выход блока определения мо1Уйнта сброса соединен с входом блока привода механизма сброса.
На фиг. 1 показана блок-схема устройства для автоматического управления механизмами сброса прутков на холодильник мелкосортного стана; на фиг. 2 блок-схема блока определения момента сброса; на фиг, 3 - блок-схе ма блока защиты oi загибов,
Устройство содержит датчики 1 и 2 наличия прутков на линии 3 транспортирования прутков 4 от летучих ножниц
5,расположенных за последней клетью
6,к холодильнику 7, Выходы датчиков
Iи 2 включены на вход блока 8 определения момента сброса и вход блока 9 защиты от загиба. На вход блока 8 определения момента сброса подключен блок 10 ввода уставок, йаход датчика
IIскорости прокатки подключен на вход блока 8 определения момента сброса. Выход датчика 12 скорости транспортных рольгангов подключен к входу блока 8 определения мo гsнтa сброса
и входу блока 9 защиты от загиба,Выход блока 8 определения момента сброса подключен к входу блока 13 привода механизма сброса. Выходы блока 9 защиты от загиба подключены к электромагнитным муфтам 14.
Перед началом работы все электромагнитные муфты находятся в исходном состоянии. Это означает, что рычаги .подъамно-рычажной CHCTejVSca находятся в зацеплении. Перед началом работы на блоке 10 ввода уставок задают координату точки сброса на холсхцнлькик
Управление механиз ла - сброса прутка на холодильник мелкосортного стана реализуется сле;аугс щим образом.
При достижении передним концом прутка датчика 2 г-галичия прутков бло 8 определения момента сброса начинае вычислять путь перемещения переднего конца по информации датчика 12 скорости транспортных рольгангов, включенного на вход блока 8, В момент разенства пути,- пройденного передним концом прутка, коду координаты точгки сброса, заданной блоком 10 звсда уставок, блок 8 опредаления момента сброса выдает команду на сброс прутка в блок 13 привода механизма сброс
При прохождении зар;нкм концом прутка зоны действия датчика I,. кспользуя информацию о скорости транс™ портнызс рольгангов до ом-аи.ды на подъем тормозящих пл1-гг, з блоке 9 прогнозируется назсохэдение заднего конца, прутка на гранспсрт-ном рольганге и выдаются сигналы на электромагнитные муфты 14. Электромагнитные муфты 14 рассоединяют рычаги подъемно рычалсной систек-Ей и при сбросе прука поднимаются таггько те тормозящие плиты механизма сброса, на которых находится пруток. Последукяций пруток хотя его передний конец находится в
