Изобретение относится к литейному производству, а именно к производству точных заготовок в облицованный кокиль на автоматических линиях.
Известен манипулятор разборки облицованных кокилей, включающий установленные на станине зажим и зажим-кантователь полукокиля, механизм прошивки надувных отверстий полукокиля с подвижной плитой толкателей, подъемник полукокиля, выполненный в виде вертикальных штанг, имеющих на нижнем конце подхваты полукокиля, привод поворота штанг вокруг своей оси, связанный посредством системы рычагов и тяг с верхними концами штанг, и опорные элементы, взаимодействующие со станиной 1.
Недостатком известного манипулятора является увеличенный износ центрирующих элементов, так как при прошивке надувных отверстий полукокиля даже при незначительном отклонении положения центрирующих штырей плиты толкателей и втулок полукокиля, требуются большие усилия для смещения полукокиля.
Цель изобретения - увеличение срока службы манипулятора и повышение надежности его работы,
Поставленная цель достигается тем, что в манипуляторе разборки облицованных кокилей, содержащем станину, установленные на ней зажим и зажим-кантователь верхнего полукокиля, механизм прошивки надувных отверстий полукокиля с толкателями, установленными на подвижной плите полукокиля дополнительно введен блок самоустановки, установленный между механизмом прошивки и плитой толкателей, выполненный в виде короба с проемом в верхней части. Блок снабжен плитой, равномерно расположенными верхними и нижними шаровыми опорами. Плита расположена
Os CJ О 00 ON
между верхними и нижними шаровыми опорами и боковыми стенками короба. Нижние шаровые опоры выполнены подпружиненными с ограничителями хода. Подхваты подъемника полукокиля снабжены шаровыми опорами.
