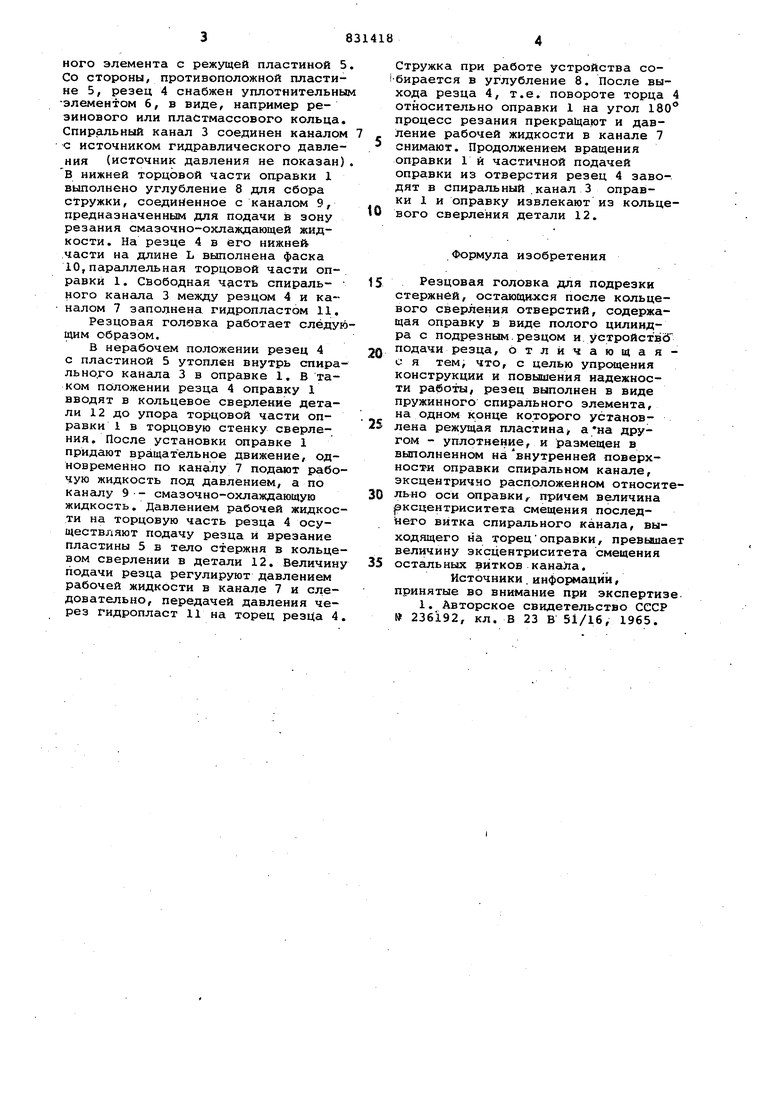
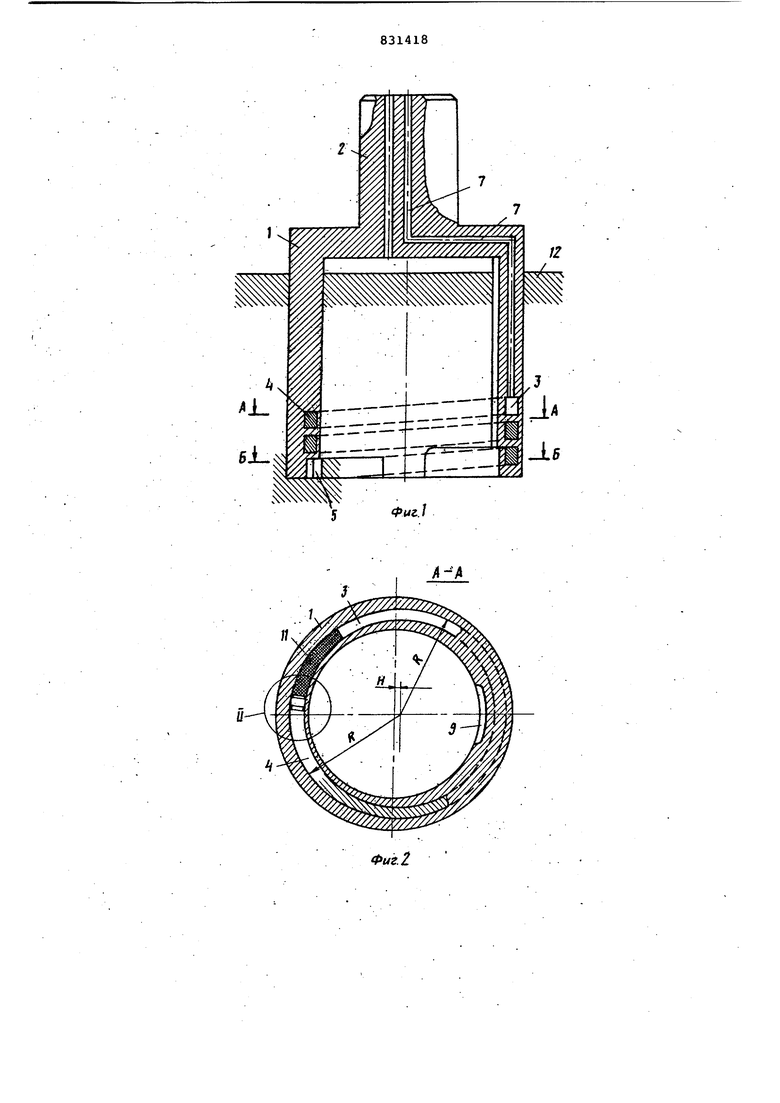
ого элемента с режущей пластиной 5. о стороны, противоположной пластие 5, резец 4 снабжен уплотнительным лементом 6, в виде, например реинового или пластмассового кольца. пиральный канал 3 соединен каналом источником гидравлического давления (источник давления не показан). в нижней торцовой части оп-равки 1 выполнено углубление 8 для сбора стружки, соединенное с каналом 9, предназначенным для подачи в зону резания смазочно-охлаждающей жидкости. На резце 4 в его нижне( части на длине L выполнена фаска 10,параллельная торцовой части оправки 1. Свободная чэсть спираль- ного канала 3 между резцом 4 и каналом 7 заполнена гидропластом 11.
Резцовая головка работает следующим образом.
В нерабочем положении резец 4 с пластиной 5 утоплен внутрь спирального канала 3 в оправке 1. В таком положении резца 4 оправку 1 вводят в кольцевое сверление детали 12 до упора торцовой части оправки 1 в торцовую стенку сверления. После установки оправке 1 придают вращательное движение, одновременно по каналу 7 подают рабочую жидкость под давлением, а по каналу 9 - смазочно-охлаждающую жидкость. Давлением рабочей жидкости на торцовую часть резца 4 осуществляют подачу резца и врезание пластины 5 в тело стержня в кольцевом сверлении в детали 12. Величину подачи резца регулируют давлением рабочей жидкости в канале 7 и следовательно, передачей давления через гидропласт 11 на торец резЦа 4.
Стружка при работе устройства собирается в углубление 8. После выхода резца 4, т.е. повороте торца 4 относительно оправки 1 на угол 180 процесс резания прекращают и давление рабочей жидкости в канале 7 снимают. Продолжением вращения оправки 1 и частичной подачей оправки из отверстия резец 4 заводят в спиральный .канал 3 оправки 1 и оправку извлекают из кольцевого сверления детали 12.
Формула изобретения
