(54) ОБЛЩОВАННЫЙ КОКИЛЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ЛИТЬЯ В КОКИЛИ С ТЕРМОИЗОЛЯЦИОННОЙ ОБЛИЦОВКОЙ | 1973 |
|
SU405652A1 |
| Литейная оснастка | 1976 |
|
SU662253A1 |
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 1973 |
|
SU407641A1 |
| Сопло пескодувных резервуаров | 1981 |
|
SU971559A1 |
| Манипулятор для разборки облицованных кокилей | 1990 |
|
SU1763086A1 |
| Оснастка для производства отливок в облицованных кокилях | 1988 |
|
SU1639884A1 |
| СПОСОБ ЛИТЬЯ ТОРМОЗНЫХ КОЛОДОК И КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2462328C2 |
| Пескодувная машина для нанесения облицовки на кокиль | 1982 |
|
SU1129016A1 |
| Устройство для очистки облицованных кокилей | 1974 |
|
SU501837A1 |
| Способ получения отливок вОблицОВАННыХ КОКиляХ | 1979 |
|
SU816683A1 |
I
Изобретение относится к литейному производству, а именно к литью в облицованнь е кОкшш, позволяющему получать отливки с дифференирнрованной структурой и повышенной размерной точностью.
Чаще всего на линиях литья в облицованные КОКШШ применяются разъемные кокшш длина и ширина которых значительно больше чем высота. Облицовка на кокиле создается путем заполнения зазора между моделью и кокилем облицовочной смесью. Большое влияние на плотность облицовки- и чистоту поверхности отливсж оказывает система вентиляции полости, заполняемой смесью.
Известны кокили, содержащие вентиляционные каналы, выполненные в виде, пазов толщиной от 0,2 до 1 мм, расположенные вокруг рабочего гнезда в поверхности разъема кокиля и объединенные в вентиляционные коллекторы. Указанная система вентиляции дает хорошее качество облицовки только по периметру кокиля, отвод воздуха из внутренней части кокиля затруднен, что особенно важно при отливке в многоместном кокиле небольших
ПО размерам тонкостенных отливок сложного | профиля.
