Изобретение относится к обработке металлов давлением, а именно к устройс вам для изготовления трубных изделий с местным кольцевым утолщением.
Известен штамп для изготовления трубных изделий с местным кольцевым утолщением, содержащий пуансон с буртом и конусным подпорным участком, установленное на пуансоне подпорное кольцо, а также матрицу с установленным в ней опорным стаканом.
Недостатками его являются низкое качество и повышенный расход металла при изготовлений изделия.
Цель изобретения - повьшение качества и уменьшение расхода металла при изготовлении изделия„
Это достигается тем, что штамп снабжен подпорным сердечником, установленным в опорном стакане и подпружиненным относительно него, при этом подпорный сердечник выполнен с коническим участком, имеющим конусность обратную конусности подпорного участка пуансона.
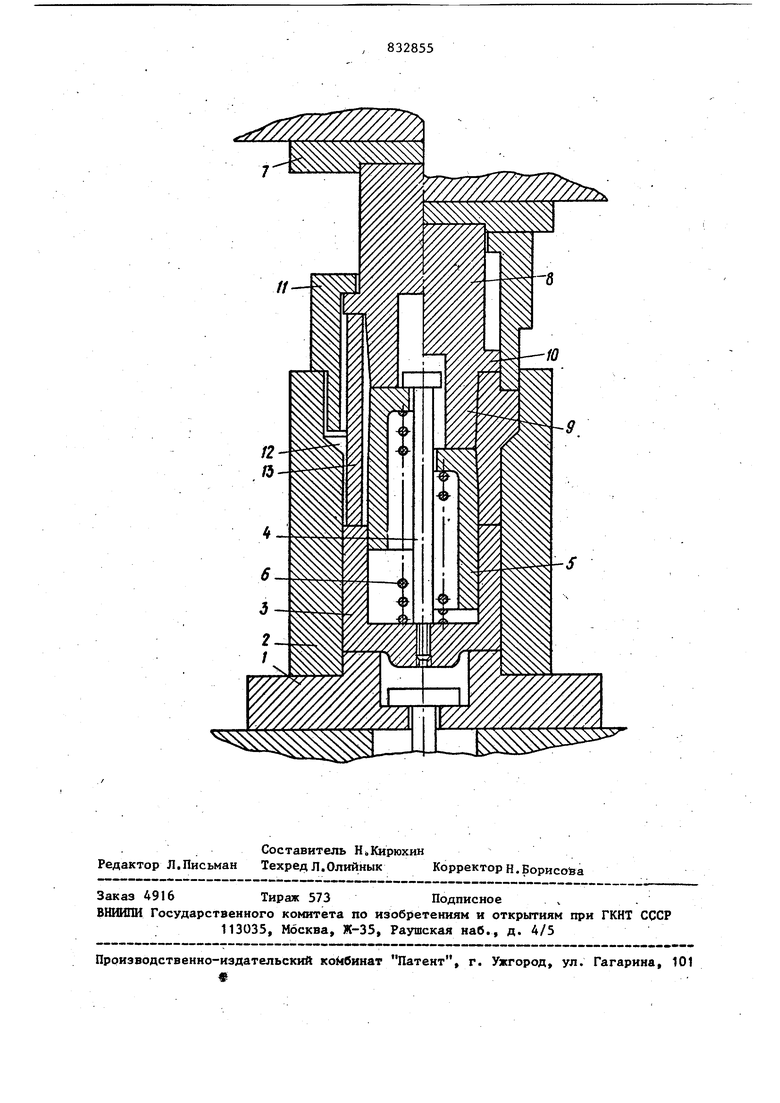
На чертеже изображён штамп для изготовления трубных изделий с местным кольцевым утолщением, разрез.
Штамп состоит из основания 1, на котором установлена матрица 2, с размещенным в ее полости опорным стаканом Зв В опорном стакане 3 с помощью болта 4 смонтирован подпорный сердечник 3 вместе с пружиной 6 сжатия, помещенной в полости, образованной опорным стаканом 3 и подпорным сердечником 5. На верхней плите 7 смонтирован пуансон 8,.имеющий конус нь1й подпорный участок 9 и кольцевой бурт 10. На пуансоне 8 свободно установлено подпорное кольцо 11„ В сом кнутом положении между нижним торцом подпорного кольца II и матрицей 2 образуется полость 12. Штамп работает следуницим образом, В исходном положении ползун пресса поднят вместе с верхней плитой 7, пуансоном 8 и подпорным кольцом 11. Подпорный сердечник 5 пружиной 6 при поднят в верхнее положение, ограниченное головкой болта 4. Заготовка 13 устанавливается в полость матрицы 2 с При ходе ползуна пресса вниз подпорное кольцо 11 входит во фланцевую часть рабочей полости матрицы 2, сво бодно охватывая наружную поверхность деформируемого участка трубной заготовки 13, торец Лонуйного подпорного участка 9 пуансона 8 нажимает на торец центрального подпорного сердечника 5, а кольцевой бурт10 пуансона 8 контактирует с торцом трубной заготовки 13. При дальнейшем ходе ползуна пресса подпорное кольцо 11 остается не83подвижным, а пуансон 8, утапливая центральный подпорный сердечник 5 в опорный стакан 3, своим кольцевь1м буртом 10 производит осадку трубной заготовки 13о При этом происходит сначала заполнение зазоров, а затем полости 12..После заполнения полости 12, в результате дальнейшей Осадки под действием давления со стороны металла на нижний торец подпорного кольца 11, последнее поднимается, постепенно освобождая рабочую полость матрицы. Подъем подпорного кольца 11 происходит до упора в верхнюю плиту 7 штампа. В этот момент оформление кольцевого утолщения в основном законченоПосле ЭТОГО одновременным ходом вниз пуансона 8 и подпорного кольца 11 осуществляется доштамповка детали с заполнением всех углов рабочей полости матрицы 2„ После завершения процесса деформирования ползун пресса поднимает верхнюю плиту штампа 7, пуансон 8 и подпорное кольцо 11 в исходное положение, а отштампованное изделие выталкивателем удаляется из рабочей полости матрицы 2„
тШШШ77.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Штамп для изготовления деталей типа фланцев | 1972 |
|
SU445504A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Штамп для изготовления изделий типа стаканов | 1978 |
|
SU778892A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ С МЕСТНЫМ КОЛЬЦЕВЫМ УТОЛЩЕНИЕМ, содержащий пуансон с буртом и конусным подпорным участком, установл-внное на пуансоне подпорноекольцо, а также-матрицу с установленным в ней опорным стаканом, о т л и— чающийся тем, что, с целью повышения качества изделий и уменьшения расхода материала при изготовлении изделия, он снабжен подпорным сердечником, установленным в опорном стакане и подпружиненным относительно него, при этом подпорный сердечник выполнен с коническим участком, имеющим конусность, обратную конусности подпорного участка пуансона, а расстояние между нижним торцом подпорного кольца и нижней плоскостью бурта пуансона не менее расстояния между нижней плоскостью верхней плиты штампа и верхним торцом подпорного кольца.(Л
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФЛАНЦАМИ | 0 |
|
SU261153A1 |