Наличие шаровых опор уменьшает усилие для перемещения плиты толкателей относительно полукокиля.
Наличие пружин обеспечивает их сжатие при прошивке надувных отверстий полукокиля, нижние шаровые опоры утапливаются и все усилие прошивки воспринимают ограничители, При этом уменьшаются контактныеусилия действующие на промежуточную плиту.
Сопоставительный анализ заявляемого решения с прототипом позволяет сделать вывод, что заявляемый манипулятор отличается дополнительным блоком самоустановки плиты толкателей относительно прошивных отверстий полукокиля, расположенного между последней и механизмом прошивки. Таким образом, заявленное техническое решение соответствует критерию новизна.
Анализ известных технических решений в исследуемой области (автоматизация производства отливок), в т.ч. прототипа, позволяет сделать вывод об отсутствии в нем признаков, сходных с существенными отличительными признаками в заявляемом манипуляторе, и, следовательно, о соответствии заявляемого технического решения критерию существенные отличия.
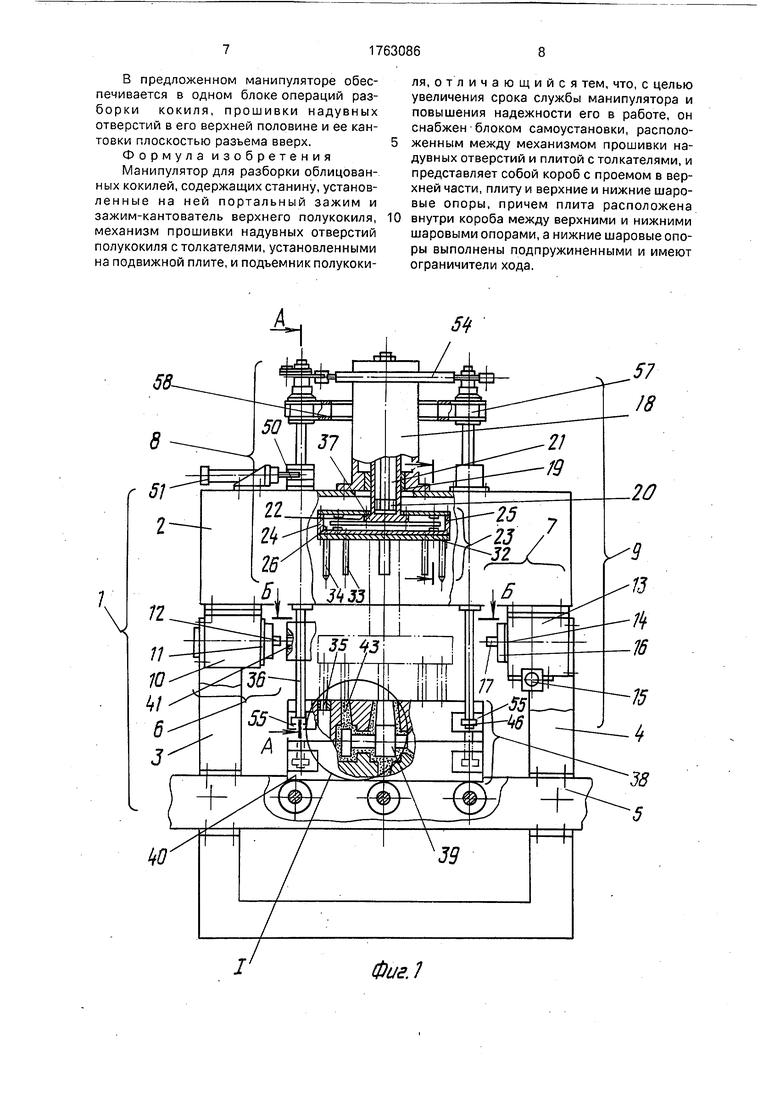
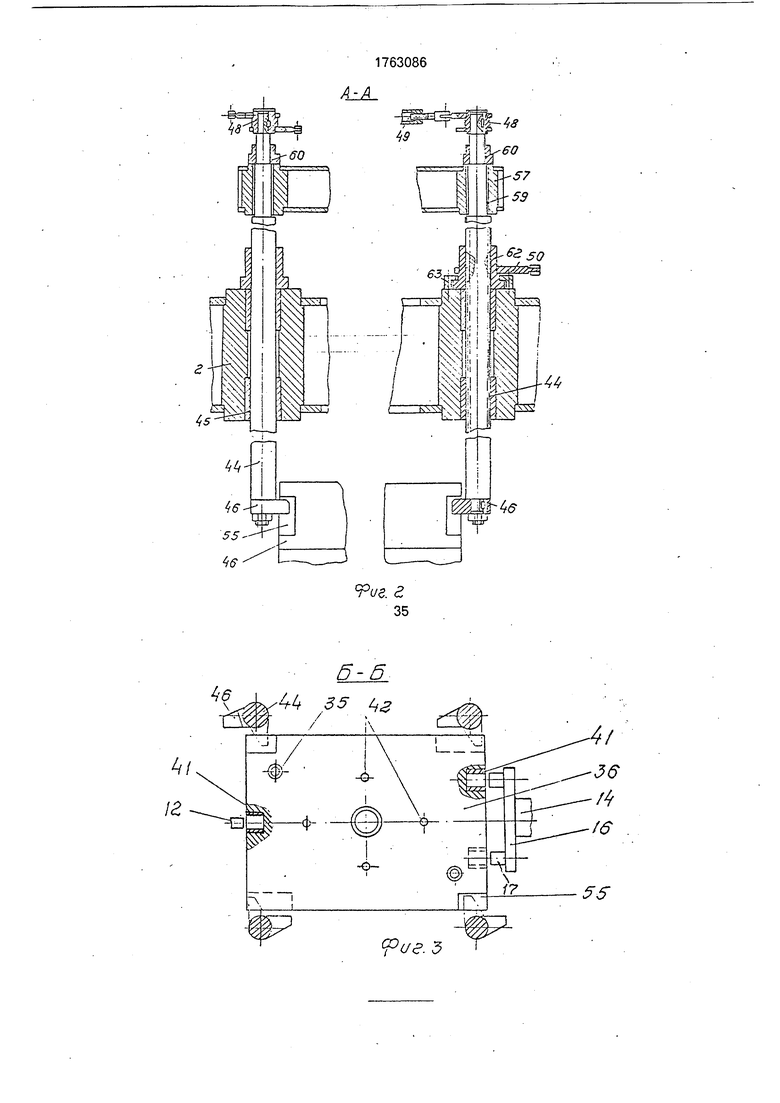
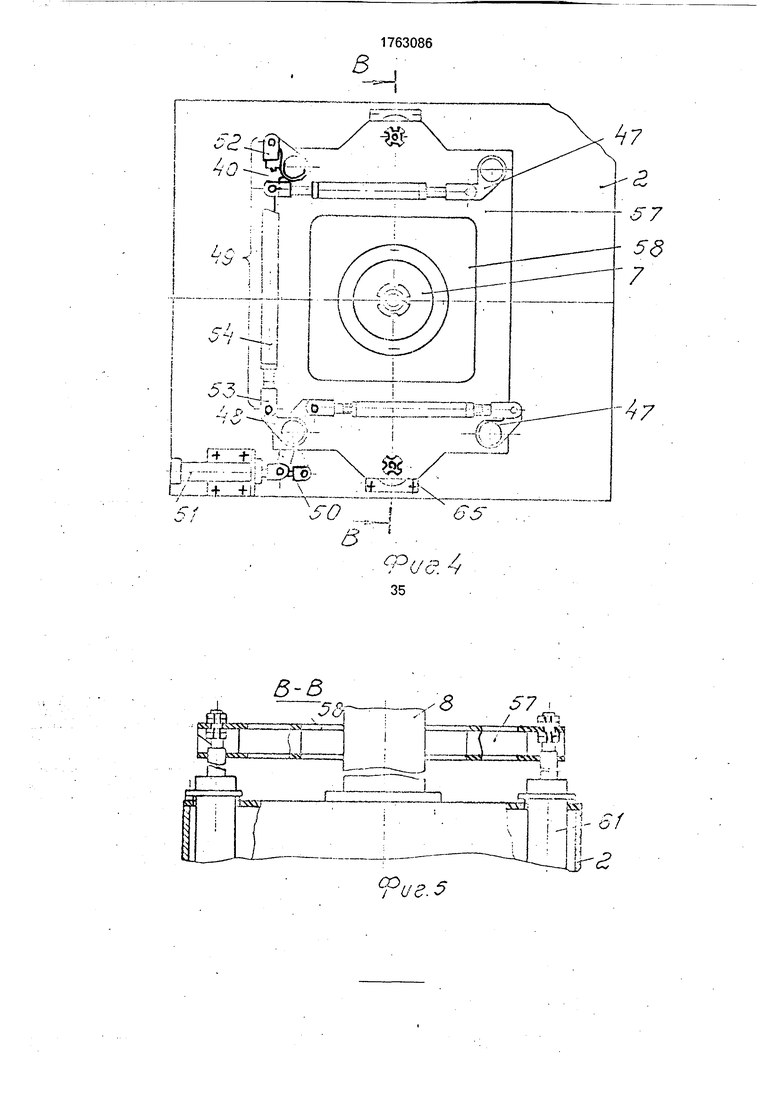
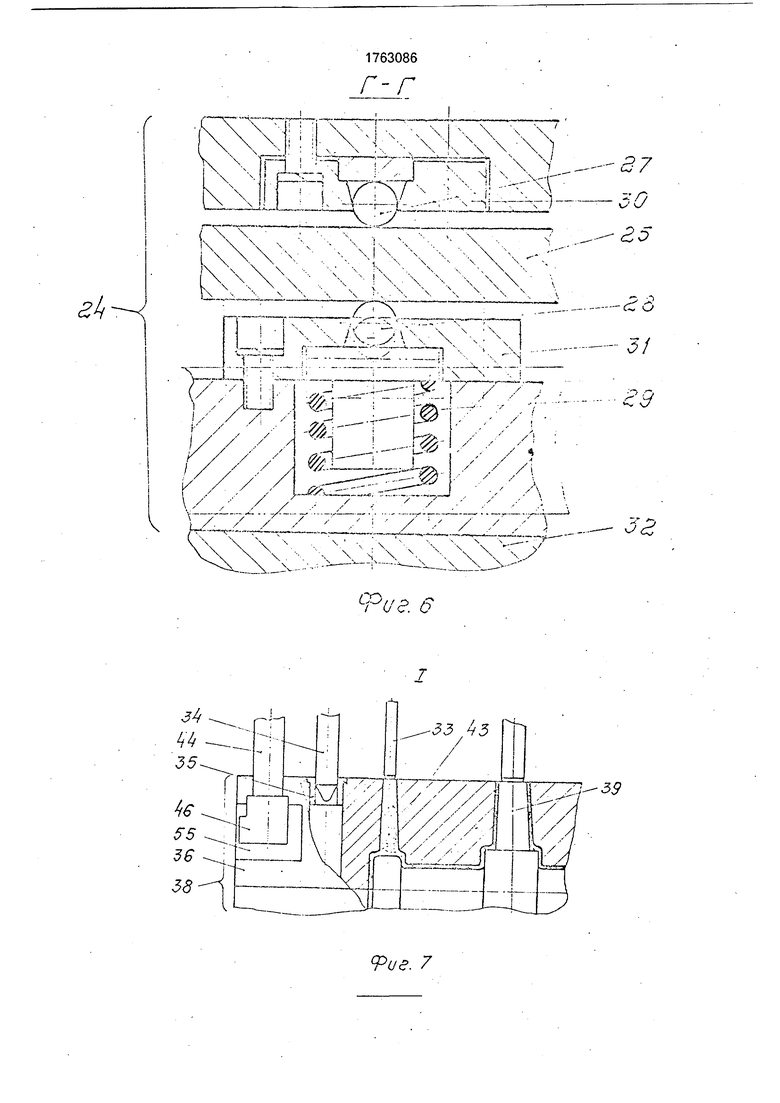
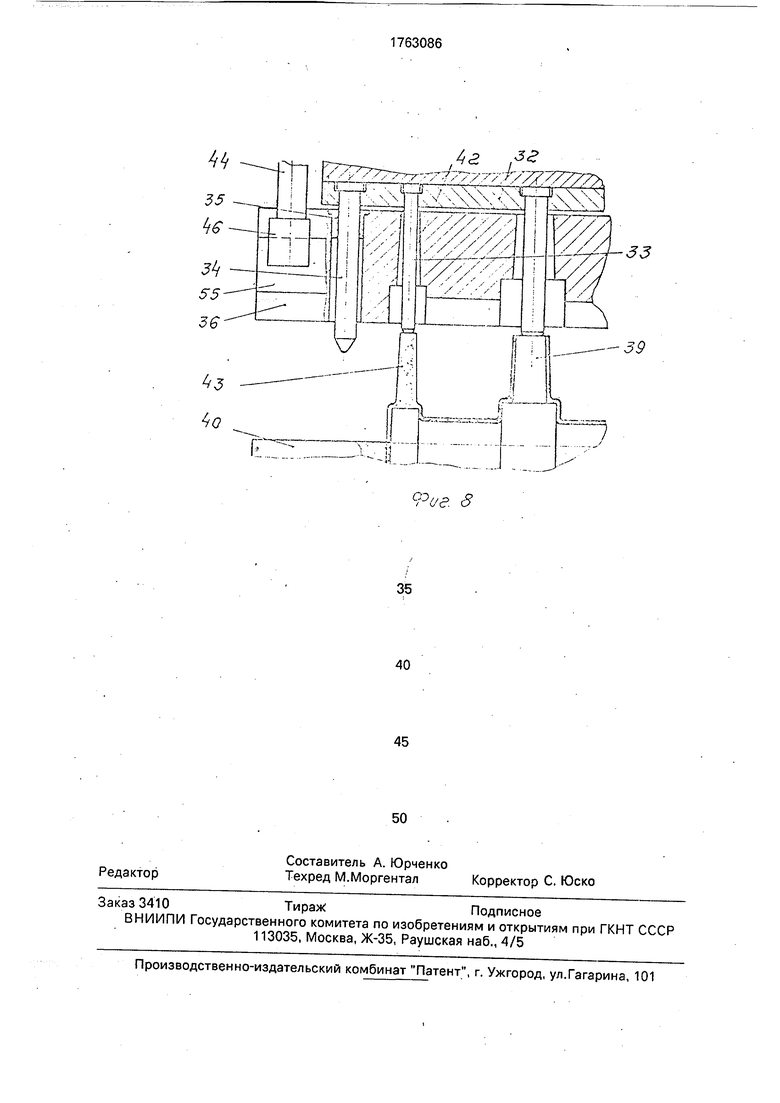
На фиг. 1 показан манипулятор, общий вид (частичный разрез); на фиг. 2 - разрез по А-А на фиг. 1; на фиг, 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - манипулятор, вид в плане; на фиг. 5 - разрез по В-В на фиг. 4; на фиг. 6 - разрез по Г-Г на фиг. 1; на фиг. 7 - узел I (взаимное положение центрирующих штырей и толкателей в начале прошивки надувных отверстий верхнего полукокиля и разборке); на фиг. 8 - то же, другое положение полукокиля.
