(54) ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки металлическихиздЕлий РАСТяжЕНиЕМ | 1977 |
|
SU831268A1 |
| Устройство к правильно-растяжной машине с подвижной и неподвижной головками для измерения величины растяжения изделия при правке | 1978 |
|
SU710722A1 |
| Устройство для измерения величины растяжения изделия при правке | 1983 |
|
SU1148665A1 |
| Устройство для контроля удлинения заготовки при правке растяжением на гидравлической машине | 1980 |
|
SU927368A1 |
| Правильно-растяжная машина | 1977 |
|
SU662192A1 |
| Зажимная головка правильно-растяжной машины | 1982 |
|
SU1094640A1 |
| Правильно-растяжная машина | 1979 |
|
SU811570A2 |
| Гидровлическая правильно-растяжная машина | 1974 |
|
SU519245A1 |
| Система управления правильно-растяжной машиной | 1983 |
|
SU1174118A1 |
| Способ управления процессом правки изделий | 1984 |
|
SU1266601A1 |
1
Изобретение относится к обработке металлов давлением, а именно к правильнорастяжным машинам, предназначенным для правки крупногабаритных изделий из алюминия и алюминиевых сплавов.
Известна правильно-растяжная машина, содержашая неподвижную и тянущую головки, манометр с электрическим входом, задатчик значения заданного удлинения, датчик контроля перемещения тянущей головки и блок управления гидросистемой 1.
Недостаток машины заключается в необходимости пересчета значения относительно удлинения (в %) в абсолютное (в мм), причем на результат расчета влиЯет точность определения начальной длины растягиваемой части изделия. Кроме того, в результате правки изделие получают удлинение, отличающееся от заданного на значение погрешности, обусловленной разбросом механических свойств материала изделия в пределах одной партии из-за старения металла, изменением механических свойств материала в процессе собственно правки, а также проскальзыванием материала в губках правильно-растяжной машины, а также в низкой производительности процесса правки, вызванной необходимостью повторного растягивания изделия, что, в свою очередь, ухудшает механические свойства материала изделия.
Цель изобретения - повышение точнос5 ти получения остаточной деформации, улучшение качества правки и увеличение производительности машины.
Указанная цель достигается тем, что правильно-растяжная машина, содержащая неподвижную и тянущую головки, связанный
10 с блоком управления гидросистемой манометр с электрическим выходом, а также датчик контроля перемещения тянущей головки и задатчик значения заданного удлинения, снабжена вычислительным устройством, датчиками контроля проскальзывания и задат15чиками допустимого значения проскальзывания, при этом один из входов вычислительного устройства связан с электрическим выходом манометра, второй - с датчиком контроля перемещения тянущей головки, а тре20 тий - с датчиками контроля проскальзывания и задатчиками допустимого значения проскальзывания, а выход упомянутого вычислительного устройства - с блоком управления гидросистемой.
