сывателей уменьшается « может достигнуть критического.
Целью изобретения является исключение аварийных ситуаций при изменении скорости прокатки, повышение производительности прокатного -ста.на.
Поставленная цель достигается тем, что в устройство, содержащее блок выдвижения передних концов заготовок, блок ввода уставок, блок вычисления момента сброса, блок управления приводом клапанов тормозного механизма, блок защиты от загиба задних концов проката, блоки, входящие -в состав блока управления приводом клапанов тормозного механизма: схему совпадения, собирательную схему, триггер управления, схему электропривода, дополнительно вВВеден блок автоматпческого определения блокировок, входы которого |0оединены с выходами датчиков скорости прокатки и транспортных рольгангов, а выходы соединены один с входом блока защиты от загиба задних концов проката, другой- с входам бло-ка защиты от загиба передних концо в проката. Блок автоматического Определения iблoки.pOBOlK содержит две труппы жлючей и два суммато ра, причем первый вход первой и второй групп ключей соединены с блоком уставки цикла клапаносв сбрасывателей, второй вход пе1рвой пруппы ключей соединен с выходам датчика скорости транспортных рольгангов, а выход соединен с входом парвого сумматора, второй вход второй группы ключей соединен с выходом датчика скорости прокатки, а выход - с входом второго сумматора, выход которого, как и выход первого сумиматор а, является выходом блока.
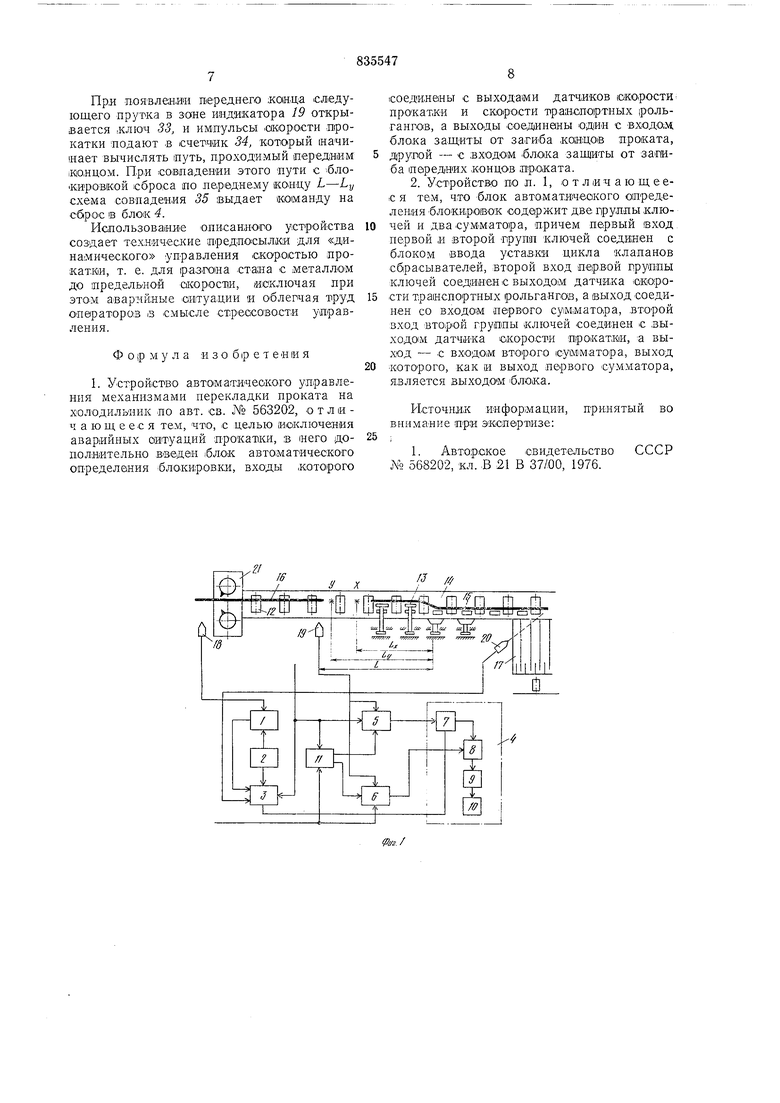
На фиг. 1 приведена .блок-схема данного устройства; на фиг. 2 - структурная схема блока автоматического определения блокировок; иа фиг. ,3 - структурная схема блока, вычисленная моментом сброса; на фиг. 4 - структурная схема блока защиты от загиба задних концов проката; на фиг. 5 - структурная схема блока защиты от загиба передних концов проката.