зоне действия тормозящих плит, не сбрасывается, ак как рычаги тормозяWHX плит, нс1ходящихся за задним концом сбрасываемого прутка, выведены из Зсщепления. После окончания сбро„ са прутка электромагнитные муфты возвращаются в исходное положение. При сбросе следующего прутка работа устройства аналогична.
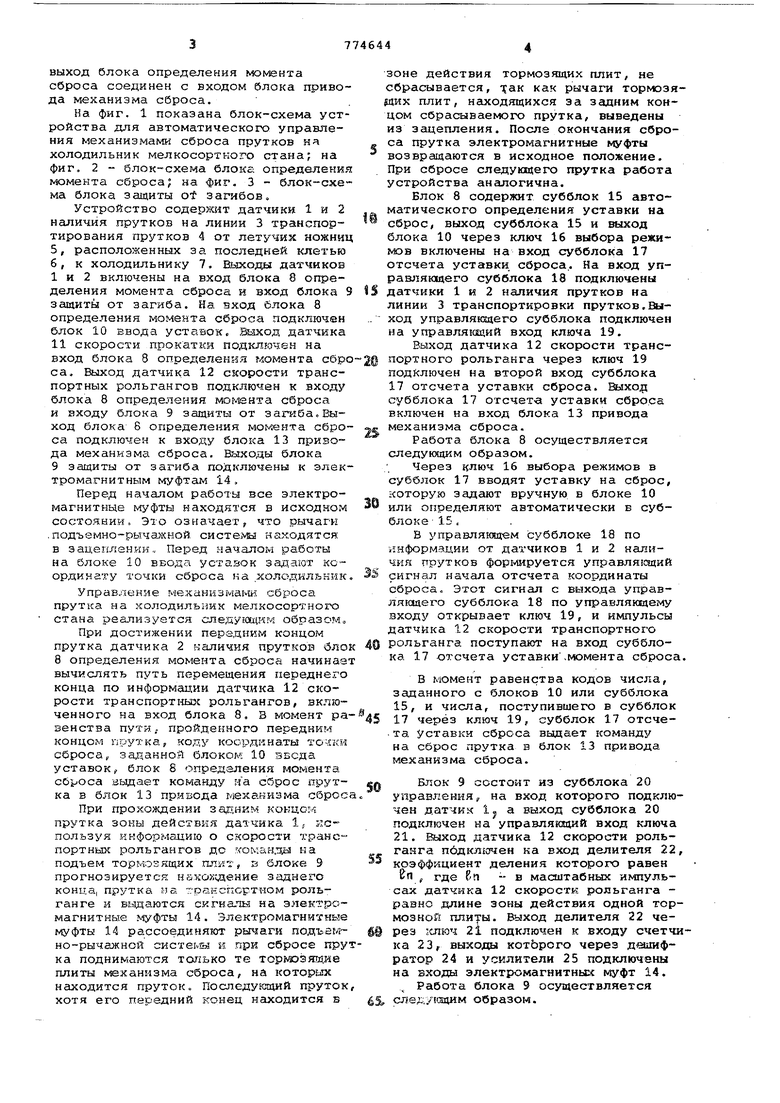
Блок 8 содержит субблок 15 автоматического определения уставки на
сброс, выход субблока 15 и выход блока 10 через ключ 16 выбора режимов включены на вход субблока 17 отсчета уставки, сброса.. На вход управляющего субблока 18 подключены
S датчики 1 и 2 наличия прутков на
линии 3 транспортировки прутков.Вы- ход управлякедего субблока подключен на управлякадий вход ключа 19,
Выход датчика 12 скорости транс@ портного рольганга через ключ 19 подключен на второй вход субблока 17 отсчета уставки сброса, субблока 17 отсчета уставки сброса включен на вход блока 13 привода
Е механизма сброса.
Работа блока 8 осуществляется следующим образом.
Через ключ 16 выбора режимов в субблок 17 вводят уставку на сброс, которую задают вручную в блоке 10
0 или определяют автоматически в субблоке- 15 .
В управлянядем субблоке 18 по информации от датчиков 1 и 2 наличия прутков фор1иируется управля ощий
S сигнал начала отсчета координаты сброса. Этот сигнал с выхода управлякадего субблока 18 по управляигдему входу открывает ключ 19, и импульсы датчика 12 скорости транспортного
0 рольганга поступают на вход субблока 17 отсчета уставки.момента сброса.
В момент равенства кодов числа, заданного с блоков 10 или субблока 15, и числа, поступившего в субблок 5 17 через ключ 19, субблок 17 отсчета уставки сброса выдает команду на сброс прутка в блок 13 привода механизма сброса.
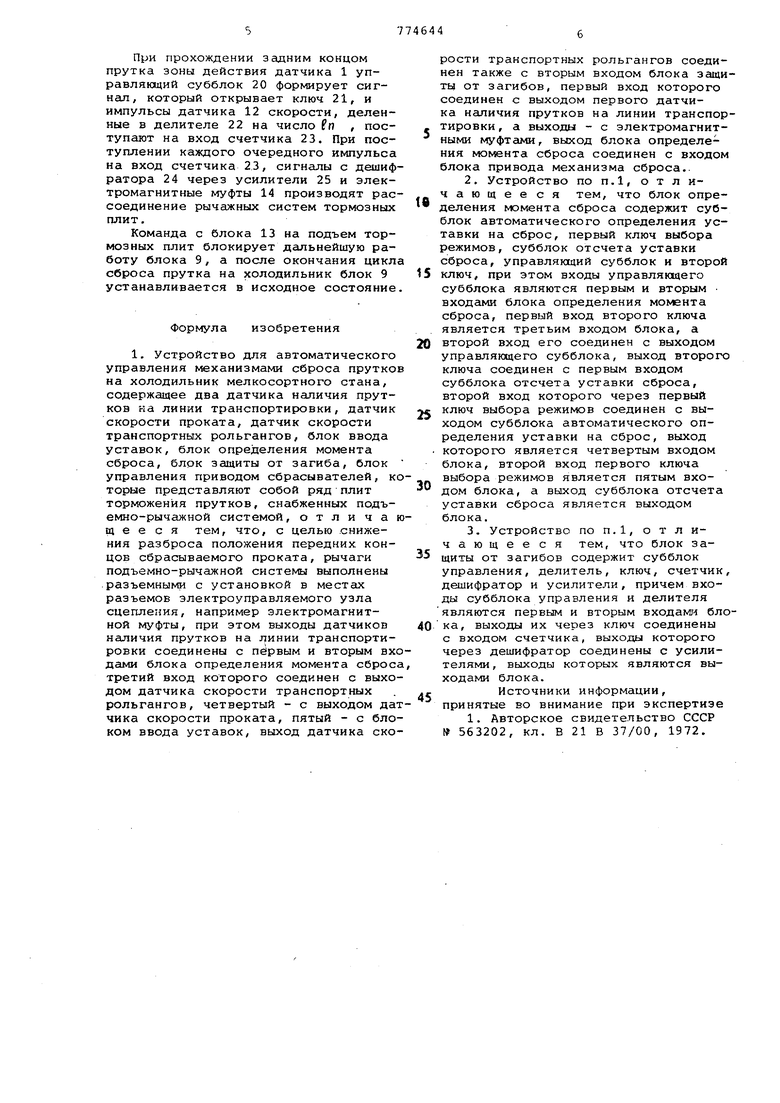
л Блок 9 состоит из субблока 20
управления, на вход которого подключен датчкк Ij а выход субблока 20 подключен на управляиадий вход ключа 21. Е5ыход датчика 12 скорости рольганга п6дкл1очен ка вход делителя 22,
коэффициент деления которого равен 2п где П -- в масштабных импульсах датчика 12 скорости рольганга равно длине зоны действия одной тормозной плиуы. Выход делителя 22 че@ рез 1СПЮЧ 21 подключен к входу счетчика 23, выходы котЬрого через дешифратор 24 и усилители 25 подключены на входы электромагнитных муфт 14. , Работа блока 9 осуществляется
S след/ гацим образом. При прохождении задним концом прутка зоны действия датчика 1 управляющий субблок 20 формирует сигНсШ, который открывает ключ 21, и импульсы датчика 12 скорости, деленные в делителе 22 на число Рп , поступают на вход счетчика 23. При поступлении каждого очередного импульса на вход счетчика 23, сигналы с дешиф ратора 24 через усилители 25 и электромагнитные муфты 14 производят рас соединение рычсижных систем тормозных плит, Команда с блока 13 на подъем тормозных плит блокирует дальнейшую работу блока 9, а после окончания цикл сброса прутка на холодильник блок 9 устанавливается в исходное состояние Формула изобретения 1. Устройство для автоматического управления механизмами сброса прутко на холодильник мелкосортного стана, содержащее два датчика наличия прутков на линии транспортирювки, датчик скорости проката, датчик скорости транспортных рольгангов, блок ввода уставок, блок определения момента сброса, блок защиты от загиба, блок управления приводом сбрасывателей, к торые представляют собой ряд плит торможения прутков, снабженных подъемно-рычажной системой, отлича щееся тем, что, с целью .снижения разброса положения передних концов сбрасываемого проката, рычаги подъемно-рычажной системы выполнены .разъемными с установкой в местах разъемов электроуправляемого узла сцепления, например электромагнитной муфты, при этом выходы датчиков наличия прутков на линии транспортировки соединены с первым и вторым вх дами блока определения момента сброс третий вход которого соединен с выхо дом датчика скорости транспортных рольгангов, четвертый - с выходом да чика скорости проката, пятый - с бло ком ввода уставок, выход датчика ско рости транспортных рольгангов соединен также с вторым входом блока защиты от загибов, первый вход которого соединен с выходом первого датчика наличия прутков на линии транспортировки , а выходы - с электромагнитными муфтами, выход блока определения момента сброса соединен с входом блока привода механизма сброса.. 2.Устройство по п.1, о т л ичающее ся тем, что блок определения момента сброса содержит субблок автоматического определения уставки на сброс, первый ключ выбора режимов, субблок отсчета уставки сброса, управлягаций субблок и второй ключ, при этом входы управляющего субблока являются первым и вторым входами блока определения момента сброса, первый вход второго ключа является третьим входом блока, а второй вход его соединен с выходом управляющего субблока, выход второго ключа соединен с первым входом субблока отсчета уставки сброса, второй вход которого через первый ключ выбора режимов соединен с выходом субблока автоматического определения уставки на сброс, выход которого является четвертым входом блока, второй вход первого ключа выбора режимов является пятым входом блока, а выход субблока отсчета уставки сброса является выходом блока. 3.Устройство по П.1, отличающее ся тем, что блок защиты от загибов содержит субблок управления, делитель, ключ, счетчик, дешифратор и усилители, причем входы субблока управления и делителя являются первым и вторым входам;- блока, выходы их через ключ соединены с входом счетчика, выходы которого через дешифратор соединены с усилителями, выходы которых являются выходами блока. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 563202, кл. В 21 В 37/00, 1972.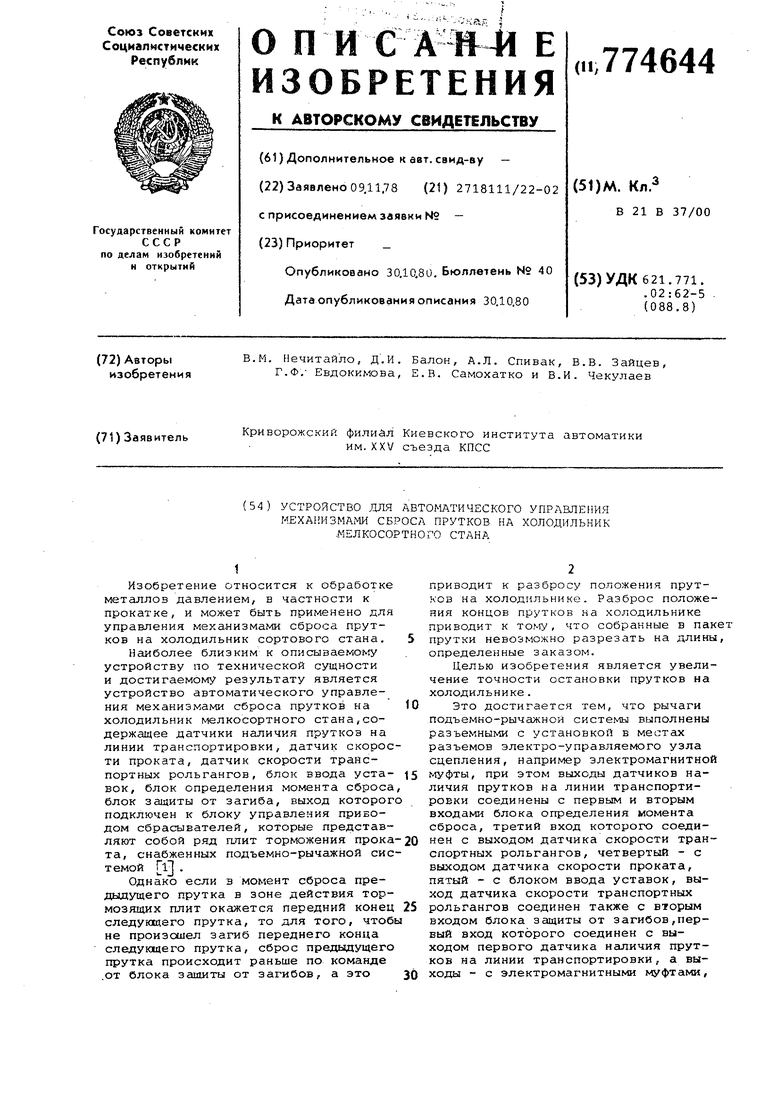
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управленияМЕХАНизМАМи пЕРЕКлАдКи пРОКАТА HA ХОлО-дильНиК | 1979 |
|
SU835547A2 |
| Устройство автоматического управления механизмами перекладки проката на холодильник мелкосортного стана | 1972 |
|
SU563202A1 |
| Устройство автоматического управления механизмами перекладки проката на холодильник мелкосортного стана | 1975 |
|
SU602251A2 |
| Способ повышения скорости прокатки на мелкосортном прокатном стане и устройство для его осуществления | 1978 |
|
SU910248A1 |
| В П Т Б | 1973 |
|
SU395139A1 |
| Устройство для выравнивания полос проката на холодильнике мелкосортного стана | 1986 |
|
SU1378969A1 |
| Устройство для управления механизмом сброса прутков на холодильник сортового стана | 1976 |
|
SU595027A1 |
| Устройство для раскроя пакета полос мелкосортного проката | 1981 |
|
SU969471A1 |
| Устройство для управления сбрасывателем полосы на холодильник мелкосортного стана | 1984 |
|
SU1196055A1 |
| Устройство автоматического управления скоростью транспортировки проката | 1973 |
|
SU498053A1 |
j ff }
J 10 I