Поставленная цель достигается также и тем, что каждый датчик контроля проскальзывания выполнен в виде преобразователей перемещения в электрический кодированный сигнал, размещенный в губках неподвижной и тянущей головок, а задатчики значений заданного удлинения и допустимого проскальзывания выполнены в виде дисплейного модуля к вычислительному устройству.
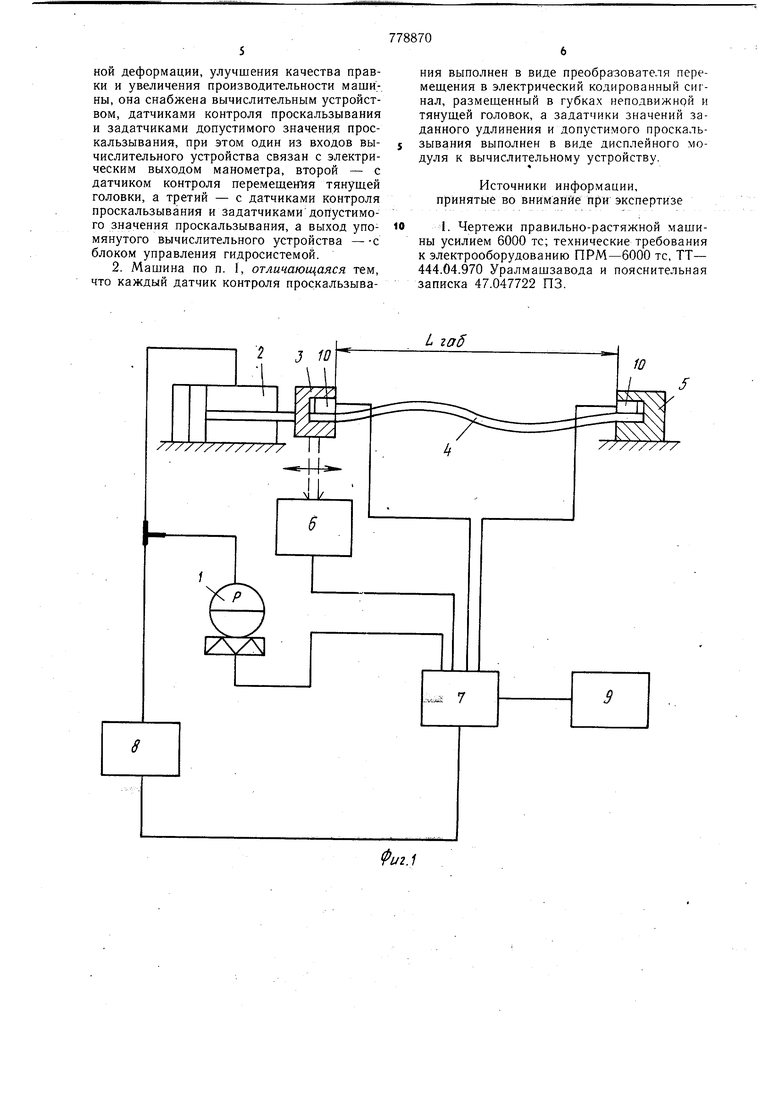
На фиг. 1 представлена блок-схема правильно-растяжной машины; на фиг. 2 - диаграмма растяжения изделия.
Правильно-растяжная машина содержит манометр 1 с электрическим выходом, включенный в гидросистему 2 тянущей головки 3, в губках которой зажат один конец обрабатываемого изделия 4, а другой конец зажат в губках неподвижной головки 5.
Тянущая головка 3 механически связана с датчиком 6 контроля перемещения тянущей головки. Правильно-растяжная машина содержит также вычислительное устройство 7, связанное своими входами с манометром 1 и датчиком 6, а выходом - с блоком 8 управления гидросистемой, дисплейный модуль 9, связанный с вычислительной машиной и датчиком 10 контроля проскальзывания, помещенных в губках тянущей и неподвижной головок 3 и 5 и связанных со входом вычислителБной машины 7.
После зажатия в губках тянущей и неподвижной головок 3 и 5 изделия 4 сигнал о перемещении с датчика 6 поступает на вход вычислительной мащины 7. Этот сигнал несет информацию о длине , зажатого в губках тянущей и неподвижной головок 3 и 5 изделия 4, и запоминается в вычислительном устройстве 7.
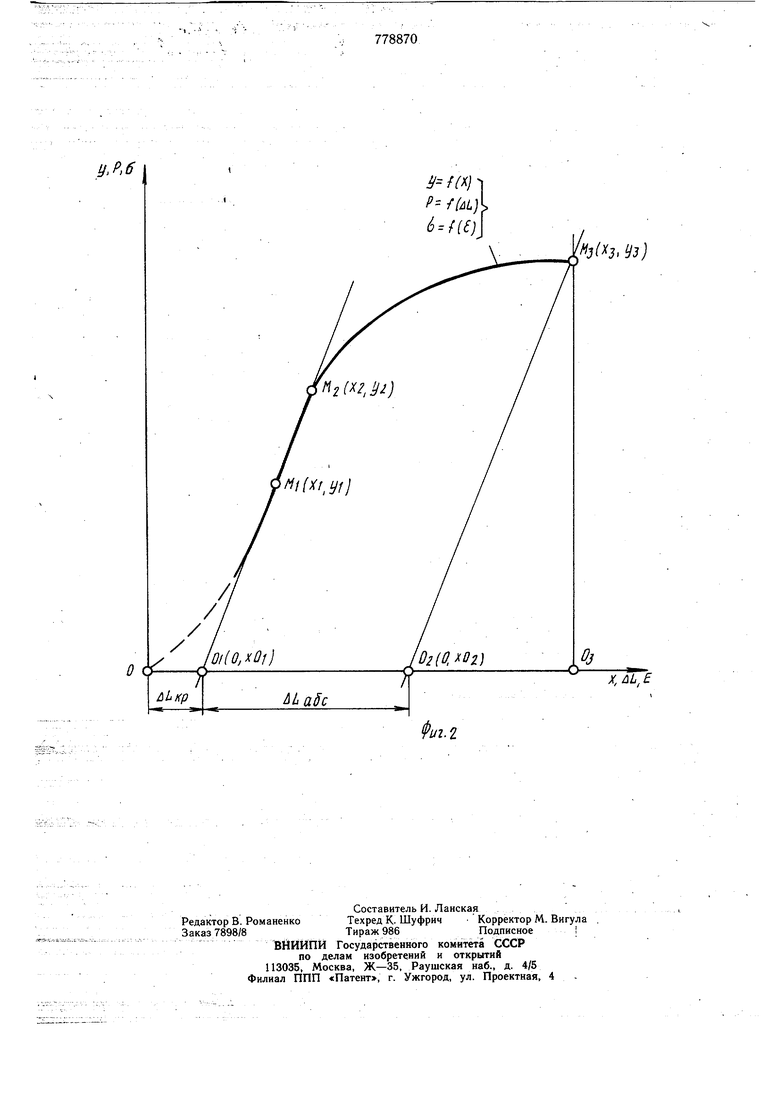
При включении правильно-растяжной машины давление в гидросистеме 2 возрастает и тянущая головка совершает рабочий ход. Сигналы о значении давления Р, пропорциональном значению механического напряжения ё в материале изделия с манометра 1, и о .значении перемещения тянущей гсловKH ft,пропорциональный удлинениюё, сдатчика 6 поступают в вычислительное устройст- во 7, которое определяет вид функциональной зависимости 6 f(6) и находит значения ее первой производной - в точках, равномерно задаваемых датчиком 6, и запоминает их. Затем по заложенной программе вычислительное устройство 7 производит опрос производных и находит участок с/прямо пропорциональной зависимостью и в точках, где первая производная - не меняет своего значения и находит уравнение прямой (пря.мая М| -Ма на участке диаграммы на фиг. 2), проходящей через две заданные точки MI и Мг.