Устройство содержит блок 1 выдвижения передних концов заготовОК, блок 2 ввода уставок, блок 3 вычисления момента сброса, блок 4 управления приводом клапанов тормозного механизма, блок 5 заЩИты от загиба задних концов проката, блок ff защиты от загиба передних концов проката, блоки, входящие в состав блока 4: схему совпадения 7, собирательную схему 8, триггер управления 9, схему электропривода .10, блок автоматического определения блокировок.
На фиг. 1 показана также привязка устройства к технологической лИНии стана: транспортный рольганг 12, отбойники 13, зона 14 действия сбрасывателей, прокат 15 в зоне сбрасывателей, прокат 16 На
транспортных рольга1нгах перед холодильником, холодильник 17.
Кроме того, в состав устройства входят: индикаторы 18, 19, 20 положения проката 12 - установленный перед летучими ножницами, на транспортных рольгангах на расстоянии- L до зоны действия сбрасывателей - на транспортных рольгангах в зоне холодильника И датчики скорости
прокатки и транспортных рольгантрв . (на чертеже не показаны), летучие ножницы 21. Основной режим работы устройства - управление мехаеизмами перекладки проката на холодильник с выравниванием передких концов - реализуется следующим образом: при достижении передним концом проката индикатора 20 положения металла, блок 3 вычислевия момента Сброса начинает вычислять путь перемещения переднего конца по инфОрмации датчика скорости рольгангов Ур, включенного на входе блока 3, в момент равенства пути, пройденного Передним концом проката, коду координаты точ:ки сброса, заданной 2, блок 3 посылает команду на сброс проката на вход схемы совпадения 7 блока 4.
Однако сброс проката на холодильник произойдет только при наличии разрешеВИЯ из блока 5 защиты от загиба задних концов проката, которые работают следующим образом: прИ Появлении заднего торца Проката в зОНе контроля индикатора 19 наличия металла блок начинает выЧИСЛЯТЬ путь, проходимый задним ТОрЦОМ
по информации датчика скорОСти транспортных рольгангов Vу, включенного иа его входе, при равенстве пути, пройденного задним торцом проката, выЧИСленному
автоматическим бл.око1М И блокировочному расстоя1нию L-LX, на вход Схемы Совпадения 7 блока 4 поступает сигнал разрешения сброса проката на холодильник из блока 5. Если при этом на другой вход схемы 7 поступит 1сигнал из блока 3, то сигнал с выхода схемы совпадения 7 через собирательную схему 8 запускает триггер управления 9, который в свою очередь выдает команду в Схему привода сбрасывателей.
Режим выравнивания передних кОНцов проката реализуется в том -случае, когда на схему 7 сначала поступает кома.нда из блока 5, а затем из блока 3. Если команды
поступают в обратном порядке, то осуществляется вЫравниваНИе оо задним концам проката (по блокировке заднего конца).
При любом режиме работы устройства
Производится защита от .гибки передних концов (бурежек), реализуемая блоком 6, который работает следующим образОМ.
При появлении 1Пе редябгО конца следующего прутка в зоне индаикатара 19 блок
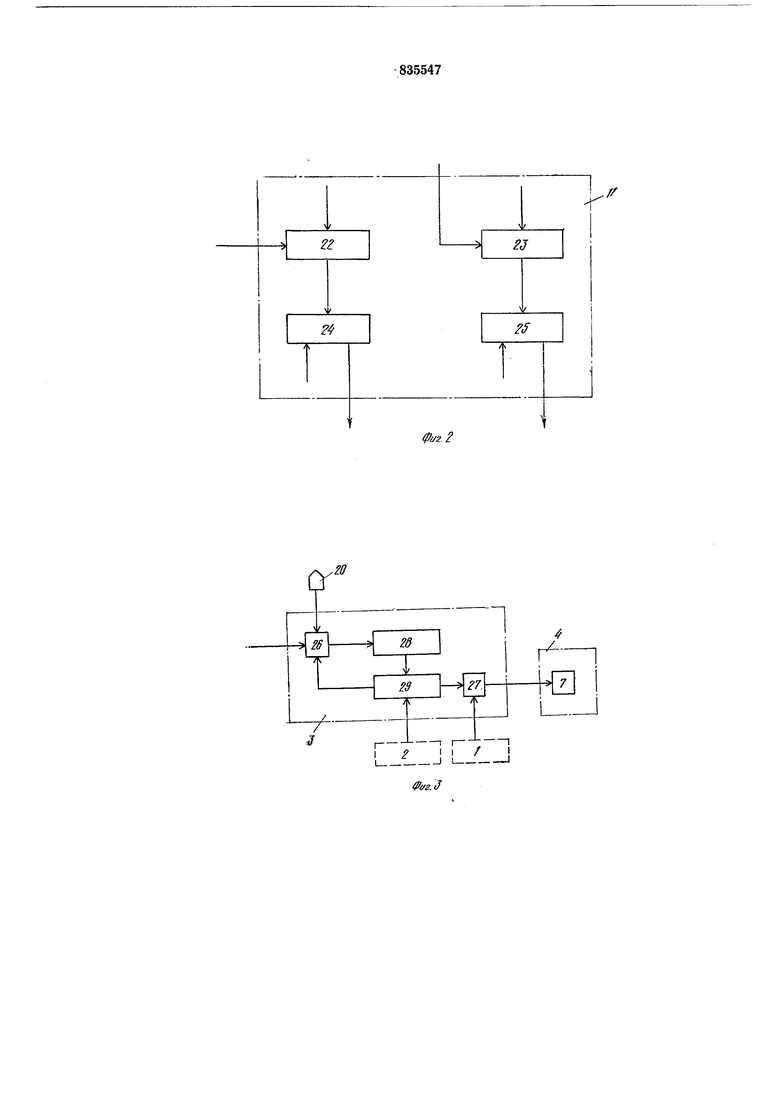
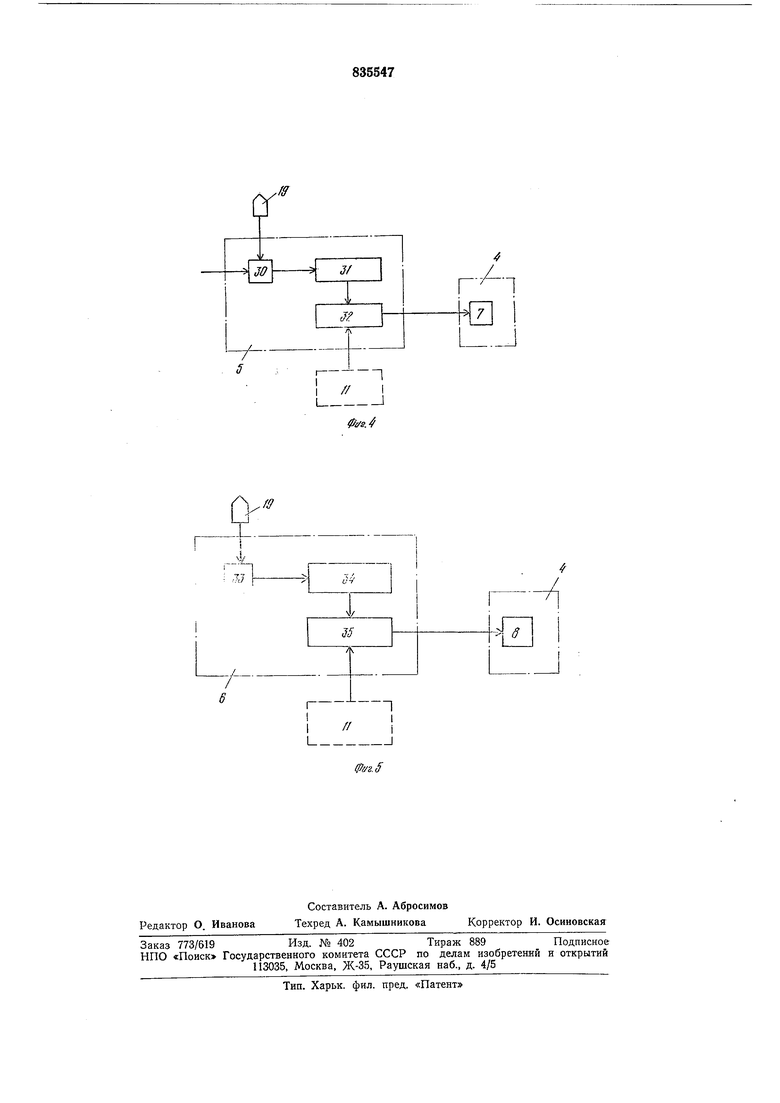
6 начинает вычислять Путь, Пр0ходи1мый переднлм хсящом проката инфор-мации датчяха скорости ;псокатки V „ и лри (CoiBnaдении .пу-пи с аварийным блокировочным расстоянием L-Ly, вычисленным автоматичеоки -блоком 11 для этого конкретного прутка, если еще ;не была выдана команда на юброс .предыдущего орутжа яз |блоков 3 и 5 через схему 7, выдает иа io5poc предыдущего прутка 1вне зависимости от м.естояахождения его -в зоне клалаиов тормозного механизма через -со-би рательную схему 8, запуская три№е)р 9 упр аъ-ления, с которого .поступает команда .на Сброс в схему теривода. Бло:к 11 aiBTOiMaiiHi4ec-KO.no определения блокировки определяет .блокировочные расстояния L-Lx - блокировку сброса по заднему концу п.рутка, L-Ly - блокировку сброса по переднему козщу следующего прутка. Блокиравочные расстояния ояределяются для каждого прутка ю учетом текущих скоростей прокатки и рольтанга по следуЮЩ1И.М формулам Ткл и КЛ) где L-LX, L-Ly блокировочные расстояния соответственно .по задвему концу одного прутка и переднему концу следующего прутка; L - :расстоя1ние от индикатора 19 до .зоны действия сбр-асьшателей; Vn, - соответственно скороспи прокатжи и ро.льганга; Ткл - часть цикла клапанов от момента подачи команды на c6:pOic до подъема тормозных бащмаков сбрасывателей на высоту нач.ала тор)можения; ткл- часть цикла клапанов от момента подачи КО1манды на сброс до подъема клапанов на высоту, достаточную для отвердения в сторону переднего конца следующего прутка. Величины Ткл и ткл определяются по циклограмме существующего электропр.ивода клапанов -сбрасывателей. Один из вари.аито1В структурной схемы блока 11 автом1атического определения бло1К1ирово.к представлен на фиг. 2. Блок содержит две группы ключей 22, 23, сумматоры 24 и 25. Блок работает сл.едующим образом: перед началом работы в cyiMM.aторы 24 и 25 заносится величина L. При появлен.ии на входе Ключей 22 число-импульаного ко.да скорости рольганга с каждым импульсом в cyMiMaTOp 24 заносится величина тк,-: (в обратном коде) и суммируется с имеющейся в сумматоре 24 величиной L. Пр,и Поступлении всей последовательност.и импульсов К,, в сумматоре 24 накопится величина L+Vp--K.; . Аналогичио при .поступлении на 1вход группы ключей 23 число-.импульсного жода скорости прокатки Vn в сумматоре накопится величина Ь+УП- КЛ . Выходы сум.маторов 24 я 25 ъ виде рассчитанных бло.кирово1К заднего и переднего концов ер.утков L-L,L + Vnподаются соответственно на входы блоков 5 я 6 - защита от за1Г,иб.а задних и передних KOiHiuoB п.роката. Структурная схема блока 3 (вычисления мо1мента сброса П|р1И1ведена н.а ф,иг. 3. Блок 3 содержит: ключи 26 и 27, счетчик 28, схему .совпадения 29. Блок работает следующи.м oidpasoM: при достижении передним концом проката индикатора 20, на вход .ключа 26 подается ра.зреще)Н|ие и импульсы датчика .скоро-сти рольганга Vp проходят Ч)ерез ключ 26 в счетчик 28, в котором они начинают накапливаться. При совпадении пути, пройден.ного передним концом проката от индикатора 20 с уставкой пути ic6poca по переднему канцу L сб) выявленном схемой совпадения 2У, закрывается ключ 26 и открывается ключ 27, на втарой вход которого подан выход блока движения переднего конца. Блок /, являющийся по существу регулируемой выдержкой, на первом пруше ра1ската .задерживает передачу .команды ;на сброс от схемы совпадения 29 в блок 4, закрывая ключ 27. При 3TOiM передний пруток раската оказывается на холодильнике, выдвинутом ПО отношению .к .другим пруткам, что необходи.мо для удо бст1ва пОСледующей зачистки на ножнидах холод ной рез.ки. Все о.ста.льные Прутки раската одной з-аготовки в зачистке не нуждаются и .поэтому «а вход ключа 27 от .блока / все .остальное время подано ра.3рещение. Структурная схема блока 5 защиты от за:либа задиих концов проката пр.едставлена на фиг. 4. Блок 5 содвр.жит: ключ 30, счетчик 31, схему совпадения 32. Блок работает сле.дуюЩИм образом. При появлении заднего конца про.ката в ЗОН-е .контроля индикатора 19 отк1рЫ)В:ается 1КЛЮЧ 30 и cKopiOCTb рольгангов в числоИМпульсЕом коде поступ а.ет в счетчик 31, ыходы .KOTopiOro подключены ,к первому входу схемы совпадения. Па второй вход ее одана блокировка сбро.са по ;заднему кону L-Lx. В момент со1впадения пути, пройенного задним .концом проката от индикаора 19, и блокировки L-LX, схема 32 выает 1К10манду на c6ipoc в блок 4. На фиг. 5 представлена структурная схема блока 6 защиты от загиба пер-едних онцов про.ката. Блок 6 содержит: ключ 33, счетчик о4, схему совпадения 35. Работа блока защиты от загиба передих КОНЦОВ проката аиалог/ична работе лока 5 защиты от загиба задних концов.
При появлении переднего коица следующего прутка в зоне иидикатора 19 открывается ,КЛЮЧ 33, и импульсы скорости П1рОкатки подают в счетчик 34, который начинает вычислять путь, проходимый передним 1ко,нцом. Пр.и совпадении этого пути с --блокировкой сброса по переднему коппу L-Ly схема совпадения 35 выдает 1КО1манду на сброс в блок 4.