Известны кокили, где вентиляционные пазы подводятся не к краю кокиля, а к специальному сквозному отверстию, выходящему на наружную поверхность кокиля, а для вентилирования глубоких полостей применяют вентиляционные пробки. При выводе через сквозные вентиляционные каналы достигается более равномерное качество облицовки 1. Однако в процессе работы вентиляционные каналы заливаются металлом, засоряются, что ухудшает или вообще перекрывает выход воздуха в процессе настрела и ухудшает качество облицовки.
5
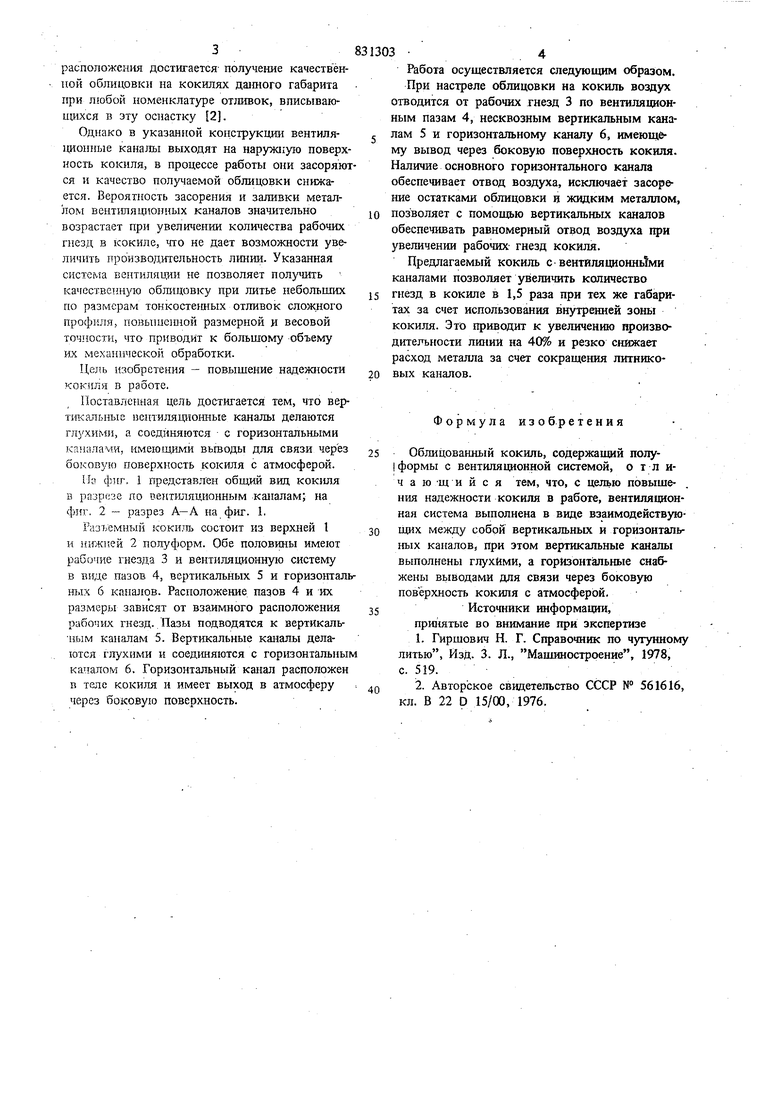
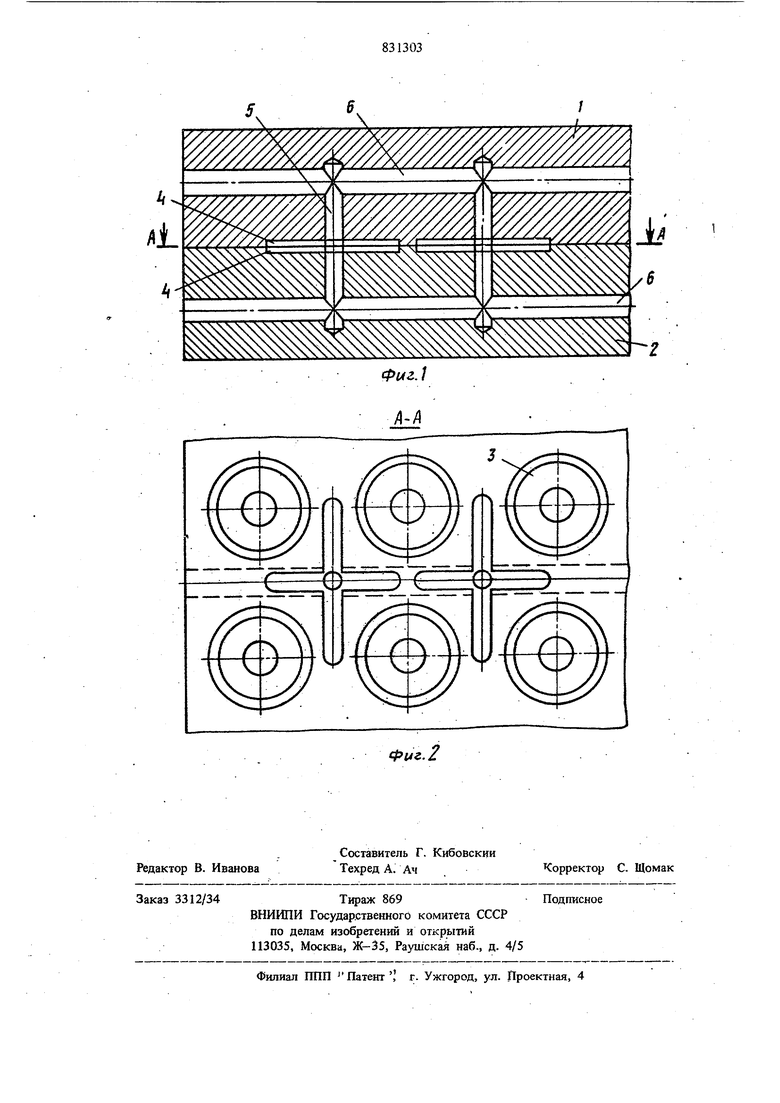
Наиболее близким к предлагаемому являет ся облицованный кокиль, содержащий обойму, в которой установлены составные нормализованные элементы, между которыми образованы вентиляционные каналы, а в нормализован0ных злементах выполнены образующие надувные .каналы пазы, чередующиеся с вентиляционными каналами. За счет развитых надувных и вентиляционных каналов и их чередующегося расположения достигается получение качественпой облицовки на кокилях данного габарита при номенклатуре от;швок, вписывающихся в эту оснастку 2. Однако в указанной конструкции вентиляционные каналы выходят на наружную поверх ность кокиля, в процессе работы они засоряю ся и качество получаемой облицовки снижается. Вероятность засорения и заливки металлом вентиляционных каналов значительно возрастает при увеличении количества рабочих гнезд в кокиле, что не дает возможности увеличить производительность линии. Указанная система вентиляции не позволяет качественную облицовку при литье небольших по размерам тонкосте1шых отливок сложного профиля, повышешюй размерной и весовой точности, что приводит к большому объему их механической обработки. Цель изобретения - повышение надежности кокиля в работе. Поставленная цель достигается тем, что верижальные вентиляционные каналы делаются глухиля, а соединяются с горизонтальными KaHibnavtH, имеющими выводы для связи через боковую поверхность кокиля с атмосферой. На фиг. 1 представлен общий вид кокиля в разрезе по пент шяционным каналам; на фиг. 