После этого по программе вычислительное устройство 7 находит значение длины отрезка О-О,, соответствующее приращению ДЬкр длины растягиваемой части изделия 4 за счет устранения кривизны, и суммирует его со значением габаритной длины ЬгАб, находящимся в памяти вычислительного устройства 7. Значение полной длины Ln Lr/ij -f AL| вычислительное устройство 7 умножает на заранее введенное с дисплейного модуля 9 значение заданного относительного удлинения .(в %), после чего абсолютное значение Д L/i заданного удлинения суммируется со значением Д L.
Затем nd программе вычислительйое устройство 7 находит значение функции, проходящей через значение X Д . + Д L,. и Y 0, конгруэнтное линейной функции, проходящей через прямо пропорциональный участок функциональной зависимости f(6) (на диаграмме фиг. 2 прямая, проходящая через точку Ог параллельно Mi-Ma).
Далее вычислительная машина 7 по программе производит решение уравнений, выражающихся кривой и f(6) и прямой Ог- Мз, и находит координаты точки Мз (Хз, Уз) обшей для этих функций.
0 При решении этих уравнений вычислительное устройство экстраполирует значение функции о f(). Шаг экстраполяции соответствует дискретности сигналов контроля перемещения отдатчика 6.
При достижении тянущей головкой 3 по ложения, соответствующего координате Хл (точка Оз) диаграммы на фиг. 2, вычислительное устройство 7 дает сигнал блоку 8 управления гидросистемой на отключение правильно-растяжной машины и прекраще, ние правки.
Разгрузка изделия идет по прямой .О и изделие получает остаточное удлинение ALfltt, точно соответствующее заданному в процентах относительному удлинению.
При появлении проскальзывания матеS риала изделия в одной из губок правильнорастяжной машины срабатывает один или несколько датчиков 10, которые дают информацию в вычислительное устройство 7 о значении проскальзывания в каждой из губок. Эта информация сравнивается в вычислительной машине 7 с допустимым значением проскальзывания, введенным заранее с дисплейного модуля 9, и при превышении допустимого значения проскальзывания в любой из губок вычислительная машина 7 через
5 блок 8 отключает правильно-растяжную машину для пережатия материала изделия в губках.
Формула изобретения
ной деформации, улучшения качества правки и увеличения производительности машины, она снабжена вычислительным устройством, датчиками контроля проскальзывания и задатчиками допустимого значения проскальзывания, при этом один из входов вычислительного устройства связан с электрическим выходом манометра, второй - с датчиком контроля перемешения тянущей головки, а третий - с датчиками контроля проскальзывания и задатчиками допустимого значения проскальзывания, а выход упомянутого вычислительного устройства - -с блоком управления гидросистемой.
Источники информации, принять1е во внимание при экспертизе
L габ
У.Р.б (AL} i--Hi . Jj )(,uL,