Манипулятор состоит из станины 1, включающий портал 2, установленный на колонны 3 и 4, которые опираются на рольганг 5. К порталу 2 подвешены приводные зажим 6 и зажим-кантователь 7. На портале 2 установлены механизм 8 прошивки надувных отверстий верхнего полукокиля и подъемник 9. Зажим 6 состоит из корпуса 10, в котором расположена пиноль 11, имеющая возможность поступательного перемещения относительно корпуса 10. В пиноли 11 выполнена расточка, в которой на подшипниках установлен штырь 12. Зажим-кантователь 7 состоит из корпуса 13, в котором
расположена пиноль 14, имеющая возможность поступательного перемещения относительно корпуса 13, вращающаяся на угол 180 от реечного цилиндра 15. На переднем
конце пиноли 14 установлена траверса 16 с двумя штырями 17.
Механизм 8 прошивки состоит из установленного на портале 2 корпуса 18, во втулках 19 которого перемещается гильза 20
0 гидроцилиндра. Шток 21 гидроцилиндра закреплен в корпусе 18. К фланцу 22 гильзы 20 подвешен блок 23 самоустановки.
Блок 23 состоит из короба 24, внутри которого расположена плита 25, которая
5 прикреплена к фланцу 22 гильзы 20. Короб 25 имеет возможность перемещаться в горизонтальной плоскости относительно плиты 25 в пределах зазоров 26 между боковыми торцами плиты 25 и стенками ко0 роба 24. Между плитой 25 и нижней и верхней стенками короба 24 установлены верхние 27 и нижние 28 шаровые опоры (фиг. 6). Под нижними 28 шаровыми опорами расположены пружины 29 сжатия. Шаро5 вые опоры 27 и 28 прикреплены к стенкам короба 24 фланцами 30 и 31. К коробу 24 подвешена плита 32 с набором толкателей 33, размещенных в соответствии с расположением надувных отверстий прошиваемого
0 полукокиля. На плите 32 установлены центрирующие штыри 34, нижняя кромка которых ниже торцев толкателей 33. С помощью штырей 34, входящих в специальные гнезда 35 полукокиля 36, осуществляется центри5 рование плиты 32 с толкателями 33 относительно полукокиля 36.
В верхней стенке короба 24 выполнен проем 37 для крепления плиты 25 к фланцу 22 гильзы 20.
0 Залитый кокиль 38 с отливкой 39 и его элементы - полукокиль 36 верха и полукокиль 40 низа транспортируются в зону действия манипулятора и из нее с помощью рольганга5. ПолукокильЗб снабжен центри5 рующими втулками 41, взаимодействующими со штырями 12 зажима 6 и Штырями 17 зажима-кантователя 7 (фиг, 1 и 3) во время кантовки полукокиля 36. Полукокиль 36 снабжен надувными отверстиями 42 (фиг. 6),
0 предназначенных для настрела смеси. После настрела в надувных отверстиях образуются пробки 43 (фиг. 7), которые при разборке залитого кокиля 38 выталкиваются толкателями 33 из полукокиля 36.