2 -- разрез А-А на фиг. 1. Fa37 eMHbHi кокиль состоит из верхней 1 и нижней 2 полуформ. Обе половины имеют рабочие гнезда 3 и вентиляционную систему в виде пазов 4, вертикальных 5 и горизонтал ш,1х 6 каналов. Расположение пазов 4 и Их размеры зависят от взаимного расположения рабочих гнезд./Пазы подводятся к вертИкальным каналам 5. Вертикальные каналы делаются глухими и coeд fflяютcя с горизонтальны каналом 6. Горизонтальный канал расположен в тело кокиля и имеет выход в атмосферу через боковую поверхность. 4 Работа осуществляется следующим образом. При настреле облицовки на кокиль воздух отводится от рабочих гнезд 3 по вентиляционным пазам 4, несквозным вертнкальным каналам 5 и горизонтальному каналу 6, имеющему вывод через боковую поверхность кокиля. Наличие основного горизонтального канала обеспечивает отвод воздуха, исключает засорение остатками облицовки и жидким металлом, позволяет с помощью вертикальных каналов обеспечивать равномерный отвод возд)гха при увеличении рабочих гнезд кокиля. Предлагаемый кокиль с вентиляционнь ми каналами позволяет увеличить количество гнезд в кокиле в 1,5 раза при тех же габаритах за счет использования внутренней зоны кокиля. Это приводит к увеличению производительности линии на 40% и резко снижает расход металла за счет сокращения литниковых каналов. Формула изобретения Облицованный кокиль, содержащий полуI формы с вентияящюнной системой, о т л ич а ю щ и и с я тем, что, с целью повышения надежности кокиля в работе, вентиляционная система вьшолнена в виде взаимодействующих между собой вертикальных и горизонтальных каналов, при этом вертикальные каналы выполнены глухими, а горизонтальные снабжены вьшодами для связи через боковую поверхность кокиля с атмосферой. Источники информации, пршштые во внимание при экспертизе 1.Гиршович Н. Г. Справочник по чугунному литью. Изд. 3. Л., Мащиностроение, 1978, 2.Авторское свидетельство СССР № 561616, кл. В 22 D 15/00, 1976.
Фиг. 2
