Поставленная цель достигается тем, что в клети стана винтовой прокатки, включающей станину, три корпуса с консольными валками, наклоненными под углом к оси клети, механизмы осевого перемещения каждого корпуса и механизмы тангенциального перемещения каждого валка, имеющие каждый пару винтов, согласно изобретению, в станине выполнены тангенциальные пазы через 120°, а механизм тангенциального перемещения каждого валка снабжен ползуном, установленным в тангенциальном пазу станины во взаимодействии с парой винтов и имеющим наклонный проем под корпус валка.
Предложенная клеть позволяет легко осуществлять изменение величины и знака угла подачи в широком диапазоне путем параллельного переноса рабочих валков.
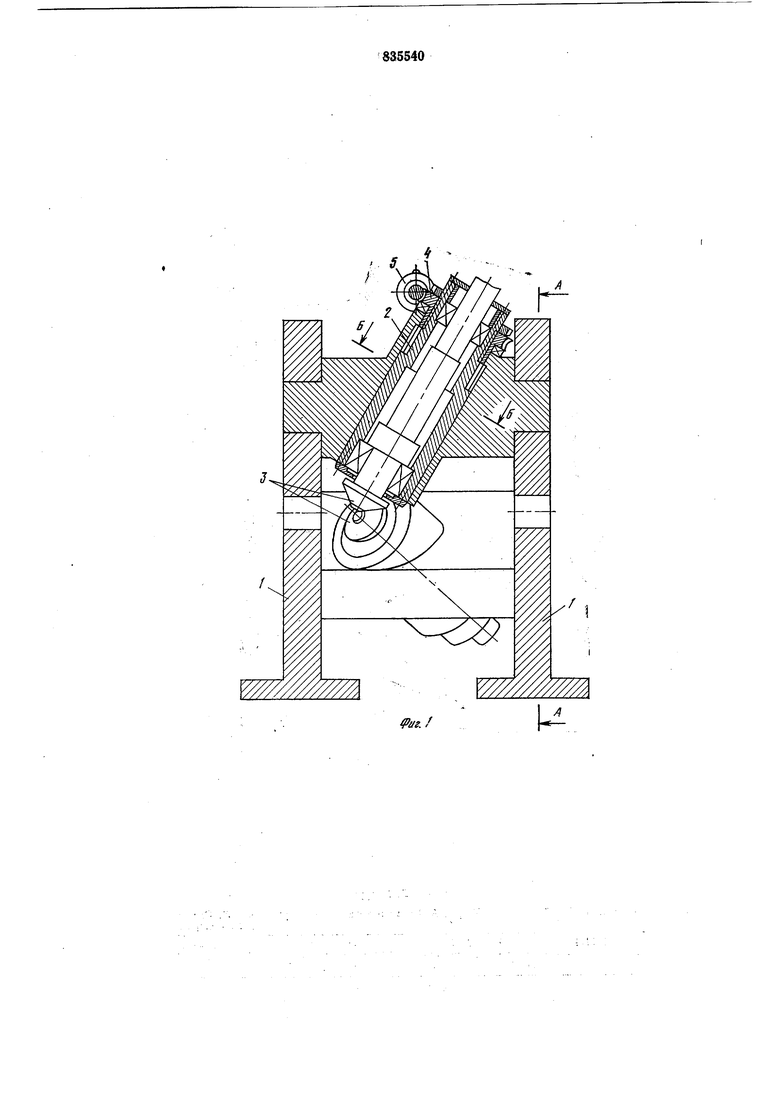
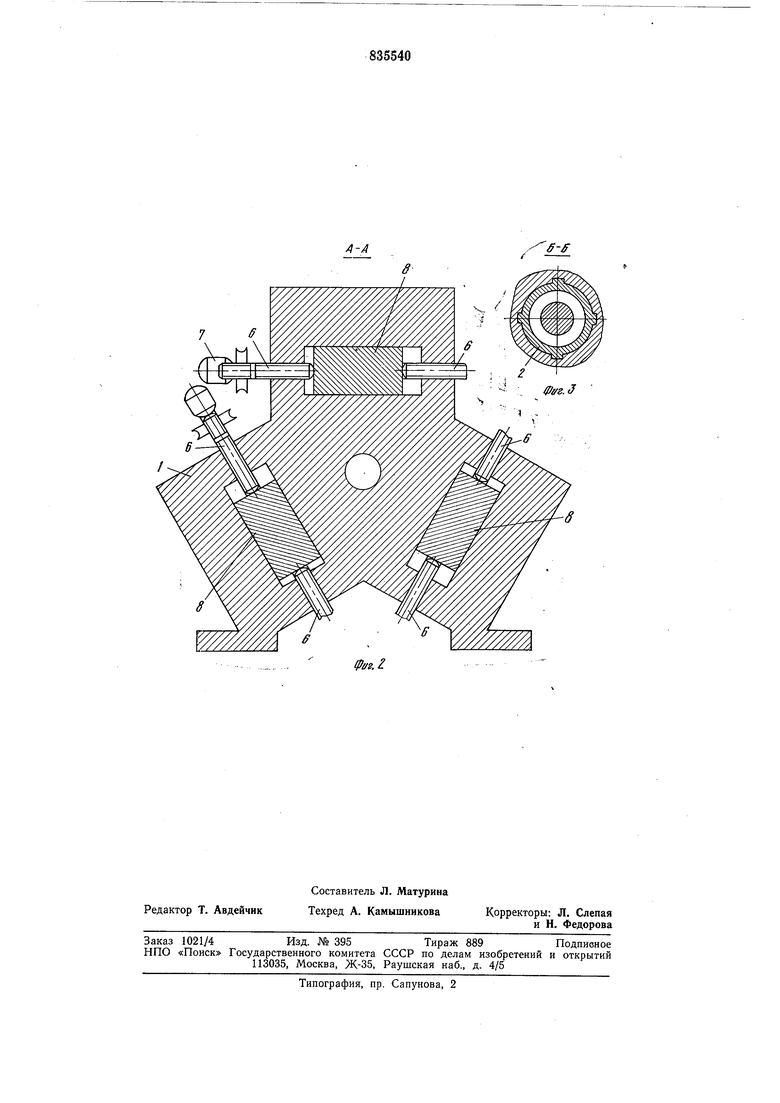
На фиг. 1 изображен разрез клети 3-валкового стана в вертикальной плоскости по оси прокатки; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1.
Клеть состоит из станины в виде двух стоек 1, в каждой из которых выполнены тангенциальные пазы через 120°, трех корпусов 2 с консольными валками 3, механизма осевого перемещения 4 каждого корпуса от привода вращения 5 и механизма тангенциального перемещения каждого валка в виде пары винтов 6, их привода вращения 7 и размещенных концами в тангенциальных пазах стоек ползунов 8, взаимодействующих с винтами и имеющих наклонный проем под корпус валка.
Клеть при настройке валков работает следующим образом. Вращением от привода вращения 7 винтов 6 осуществляют тангенциальное перемещение ползунов 8 с корпусами 2 и валками 3 по тангенциальным пазам стаиины.
