В известных штампах для изготовления из полосового -матсрпала разллчпых пзделпй с одпиаковымп зубпамп, расположеннымп по npnMoii линпп, папример, ножовок, нпл п т. п. пуансон и матрица выполнены в виде призматических ребенок. 11роф11лпрО1 анных li соотнетстппп с про(Ьи.К .м лзготаи.пшае.мых nyonoi. Ио;,о( таких niTaMiiois является сложность нзготовлеппя пуансонов и матрпц и необходпмость точпои установки пуансопа в его направляюнщх относнтельно латрнцы.
В предлагаемом штампе этп недостатки устранены в результате того, что Б нем пуансон и матрица штампа выполнены. соот1 етстБепно, в виде винта и гайки, сонряженных по резьбе я снабженных нродольнои прорезью, нредназначенной для закладывання заготовки. Эта прорезь образует режущпе кромтсн. Глубнна прорези в виттте устанавлпвается в соответствии с шириной отрубаемой части заготовки.
С номогцыо предлагаемого штамна можно нзготовлять без отходов по два злбчатых нзделня за один рабочий ход пуансона разруба-, ння полосы в продольном направлении по зубчатому профилю на две одинаковые илп разлнчпые по шприпе части.
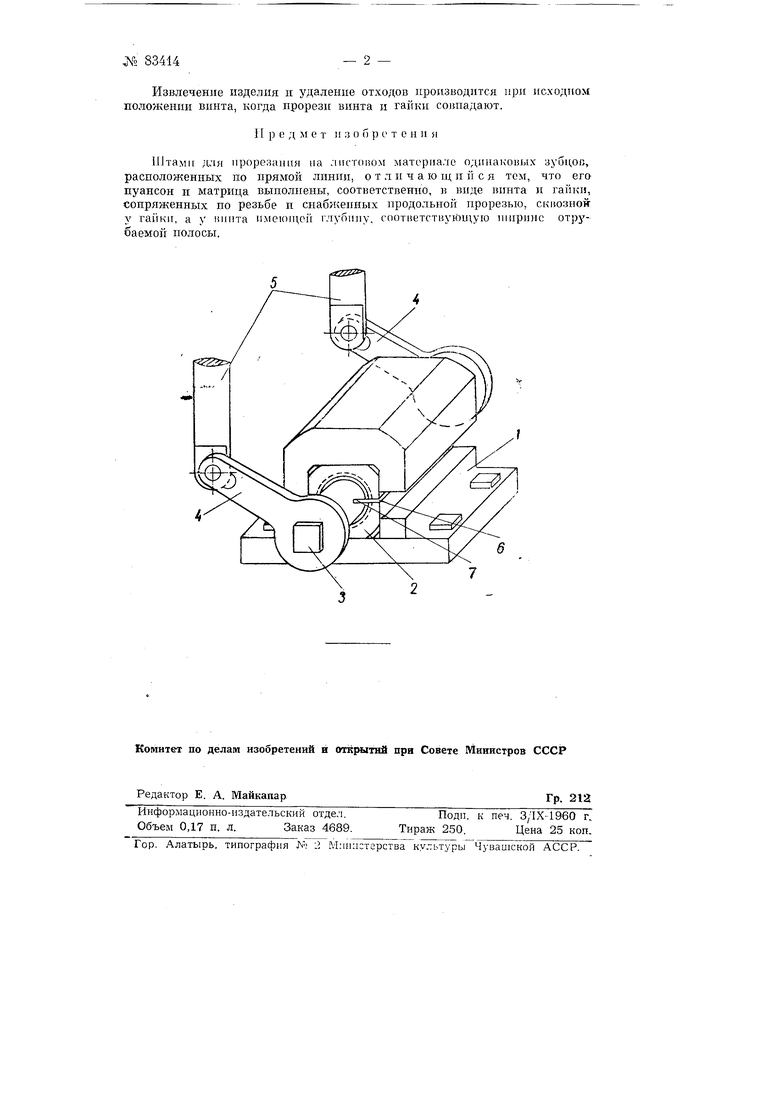
На чертеже нзображен обгций вид предлагаемого штампа.
Штамп заключает в себе основанпе 1, матрицу-гайку 2, пуансонвинт 3 п рычаги 4, связанные посредством тяг 5 с ползуном пресса. Гайка 2 имеет сквозную продольную прорезь 6, а винт-продольиую прорезь 7 на глубину, равную высоте зубьев илп ширппе отрубаемо полосы. Заготовка в виде иолосы пли ленты закладывается в прорези гайки 2 п вппта 3, находяпдпеся в совмешеином положении.
Перемегцающпйся вниз ползун пресса через тяги 5 п рычаги 4 повертывает винт 3 в гайке 2. Прорезь вппта смепгается отпосптельно |гроре. raihiTT. п происходит вырубание зубцон плп 1азрубаппе заготовки тга два зубчатых изделия.
Извлечение изделия н удалеиие отходов производится при исходном положении винта, когда прорези винта и гайки совиадают.
П р е д м е т и з о б ) с т о н и я
,итам1 для прорезаиия на листоиом материале одинаковых зубцов, расположенных по прямой линии, отличающийся том, что его пуансон II матрица выполнены, соответственно, Ji виде винта и гайкп, сопряженных по резьбе и спабжениых продольной прорезью, сквозной у гайкп, а у иипта 11меюи1,ей глубину. соотпетствуЮ111,у10 ишриис отрубаемой полосы.
fgZZZ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1134264A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1985 |
|
SU1428504A1 |
| Штамп ГРШД | 1984 |
|
SU1242281A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Штамп | 1937 |
|
SU52540A1 |