Резцовая головка для подрезки стержней, остающихся после кольцевого сверления отверстий, содержащая оправку в виде полого цилиндра с подрезным.резцом и. устройствй подачи резца, отлйчающаяс: я тем, что, с целью упрощения конструкции и повьшения надежности работы, резец выполнен в виде пружинного спирального элемента, на одном конце которого установлена режущая пластина, другом - уплотнение, и размещен в выполненном на внутренней поверхности оправки спиральном канале, эксцентрично расположенном относительно оси оправки г причем величина эксцентриситета смещения последйего витка спирального канала, выходящего на торец оправки, превьаиает величину эксцентриситета смещения 5 остальных витков .
Источники,информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 236192, кл. В 23 В 51/16, 1965.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения кольцевого сверла | 1989 |
|
SU1611595A1 |
| ГОЛОВКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ И СПОСОБ ГЛУБОКОГО СВЕРЛЕНИЯ ИЗГОТАВЛИВАЕМОГО ИЗДЕЛИЯ | 2005 |
|
RU2385203C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДНОГО БЛОКА ГИРОКАМЕРЫ ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДНОГО БЛОКА ГИРОКАМЕРЫ ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 2001 |
|
RU2202103C1 |
| Комбинированный инструмент для одновременной расточки и раскатки отверстий | 1977 |
|
SU673437A1 |
| Способ сверления глубоких отверстий и сверлильная головка для глубокого сверления | 1975 |
|
SU695073A1 |
| Устройство для эжекторного сверления глубоких отверстий | 1989 |
|
SU1673307A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ МНОГОФУНКЦИОНАЛЬНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И ДЕРЖАВКА ДЛЯ НЕГО | 2004 |
|
RU2364477C2 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ИНСТРУМЕНТА МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1973 |
|
SU382065A1 |
| Резец с внутренним охлаждением | 1986 |
|
SU1333536A1 |
П
Б-В
iBudB weepHj/ma