Механизмом осевого перемещения 4 каждого корпуса от. привода вращения 5 сводят и разводят валки.
Предложенная клеть обеспечивает быструю настройку калибра с широким диапазоном изменения угла подачи для производства труб и сплошного проката.
Формула изобретения
Трехвалковая клеть стана винтовой прокатки, включающая станину, три корпуса с
консольными валками, наклоненными под углом к оси клети, механизмы осевого перемещения каждого корпуса и механизмы тангециального перемещения каждого валка, имеющие каждый пару
винтов, отличающаяся тем, что, с целью облегчения регулирования величины и зиака угла подачи в широком диапазоне и тем самым расширения технологических возможностей клети, в станине
выполнены тангенциальные пазы через 120°, а механизм тангенциального перемещения каждого валка снабжен ползуном, установленным в тангенциальном пазу станины во взаимодействии с парой винтов и имеющим
наклонный проем под корпус валка.
Источники информации, принятые во внимание при экспертизе 1. Фомичев И. А. Косая прокатка, Металлургиздат, Харьков, 1963, с. 11, рис. 2.
2. Авторское свидетельство СССР № 409743, кл. В 21В 13/12, 1971.
3. Авторское свидетельство СССР № 246455, кл. В 21В 13/12, 1965.
аг. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехвалковая клеть стана винтовой прокатки | 1980 |
|
SU931245A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТА | 1991 |
|
RU2010635C1 |
| Прокатная клеть для прокатки клиновидных профилей | 1979 |
|
SU839106A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |