(54) СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛОВ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1999 |
|
RU2173226C2 |
| Клеть прокатного стана с электро-КОНТАКТНыМ НАгРЕВОМ | 1979 |
|
SU831232A1 |
| Способ обработки давлением металли-чЕСКОй зАгОТОВКи | 1979 |
|
SU829241A1 |
| Способ изготовления многослойной ленты и устройство для его осуществления | 1980 |
|
SU867569A1 |
| Стан для прокатки непрерывного слитка | 1975 |
|
SU588697A1 |
| Способ плющения проволоки | 1980 |
|
SU956107A1 |
| Валок с электроконтактным нагревом | 1982 |
|
SU1024130A1 |
| Клеть вакуумного прокатного стана | 1981 |
|
SU1009542A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272685C1 |
| СПОСОБ ТЕПЛОВОЙ ПРОКАТКИ ПОЛОСЫ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1990 |
|
RU2009735C1 |
I
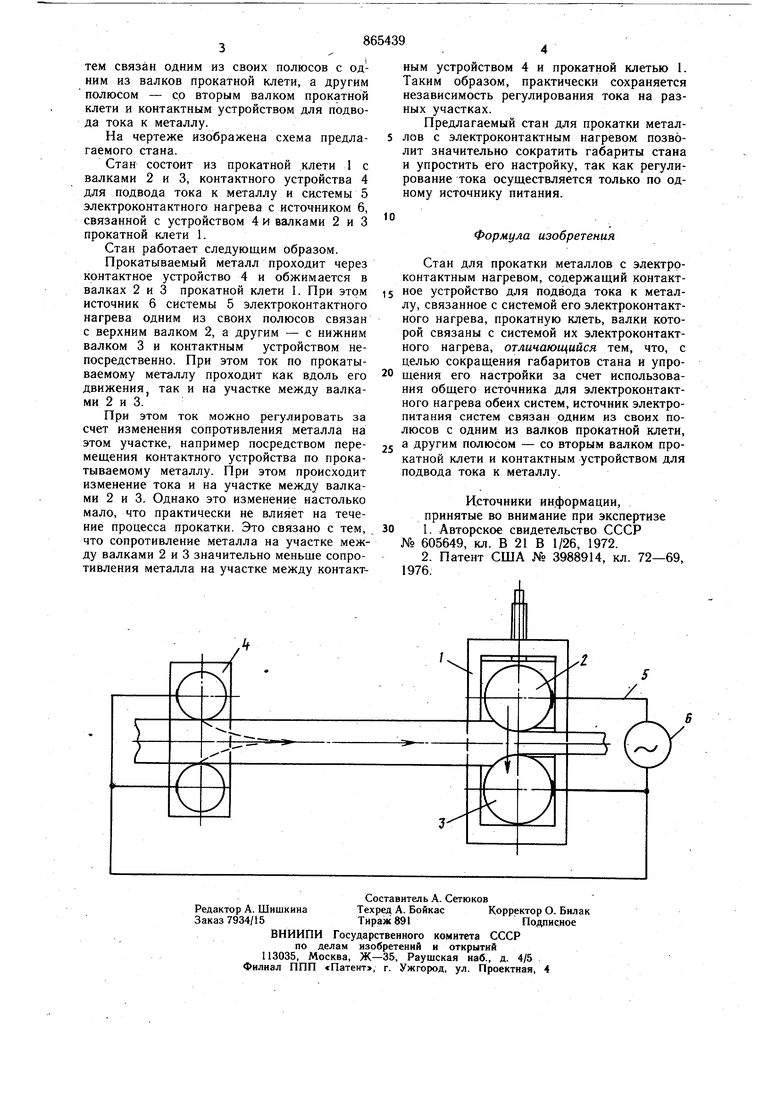
Изобретение относится к прокатному оборудованию и наиболее полно может быть использовано при прокатке металлов с применением элект,роконтактного нагрева.
Известен стан для прокатки металлов с применением электрокоитактного нагрева, в котором источник питания связан одним из своих полюсов с контактным устройством, а другим- с верхними опорными валками. При такой конструкции стана ток при прокатке протекает только вдоль прокатываемого металла и не протекает через металл между валками 1.
Недостатком известного стана является невозможность значительного повышения пластических свойств прокатываемых металлов, особенно труднодеформируемых и тугоплавких с использованием так называемого электропластического Эффекта. Это связано с тем, что указанный эффект достигается при пропускании токов весьма больших плотностей, которые при прохождении вдоль металла вызывают его интенсивный разогрев и практически исключают возможность прокатки ввиду сильного окисления поверхностн, что характерно, в частности для тугоплавких материалов.
Кроме того, создание токов очень высокой плотности в поперечном сечении металла требует источников большой мощности, так как сопротивление металла, измеряемое вдоль него, значительно превышает сопротивление металла на участке между валкамн.
Известен также стан для прокатки металлов с электроконтактным нагревом, содержащий контактное устройство для подвода тока к металлу, связанное с системой его to электроконтактного нагрева, прокатную клеть, валки которой связаны с системой их электроконтактного нагрева. Стан имеет раздельные источники электропитания с1чстем Д2.
Недостатками являются значительные 15 габариты стана и системы электропитания н усложнение настройки, так как необходимо осуществлять регулирование тока в различных цепях системы.
Цель изобретения - сокращение габаритов стана и упрощение его настройки за
20 счет использования общего источника для электроконтактного нагрева обеих систем.
Поставленная цель достигается тем, что в устройстве источник электропитания сис
