемого штампа является то. что его пуансон служит одновременно и для прижима заготовки при вытяжке, а :сама заготовка прижимается к вытяжпой матрице при псмощи п;пилек прижимного буфера. Шта.мповка деталей для : 1алых подшипников на этом штампе обеспечивает высокое качество деталей и повышает производительность.
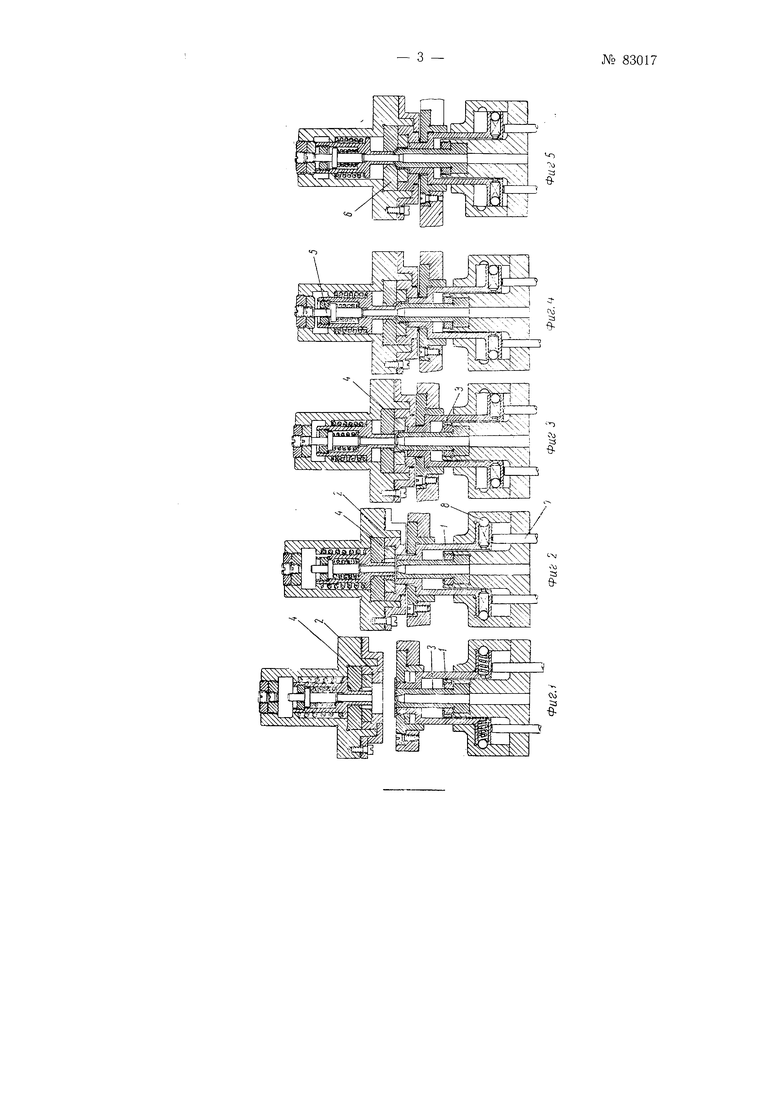
На фиг. 1 показан вид штампа в разрезе в момент установки заготовки; на фиг. 2 - в момент вырубки заготовки; на фиг. 3 - в момент вытяжки; на фиг. 4 - в момент пробивки отверстия; на фиг- 5 - в момент формовки сферы и маркировки.
Основными рабочими деталями штампа являются вырубные пуансок / и матрица 2, вытяжные пуансон 3 и матрица 4, пробивной пуансоп 5, формовочная матрица 6 шпильки 7 прижимного буфера и niapnковый замок 8.
После уг:тановки заготовки (фиг. 1) опускается ползун пресса и заготовка вырубается при помогци пуансона / и матрицы 2 (фиг. 2). С целью устранения складок при вытяжке и повышения точности изгоKb 83017
товляемых деталей, вытяжной пуанеон 3 яв;шется одновременно и прнжимом при вытяжке, а сама заготовка прижимается к вытяжной матрице 4 нри помощи шпилек 7 прижимного буфера.
Вырубной пуансон 1 снабжен шариковым замком 8. При повышении давления на пуансон / до величины, большей, чем усилие вырубки, шарики преодо.чевают сопротивление пружин, и пуансон онускается впиз, а вытянсной пуанеон 3 вытягивает заготовку в матрице 4 (фиг. 3). При дальнейшем опускании ползуна происходит сначала пробивка отверстия нуаксонол 5 (фиг. 4), а затем формовка сферы и клеймение дна формовочной матрицей 6 (фиг. 5).
П р е д м с г li 3 о б р е т е н и я
1.Комбинированный штамп для вырубки, вытяжки, пробивки отверстий, формовки ;сферы и маркировки деталей малых диаметров за один ход ползуна, отличающийся тем, что, с це«1ью устранения складок при вытяжке и повышения точности изготовляемых деталей, вытяжной пуансон является одновременно и прижимом при вытяжке, а сама заготовка прижимается к вытяжной матрице при помощи нптилек прижимного буфера.
2.Форма выполнения штампа по п. 1, отличающаяся тем, что вырубной пуансон снабжен шариковым замком, п средство.м которого при увеличении давления на вырубной пуансон больпк, чем усилие вырубки, включается вытяжной пуансон, а вырубной пуансон опускается вниз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для изготовления тарельчатых пружин | 1978 |
|
SU721184A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |