Изобретение относится к сварке, а именно к конструкции участка поточной линии для сварки панелей с ребрами жесткости.
Целью изобретения является расширение технологических возможностей путем обеспечения кантования изделий различных форм и размеров.
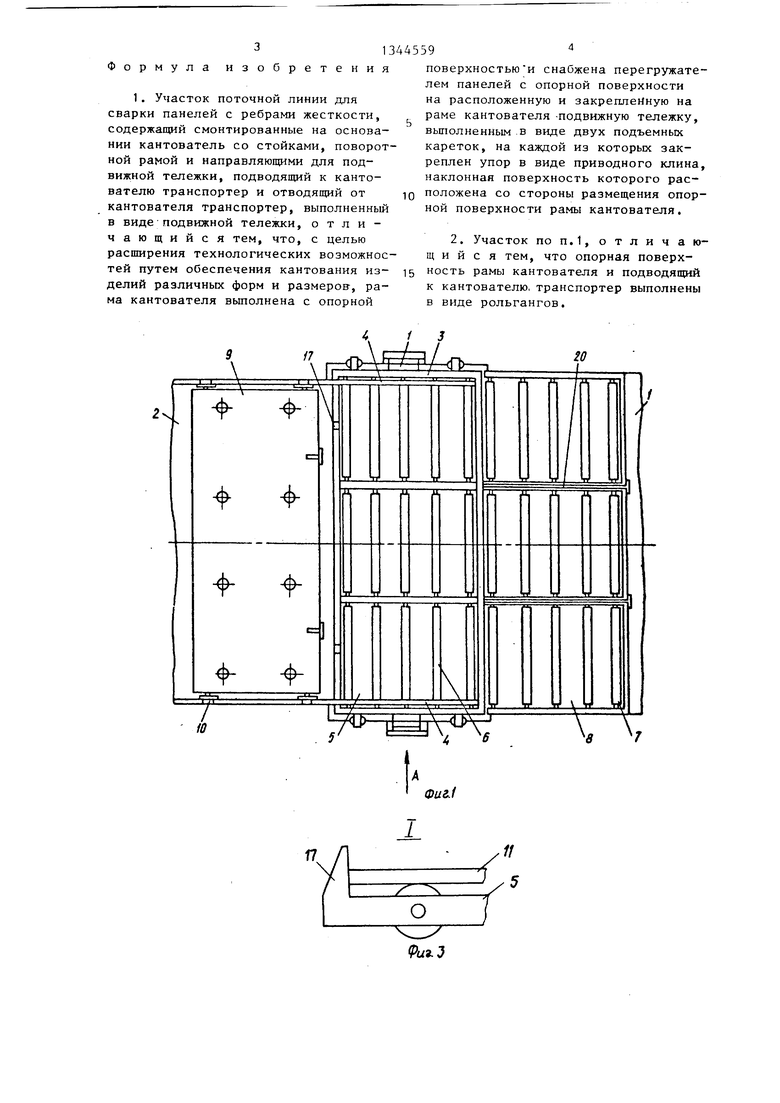
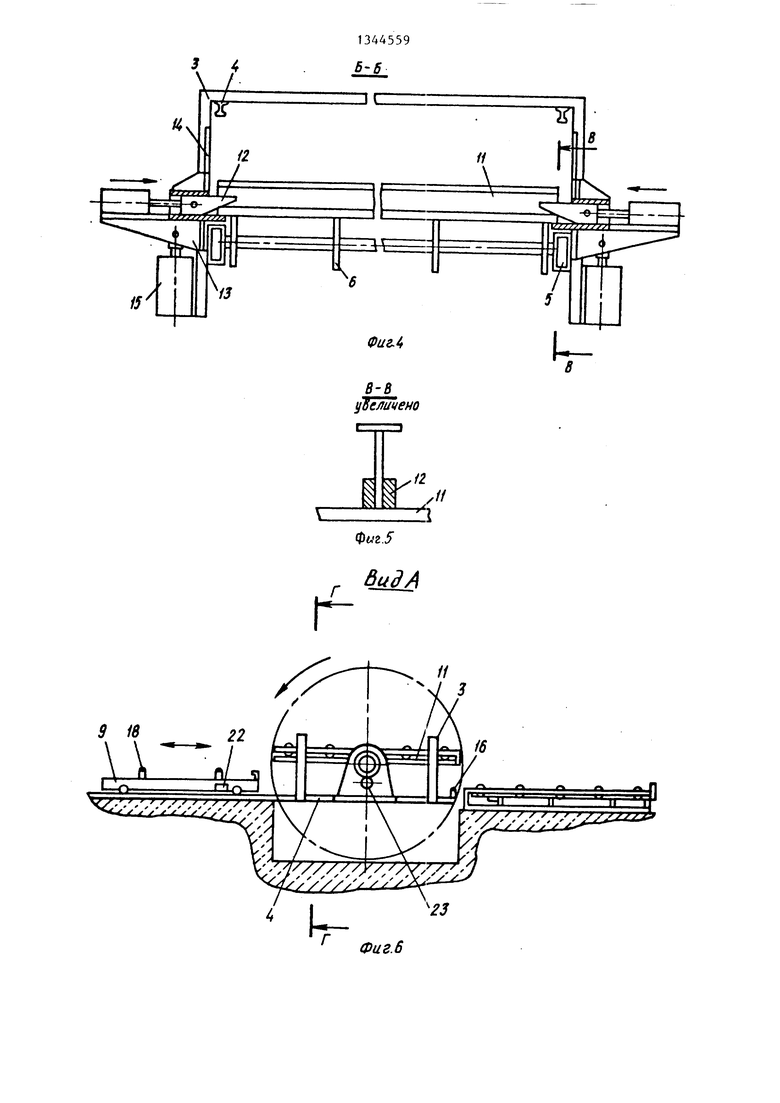
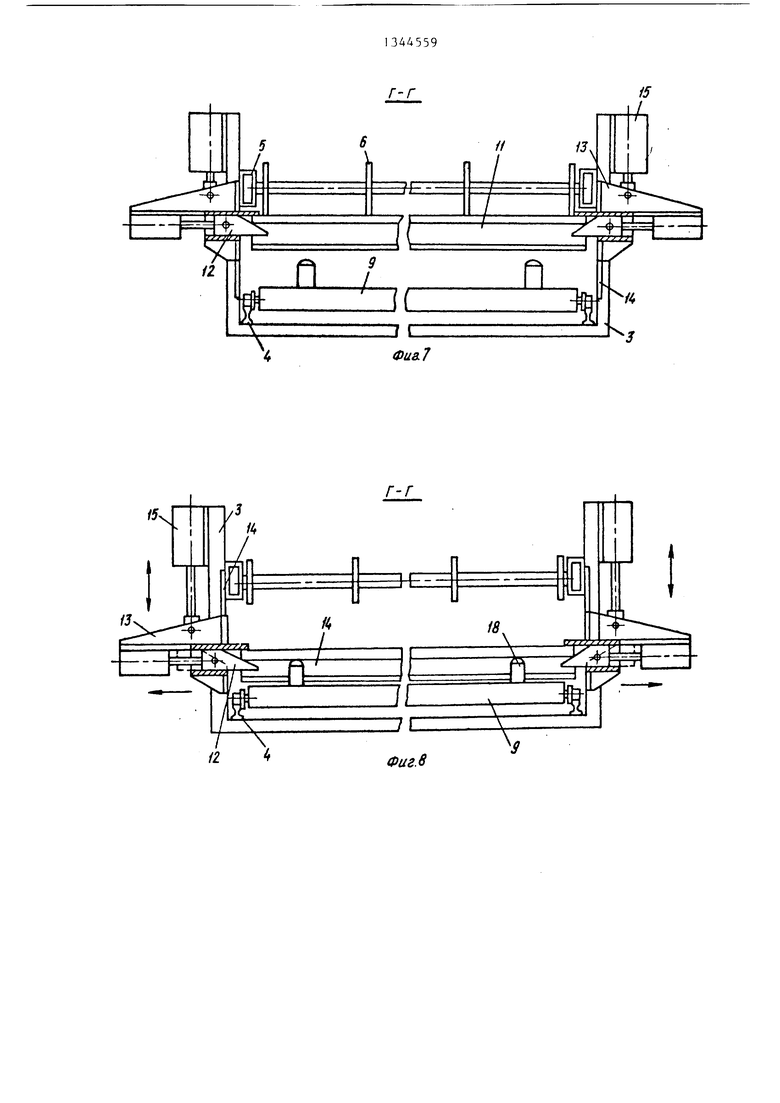
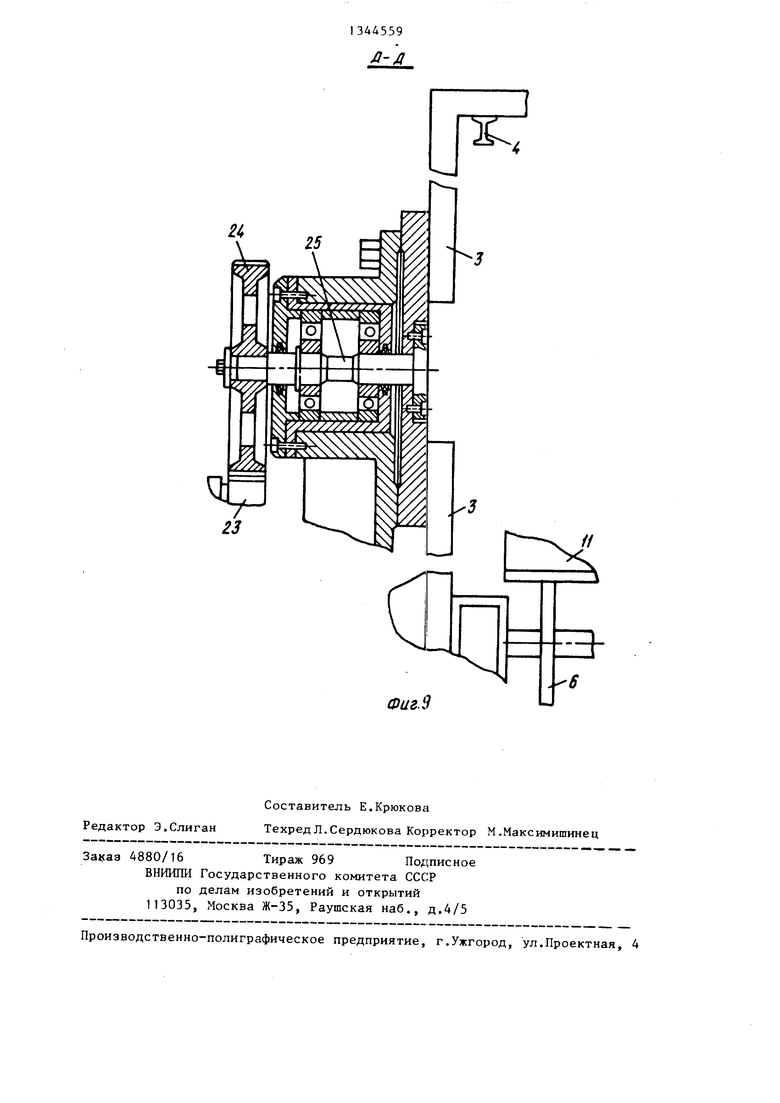
На фиг.1 схематически изображен, участок поточной линии, вид сверху; на фиг.2 - вид А на фиг.1, исходное положение; на фиг.3 - узел I на фиг. на фиг.4 - сечение Б-Б на фиг.2; на фиг.5 - сечение В-В на фиг,4; на фиг,6 - вид Л на (})иг.1, конечное положение; на фиг.7 - сечение Г-Г на фиг.6; на фиг.8 - то же; на фиг.9 - сечение Д-Д на фиг,2.
Кантователь 1 встроен в поточную линию 2 и содержит смонтированную на стойках поворотную раму 3, на одной части которой закреплены параллельно продольной оси поточной линии 2 направляющие 4, а на противоположной стороне поворотной рамы 3 выполнена опорная поверхность в виде рольганга 5, поверхность роликов 6 которого лежит в одной плоскости с поверхностью роликов 7 подводящего транспортера, выполненного также в виде рольганга 8
Кантователь 1 оснащен отводя1цим транспортером в виде подвижной тележки 9 с колесами И) для транспортиро вания панелей 1 1 в направляющих 4 канто вателя 1 и вдоль поточноГ линии 2, Рама кантователя снабжена перегружателем панелей с опорной поверхности на подвижную тележку, содержа1цим упоры 12 в виде приводных к:п1ньен для фикса1дии панелей 11 и кареток 13, ia которых смонтированы вышеуказанные упоры 12, Каретки 13 установлены в направляющих 14 рамы 3 и снабжены приводом 15 подъема. Ограничители 16 на направляющих 4 и ограничители 17 на рольганге 5 кантователя обеспечивают фиксацию тележки 9 и nanejni 11 на раме 3, Тележка 9 снабжена опорами 18 и ограничителями 19 для фикса- ции панели 11 в момент перемещения тележки 9, Рольганг 8 поточной линии снабжен толкателем 20 с приводом 21 для подачи панели 11 на рольганг 5 поворотной рамы 3,
Движение тележки 9 по направляющим 4 по линии 2 осуществляется посредством электропривода 22, установленного на ,-1ижке 9. Электропитание
привода 22 осуществляется от троллей, расположенных меж,чу стойками ;п1нии 2 и стойками кантователя 1.
, поворота paNfi.i 3 из фиксированного горизонтального положения установлены у каждой стойки приводы 23, Повэрот осуществляется посредством -зубчатой передачи 24 через вал 25 на угол 180°.
Работа участка поточной линии и кантователя осуществляется следующим образом.
Кантуемая панель 11 с подающего рольганга 8 поточной линии 2 закатывается с помощью толкателя 20 с приводом 21 по роликам 7 и 6 на рольганг 5 П1эворотной рамы 3 до взаимодействия панели 11 с ограничителяг-ni 17,
Упоры 12 предваритель 1о убралы, а рольганг 5 зафиксирован в горизонта- льн(тм положении защелками (не показат ны) .
После закатывания панели 11 упоры 12 срабзт1)1вают и фиксируют ее, а за- щелк а освобождает рольганг 5,
Включается привод 23 кантователя и рама 3 с зафиксированной в ней панелью 11 поворачивается на 180, Панель 1 1 теперь находится вверху. Направляющие 4 фиксируются защелками в горизонтальном положении. Тележка 9 посредством привода 22 закатывается на направляющие 4-до взаимодействия с о)фаничителями 16. Перевернутую 1 1 опускают с помощью кареток 13, перемещающихся в направляющих 14 рамы 3 посредством привода 15,
Панель 11 перекладывается на опоры 18 тележки 9, после чего упоры 12 убиг)аются. Каретки 13 приводом 15 перемещаются вверх в исходное положение в направляюпц х 14 рамы 3. Включается привод 22 и тележка 9 с панЕ лью 1 1 выкатывается по направляющим 4 рамы 3 для подачи ее на следую- щие рабочие места технологической ли1п;и. Защелки освобождают направляющие 4, включается привод 23 кантователя 1 и рама 3 возвращается в исходное положение.
Таким образом обеспечивается безударное кантование панелей на 180,
Участок поточной линии для сварки панелей с ребрами жесткости обеспечивает расширение технологических возможностей путем обеспечения кантования изделий различных форм и размеров.
Формула изобретения
1. Участок поточной линии для сварки панелей с ребрами жесткости, содержащий смонтированные на основании кантователь со стойками, поворотной рамой и направляющими для подвижной тележки, подводящий к кантователю транспортер и отводящий от кантователя транспортер, выполненный в виде подвижной тележки, отличающийся тем, что, с целью расщирения технологических возможностей путем обеспечения кантования изделий различных форм и размеров, рама кантователя вьшолнена с опорной
поверхностью И снабжена перегружателем панелей с опорной поверхности на расположенную и закрепленную на раме кантователя -подвижную тележку, вьшолненным в виде двух подъемных кареток, на каждой из которых закреплен упор в виде приводного клина, наклонная поверхность которого расположена со стороны размещения опорной поверхности рамы кантователя.
2. Участок ПОП.1, отличающийся тем, что опорная поверхность рамы кантователя и подводящий к кантователю, транспортер выполнены в виде рольгангов.
8
Фиг.(
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Автоматизированная поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU656786A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| КАНТОВАТЕЛЬ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2107651C1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| СВАРОЧНЫЙ СТАН | 2007 |
|
RU2358848C1 |
| Кантователь | 1986 |
|
SU1360944A1 |
| Кантователь | 1985 |
|
SU1430217A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
Изобретение относится к области сварки, а именно к конструкции участка поточной линии для двухсторонней сварки панелей с ребрами жесткости. Целью изобретения является расширение технологических возможностей. Участок поточной линии содержит смонтированные на основании подводящий и отводящий транспортеры, между которыми расположен кантователь 1 с поворотной рамой 3 и направляющими 4 для тележки 9 отводящего транспортера. Рама кантователя снабжена перегружателем панелей с опорной поверхности рамы кантователя на тележку 9 отводящего транспортера.Перегружатель состоит из подъемных захватов панели, которые обеспечивают передачу панелей. Благодаря этому обеспечивается безударная подача и кантование изделий раз-.. личных форм и размеров на 180 . 1 з.п. ф-лы, 9 ил. i (Л со 4: 4 СП СП СО Д б ifs.г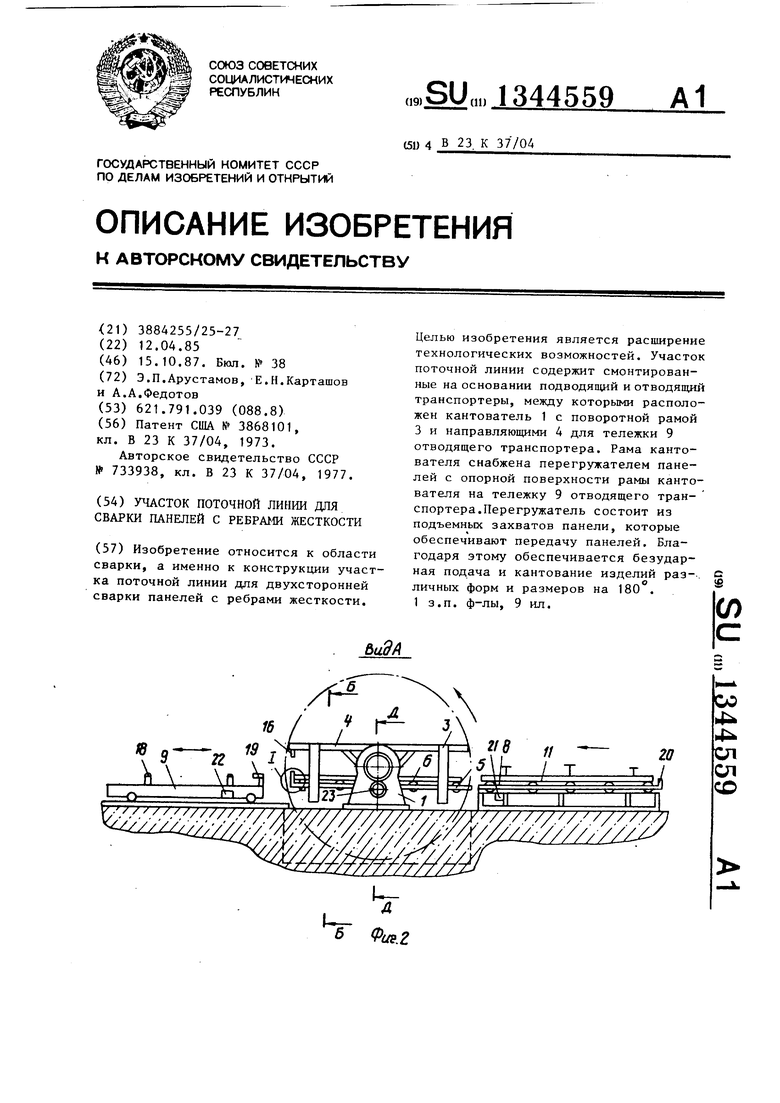
w
б-б
15
ф«г.5
Г
в-в
}Всличено
И.
9 1в
/, ////
У
г-г
Фиа.7
/5
Г-Г
Фиг.в
1344559
д- д
2
11
Фиг.д
Редактор Э.Слиган
Составитель Е.Крюкова
Техред Л, Сердюкова Ко1)ректор М .Максимишинец
Заказ 4880/16 Тираж 969 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Патент США К 3868101, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кантователь | 1977 |
|
SU733938A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
