(54) КОПИРОВАЛЬНОЕ ПРИСПОСОБЛЕНИЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальное приспособление | 1978 |
|
SU751522A1 |
| Копировальное приспособление к металлорежущему станку | 1982 |
|
SU1036474A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| Комбинированный электроэрозионный станок | 1978 |
|
SU667368A1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| Токарно-копировальный станок | 1974 |
|
SU640644A3 |
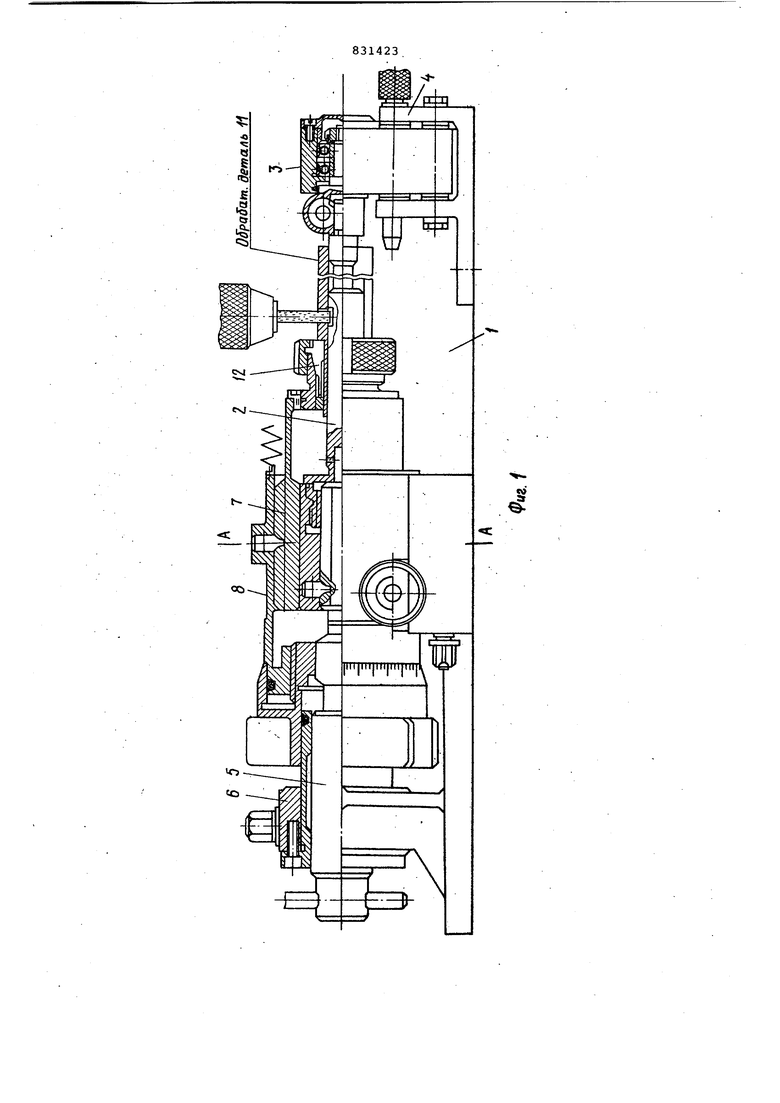

Изобретение относится к общему ма шиностроению, в частности к устройст вам для фрезеровки и шлифовки криволинейных канавок на деталях вращения Известны приспособления подобного назначения, включающие полый вал, находящийся в зацеплении с жестко закрепленным копиром, размещенным внутри полого вала, резьбовую втулку и гильзу 1. Недостатком устройства является сложность конструкции и недостаточно высокоекачество и чистота обрабатываемой поверхности, так как не предусмотрена возможность регулировки подачи, обеспечивающей необходимую глубину резания. Це;1ь изобретения - расширение технологических возможностей и упрощение конструкции. Поставленная цель достигается тем что в устройстве гильза установлена с возможностью продольного перемещеНИН и связана посредством резьбового соединения с наружной поверхностью резьбовой втулки, соединенной посред ством шпоночного соединения с полым валом. На фиг. 1 представлен общий вид приспособления, разрез; на фиг. 2 разрез А-А на фиг. 1. Предлагаемое копировальное- приспособление для обработки криволинейных канавок 1 может быть установлено на фрезерном или координатно-ишифовальном станке. Оно содержит полый вал 2, размещенный в подшипниковой рпоре 3 подвижной каретки 4 и входящий в зацепление с копиром 5, установленным внутри в.ала 2 и жестко закреплённым на станине б, резьбовая втулка 7 и гильза 8. в продольной направляющей 9, выполненной в станине, и имеет резьбовое соединение с наружной поверхностью резьбовой втулки 7; соединённой с полым валом посредством шпоночного соединения 10, а с деталью 11 - посредством цангового зажима 12. Приспособление работает следующим образом. Подводят инструмент к обрабатываемой детали, включают привод подвижной каретки, которая сообщает валу 2 поступательное перемещение. Поскольку полый вал 2 находится в зацеплении с копиром 5, то он получает от
копира допо.лнитёльное вращательное движение.
Поскольку полый вал 2 по наружной поверхности имеет шпоночное соединен ие 10 с резьбовой втулкой 7, то она начинает вращаться вместе с валом с одинаковой угловой скоростью, одновременно перемещаясь поступательно внутри неподвижной резьбовой гильзы 8 со скоростью, которая определяется шагом резьбы гильзы и втулки, отличной Of скорости поступательного перемещения полого вала 2, которая определяется шагом резьбы копира 5 вала 2. Поступательное я вращательное движения от резьбовой втулки 7 пере,даются на обрабатываемую деталь 11, жестко соединенную с резьбовой втулкой 7 посредством цангового зажима 12
При этом режущий инструмент выполняет в обрабатываемой заготовке (детали) 11 криволинейную канавку (паз) с шагом, равным шагу резьбовой втулки.
Для регулировки подачи (глубины ,резания) режущего инструмента, резьбовую гильзу 8 перемещсШ)т в направляющей станины 6 на необходимую величину вправо или влево. Вместе с гильзой в ту же сторону на ту же величину перемещается резьбовая втулка с деталью вдоль шпоночного соединения с полым валом.
При этом перемещение детали относительно режущего инструмента обеспечивает необходимую глубину резания.
Таким образом, приспособление позволяет выполнять криволинейные канавки с любым шагом и любой конфигурации.
Формула изобретения
Копировальное приспособление для обработки криволинейных канавок, вклчающее полый вал, находящийся в зацеплении с жестко закрепленным копиром, размещенным внутри полого вала, втулку и гильзу, отличающеес я тем, что, с целью расширения технологических возможностей и . упрощения конструкции, гильза установлена с возможнЪстью продольного перемещения и связана посредством резьбового соединения с наружной поверхностью втулки, соединенной посредством шпоночного соединения с полым валом.
Источники информации, принятые во внимание при экспертизе,
