(54) КАНТОВАТЕЛЬ ПРЯМОУГОЛЬНЫХ СТЕРЖНЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кантования строительных изделий | 1976 |
|
SU772868A1 |
| КАНТОВАТЕЛЬ ПРЯМОУГОЛЬНОГО ПРОКАТА | 2012 |
|
RU2489222C1 |
| Устройство для вытяжки и кантовки крупногабаритных форм | 1985 |
|
SU1271633A1 |
| Участок поточной линии для сварки панелей с ребрами жесткости | 1985 |
|
SU1344559A1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ КАНТОВАНИЯ МАССИВА ПРИ ПРОИЗВОДСТВЕ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2077980C1 |
| Кантователь прямоугольного проката | 1980 |
|
SU933152A1 |
| Кантователь изделий | 1975 |
|
SU633779A1 |
| Кантователь сортового проката | 1987 |
|
SU1444009A1 |
| Кантователь протяжной | 1978 |
|
SU825282A1 |
1
Изобретение относится к автомати зации технологических процессов и может быть использовано, например, для транспортирования, кантования и фиксации прямоугольных стержней для их последующей обработки.
Известно устройство для загрузки с одновременным ориентированным кантованием изделий, включающее желоб с отражателем и. упором fl.
Однако это устройство не пригодно для -надежного кантования прямоугольных стержней.
Наиболее близким по технической сущности к предлагаемому является кантователь стержней, включающий станину с опорной плитой, подвижный упор и механизм перемещения стержней 2 .
Недостатком известного кантователя является невозможность кантовани прямоугольных стержней, отсутствие механизации загрузки и разгрузки стержня на кантователь, отсутствие фиксации стержня, потребность в повшенном трении между ребром кантуемого изделия и поверхностью наклонного упора, так как в противном случае возможно проскальзывание стержня
по упору, а следовательно, ненадежное его кантование.
Цель изобретения - обеспечение надежного кантования.
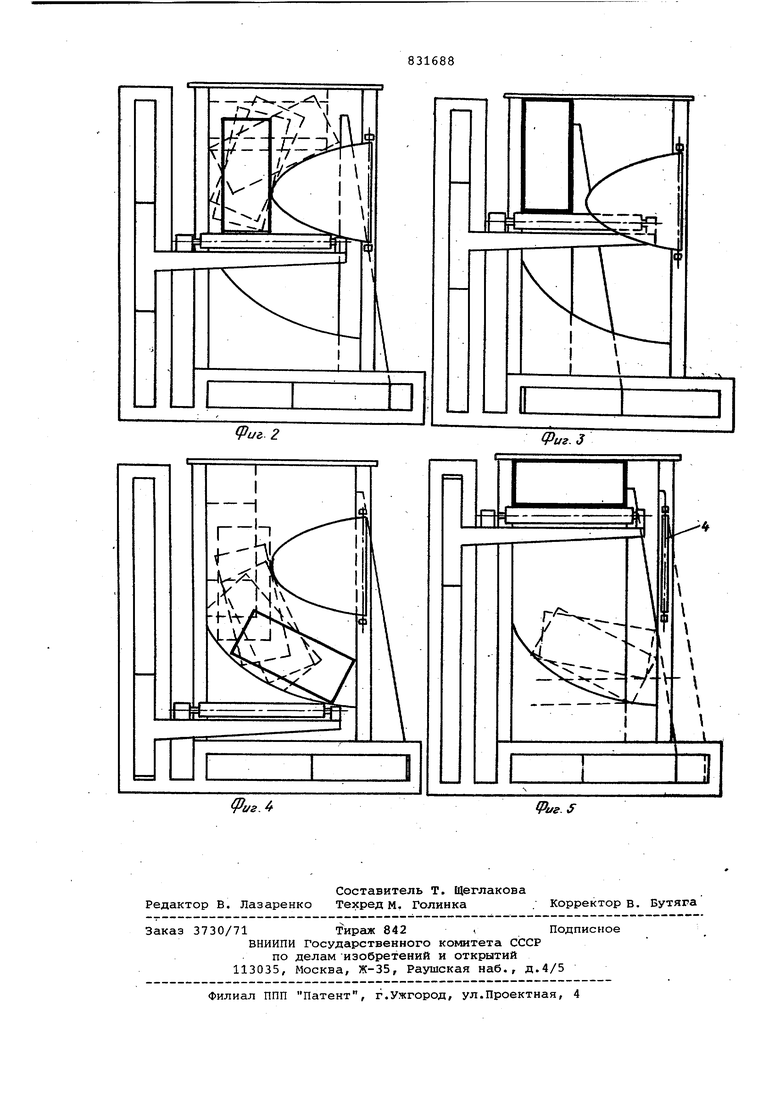
Указанная цель достигается тем, что кантователь снабжен размещенными на основании прижимом и непод- вижным упором, причем подвижный упор закреплен с возможностью вращения, а механизм перемещения стержней выполнен в виде приводного рольганга, который утсановлен с возможностью возвратно-поступательного движения. На фиг.1 представлен кантователь прямоугольных стержней во время обработки одной из больших граней стержня-, на фиг. 2 - промежуточный момент кантования стержня с большей грани на меньшую до его фиксации; на фиг.З - фиксация стержня для обработки его малой грани; на фиг.4 момент кантования с меньшей грани стержня на большую; на фиг.5 - момент фиксации стержня для обработки его второй большой грани.