5 Подъемник 9 выполнен в виде вертикальных штанг 44, смонтированных с возможностью поворота во втулках 45 портала 2. Штанги 44 размещены по периферии полукокиля 36 (фиг. 3), на нижних концах кото- рых жестко закреплены опоры 46
полукокиля, а на верхних - рычаги 47 и 48, причем рычаги 48 выполнены двуплечими. Рычаги 47 и 48 шарнирно соединены между собой тягами 49, а одна из штанг 44 снабжена дополнительным рычагом 50, шарнирно соединенным со штоком силового цилиндра 51, размещенного на портале 2. Тяги 49 для удобства настройки выполнены регулируемыми по длине и включают вилки 52 и 53 с левой и правой резьбой соответственно, и соединительную муфту 54. При повороте штанг 44 с помощью цилиндра 51 опоры 46 вводятся в гнезда (выямки) 55, расположенные по углам полукокиля 36. Штанги 44 имеют возможность вертикального перемещения, для чего над порталом 2 размещена траверса 57 с проемом 58, охватывающий механизм прошивки 8. Штанги 44 проходят через соответствующие отверстия 59 на траверсе 57 с возможностью поворота относительно последней, рычаги 47 и 48 размещаются над траверсой 57. Взаимное вертикальное положение траверсы 57 и штанг 44 фиксируется гайками 60. Вертикальное перемещение траверсы 57 вместе со штангами 44 и опорами 46 осуществляется цилиндрами 61, установленных на портале 2, штоки которых соединены с травесой 57. С целью стационарного расположения цилиндра 51 (фиг. 2) поворота вертикально перемещающихся штанг 44, рычаг 50 (фиг. 2), установленный на одной из штанг 44 закреплен на поворотной втулке 62, зафиксированной от вертикального перемещения обоймы 63 и соединенной со штангой 44 с помощью шлицов.
Исходное положение подъемника - опоры 46 штанг44 находятся между верхними и нижними кромками гнезд (выямок) 55 полукокиля 36.
Манипулятор работает следующим образом.
Залитые кокили 38 (фиг. 1) рольгангом 5 подаются в манипулятор до упора (на фиг. не показан).
Плита 32 с набором толкателей 33 опускается механизмом 8 прошивки в крайнее нижнее положение (фиг. 7). Направляющие штыри 34 входят во втулки 35 полукокиля 36. Несовпадение штырей 34 и втулок 35 компенсируется блоком 23 самоустановки.
Короб 24 перемещается в любом направлении в горизонтальной плоскости на шаровых опорах 27 относительно плиты 25 в пределах зазора 26. Таким образом короб 24 займет такое положение при котором направляющие штыри 34 свободно войдут во втулки 35 полукокиля 36 - произойдет точная ориентация толкателей 33 относительно надувных отверстий 42 полукокиля 36.
Подхваты 46 с помощью привода 51,
рычагов 47,48, 50, тяг 49 и штанг 44 поворачиваются и входят в гнезда 55 полукокиля 36, занимая положение, показанное на фиг. 3 штрихпунктирной линией. Цилиндры 61 с помощью траверсы 57 поднимают полукокиль 36 в крайнее верхнее положение, в положение, когда штырь 12 зажима 6 и штыри 17 зажим - кантователя 7 совпадают с втулками 41 полукокиля 36, Во время подъема полукокиля 36 происходит прошивка
надувных отверстий 42, т.е. удаление пробок 43, при этом отливка 39 гарантировано остается в полукокиле 40 низа, так как усилие прошивки больше суммарного усилия сжатия пружин 29, шаровые опоры 28 утапливаются и все усилие воспринимается фланцами 31. Когда полукокиль 36 займет положение показанное на фиг. 8, одновременно с его подъемом поднимается плита 32 с толкателями 33 в крайнее верхнее положение, занимая положение показанное на фиг. 1.