Использование описанното устройства создает тех,ничес1 ие предпосылки для «динамического управления скоростью прокатии, т. е. для разгона стана с .металлом до предельной С|Кор|ОСпи, исключая при аварнйные ситуации и облегчая труд Операторав и смысле стреосовости управления.
Формула изобретения
1. Устройство автоматического управления механизмами перекладки проката на холодильник по авт. св. № 563202, отличающееся тем, что, с целью исключения аварийных ситуаций прокатки, в него дополнительно введен |блок автоматического определения блакиров,ки, входы .которого
соединены с выхода1ми датчиков юкорости прокатки и скорости TipaiHcnoipTHbix рольгангов, а выходы соединены один с входо;м, блока защиты от загиба концов проката, другой - с входом .блока защиты от загиба передних концов проката.
2. Устройство по п. 1, отличающеес я тем, Ч.ТО блок автоматич-еокого определения блокировок содержит две группы .ключей и два сумматора, причем первый вход первой .и второй групп ключей соеди1Н1ен с блоком ввода уставки цикла клапанов сбрасывателей, второй вход первой группы ключей соединен с выходом датчика iOKOpoсти транспортных рольгангов, а выход соединен со входом первого сумматора, второй вход второй группы ключей соединен с выходо М датчика скорости прокат.К1И, а выход - с входом второго cyiMiMaTOpa, выход которого, как и выход первого сумматора, является выходом блока.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР ЛЬ 568202, кл. -В 21 В 37/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления механизмами перекладки проката на холодильник мелкосортного стана | 1972 |
|
SU563202A1 |
| Устройство автоматического управления механизмами перекладки проката на холодильник мелкосортного стана | 1975 |
|
SU602251A2 |
| Способ повышения скорости прокатки на мелкосортном прокатном стане и устройство для его осуществления | 1978 |
|
SU910248A1 |
| Устройство для автоматического управления механизмами сброса прутков на холодильник мелкосортного стана | 1978 |
|
SU774644A1 |
| Устройство автоматического управления скоростью транспортировки проката | 1973 |
|
SU498053A1 |
| Устройство для выравнивания полос проката на холодильнике мелкосортного стана | 1986 |
|
SU1378969A1 |
| Клапанный сбрасыватель проката | 1978 |
|
SU774652A1 |
| Устройство для управления сбросом прутков на холодильник сортового стана | 1986 |
|
SU1400686A2 |
| Способ управления ускоренным охлаждением проката и устройство для его осуществления | 1988 |
|
SU1547901A1 |
| Устройство управления ускоренным охлаждением проката | 1987 |
|
SU1507483A1 |
.fO