Кантователь прямоугольных стержней (фиг.1) включает станину 1, в направляющих которой перемещаются I приводной рольганг 2 и приводной Iприжим 3. Приводы на фигурах не
показаны. На стойках станины зак реплены профилированные кантующие упоры. Один из которых, упор 4, имеет возможность поворачиваться на 90 и фиксироваться в крайних положениях, а другой упор 5 установлен неподвижно. На рольганге располагается изделие 6, прижатое к опорной стойке 7 станины 1 и верхней опорной плите 8. В направлении, перпендикулярном плоскости чертежа, изделие с помощью рольганга досы/1ается до упора 9 плиты 8. Трансмиссия рольганга 2 располагается по кожухом 10. Упоры 4 и 5, а также стойки станины устанавливаются в количестве не меньше двух в зависимости от длины и его жесткости.
Кантователь прямоугольных стержней работает следующим образом.
Рольганг 2 устанавливается на высоту, равную высоте всех транспортных средств линии, включаются рольганги линии и кантователя, и стержень 6 поступает на- кантователь до упора 9, при этом имеется зазор между плитой 8 и стержнем 6. Затем рольганг 2 с помощью привода поднимает стержень 6 до плиты 8, при этом электродвигатель предохраняется от перегрузки с помощью реле, рольганг фиксируется в этом положении электромагнитным тормозом. Далее прижим 3 поджимает стержень 6 к опорной стойке 7 станины 1 (фиг.1).
Для кантования стержня упор 4 устанавливается в положении, показанном на фиг.1 и 2. Рольганг 2 опускается вниз, стержень под действием собственного веса, встречая на пути
упор 4, поворачивается на 90, как показано на фиг.2. Далее рольганг вновь досылает стержень до упора 9, одновременно поднимая его до плиты 8 и останавливаясь в этом положении Прижим 3 доводит стержень до стойки 7 (фиг.3).
Кантование с меньшей стороны на большую производится за счет большего хода рольганга вниз (фиг.4) с помощью кантующих упоров 5 и 4. Далее рольганг 2 поднимается, стержень занимает горизонтальное положение. При этом упор 4 убран.
Фиксация стержня производится как указывалось ранее.
Формула изобретения
Кантователь прямоугольных стержней, включающий станину с опорной плитой, подвижный упор и механизм перемещения стержней, отличающийся тем, что, с целью обеспечения н адежного кантования, он снабжен размещенными на основании прижимом и неподвижным упором, причем подвижный упор закреплен с возможностью вращения, а механизм перемещения стержней выполнен в виде приводного рольганга, который установлен с возможностью возвратнпоступательного движения.
Источники информации, принятые во внимание при экспертиз
(риг 1,