После подъема полукокиля 36 в крайнее верхнее положение штыри 12 и 17 зажима 6 и зажим-кантователь 7 входят в соответствующие втулки 41. Подхваты 46 выводятся из гнезд 55 полукокиля 36, чему предшествует опускание подхватов 55 в промежуточное положение с целью создания зазоров между рабочими поверхностями захватов
46 и гнезд 55, и полукокиль 36 повисает на штырях 12 и 17. С помощью цилиндра 15 траверса 13 с пинолью 14 поворачивается на 180°, кантуя полукокиль 36 разъемом вверх. После окончания кантовки подхваты
46 вновь вводятся в гнезда 55 и поднимаются в крайнее верхнее положение, полукокиль повисает на подхватах 46, штыри 12 и 17 выводятся из втулок 41, после чего подхваты 46 опускают полукокиль 36 на рольганг 5 вместо ушедшего за пределы манипулятора полукокиля 40 с отливкой 39. После опускания полукокиля 36 на рольганг 5 подхваты 46 выводятся из гнезд 55 и поднимаются в исходное положение.
Полукокиль 46 рольгангом 5 транспортируется за пределы манипулятора.
Таким образом, предложенный манипулятор позволяет обеспечить снижение изно- са и увеличение долговечности направляющих штырей и толкателей подвижной плиты, а также центрирующих втулок полукокилей. Что, в свою очередь позволяет увеличить срок службы манипулятора и повысить надежность его работы.
В предложенном манипуляторе обеспечивается в одном блоке операций разборки кокиля, прошивки надувных отверстий в его верхней половине и ее кантовки плоскостью разъема вверх. Формула изобретения Манипулятор для разборки облицованных кокилей, содержащих станину, установ- ленные на ней портальный зажим и зажим-кантователь верхнего полукокиля, механизм прошивки надувных отверстий полукокиля с толкателями, установленными на подвижной плите, и подъемник полукоки0
ля, отличающийся тем, что, с целью увеличения срока службы манипулятора и повышения надежности его в работе, он снабжен блоком самоустановки, расположенным между механизмом прошивки надувных отверстий и плитой с толкателями, и представляет собой короб с проемом в верхней части, плиту и верхние и нижние шаровые опоры, причем плита расположена внутри короба между верхними и нижними шаровыми опорами, а нижние шаровые опоры выполнены подпружиненными и имеют ограничители хода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор разборки облицованных кокилей | 1981 |
|
SU996094A1 |
| Манипулятор разборки облицованных кокилей | 1975 |
|
SU740405A1 |
| Устройство для разборки и очистки облицованных кокилей с горизонтальным разъемом | 1979 |
|
SU859022A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИВ ГМ SФ01Щ внш^^рт^е | 1973 |
|
SU420388A1 |
| Автоматическая линия центробежного литья в облицованные кокили | 1978 |
|
SU764842A1 |
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 1973 |
|
SU407641A1 |
| Установка для разборки и очистки облицованных кокилей | 1984 |
|
SU1282955A1 |
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
| МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ | 1991 |
|
RU2022700C1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
Использование: производство точных заготовок литьем в облицованные кокили на автоматических линиях. Сущность изобретения: манипулятор разборки облицованных кокилей содержит станину портального типа с установленными на ней зажимом, зажим-кантователь, механизм прошивки надувных отверстий с подвижной плитой толкателей, подъемник с подхватами полукокиля и блок самоустановки плиты толкателей относительно верхнего полукокиля, выполненный в виде короба с проемом в верхней части плиты, равномерно расположенными верхними и нижними шаровыми опорами, а нижние шаровые опоры выполнены подпружиненными с ограничителями хода. 8 ил.
W
Фиг.1
Ј
$9
SC
гщ
F7
9SOЈ9il
со со о
РО
s Т ,
CQ1
УЯ-°
- &-,- 8-«
-о
1
л
ali
VN Ч
.1. . %
1763086
г- г
Ч ( 4 . - i; ч Ч
-X-V--- -)3730
го
Ј3
- 31
у
32
LPue. б
Фиг. 7
Ц
-Tl
Ьг зг
.77-/7х h /777777.
Ьг зг
7-/7х
сРие 8
| Устройство для извлечения верхней части металлической формы | 1975 |
|
SU521997A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Манипулятор разборки облицованных кокилей | 1981 |
|
SU996094A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
